



锤用锻模简称锤锻模,它是在模锻锤类设备上,使坯料经打击成形为模锻件或半成品所使用的模具。锤锻模主要用于大批量生产条件下,在锻压生产中占有非常重要的地位,是最基本的热模锻方法。它主要使用的设备是带有模砧的蒸汽-空气模锻锤(简称模锻锤)、落锤(夹板锤)和无砧座的蒸汽-空气模锻锤等。
1.锤锻模结构选择及设计要点
(1)锤锻模结构类型
锤锻模主要有两种结构类型,一种是整体锤锻模,另一种是镶块式锻模。
图3-13为一单腔式整体锤锻模结构。其模具由上模2、下模4组成的模膛构成,并分别用键或楔5固定在模锻锤的锤头1和模锻锤锤座6上的燕尾槽内即可使用。而图3-14所示是一带有预锻模膛12的多模膛式整体锤锻模结构,并且终锻模膛10和预锻模膛12各带有一个钳口11,可进行大批量生产。
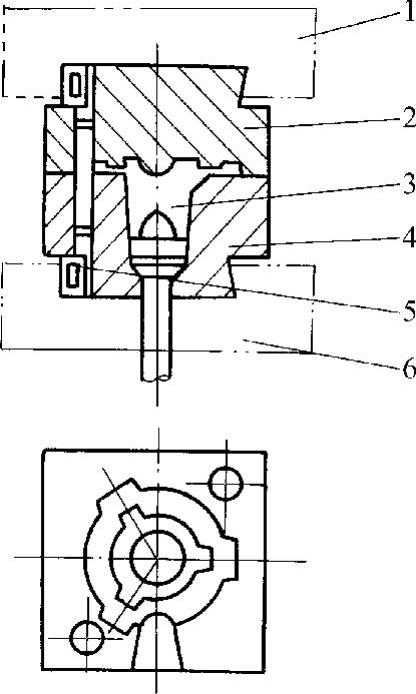
图3-13 单腔式整体锤锻模
1—模锻锤锤头 2—上模 3—锻件 4—下模 5—楔 6—模锻锤锤座
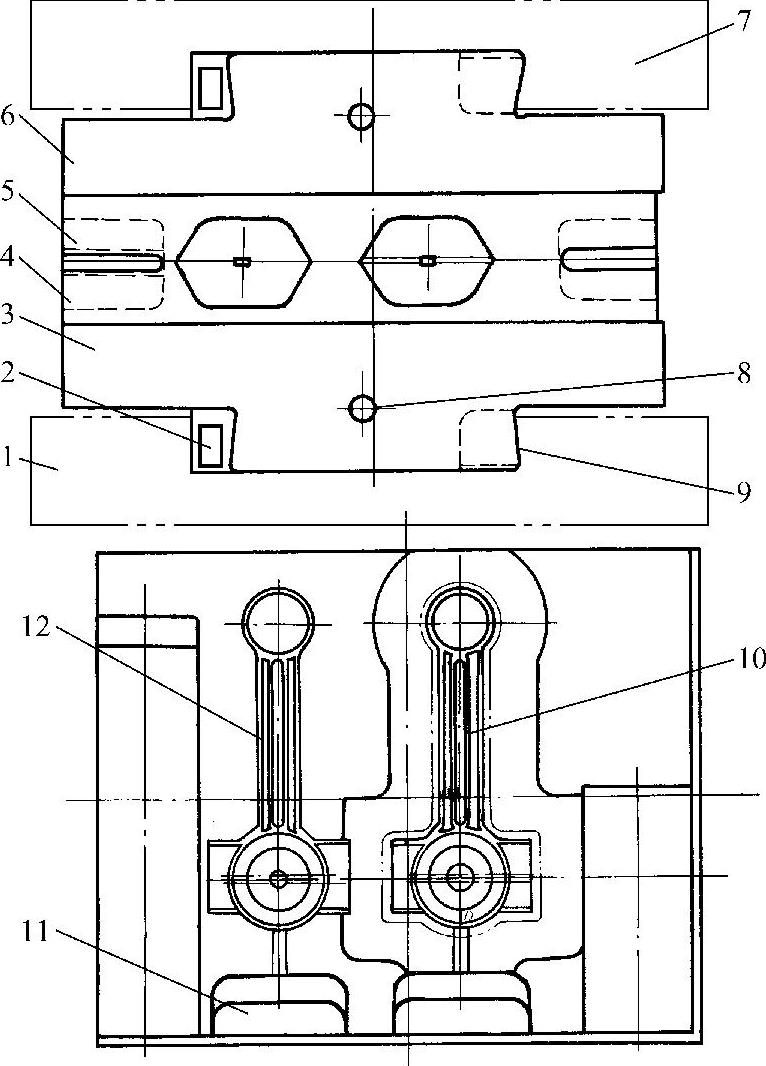
图3-14 多模膛式整体锤锻模
1—模锻锤模座 2—楔 3—下模体 4—下模块 5—上模块 6—上模体 7—模锻锤锤头 8—起重孔 9—燕尾 10—终锻模膛 11—钳口 12—预锻模膛
整体锤锻模结构简单,锻造时动作平稳可靠,承击能力大,通用性较强,适用于各种形状、大小的模锻件成形。
图3-15所示为一整体镶块式锻模,即镶块2、3分别用楔铁5或热压的方法嵌镶固定在上、下模座1、4的凹槽内,由上、下镶块2、3组成模膛以成形锻件;而图3-16所示为一局部镶块锻模结构,由镶块1及模体2组成模膛型腔,用以成形特殊形状的锻件,其镶块主要采用热压配合紧固模体之中。
镶块式锤锻模主要适用于5t以下的模锻锤,锻造形状较复杂的锻件,其优点是便于加工制造,节约贵重的模具钢材,成本比较低廉。但镶块紧固的可靠性较差,故对锻件的稳定性会有一定影响,多用于批量不大的锻件生产。
(2)锤锻模结构选用及整体设计原则
1)锻件批量较大,形状比较简单应选用整体式锤锻模结构;批量较小,形状比较复杂的锻件可选用镶块式锻模,以便于加工制造,降低成本。
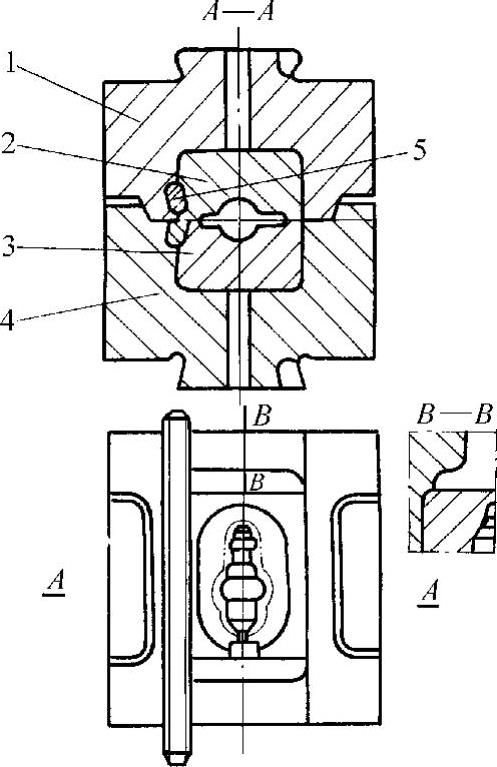
图3-15 整体镶块式锻模
1—上模座 2—上模镶块 3—下模镶块 4—下模座 5—楔铁
图3-16 局部镶块锻模
1—镶块 2—模体
2)锤锻模在使用时,上、下锻模分别用键、楔和调整垫片固定在锻锤的锤头及模座的燕尾槽内。因此,要求锻模的各部分形状和尺寸应符合所需锻锤的安模空间的规格要求;锻模的紧固部分燕尾的高度应略大于锻锤相应燕尾槽的高度,即应以燕尾的底面作为整个锻模的支承面。同时,锻模的肩部与锤头或模座间应约有0.5~1.5mm间隙。这样,在锻模承受载荷发生弹性弯曲肩部下沉后,肩部便于锤头或模座相接触,起支承锻模作用。决不允许以锻模的肩部作为支承面,以免在尖角处产生裂纹。此外,在设计时,燕尾至肩部处的圆角半径也不能太小。
在设计时,燕尾尺寸、楔、键的选择,应与选用的模锻锤燕尾相匹配。
3)设计后的锻模,若安装到模锻锤上时锤杆的轴线一定要通过锻模的中心,即锻模燕尾中心线和键槽中心线的交点,以保证锻模的使用寿命。
4)锻模应设有起重孔,以在搬运或安装时便于插入铁棒使其吊起。起重孔的直径与深度,根据锻模重量而定。如0.5~5t的锻模,起重孔的直径一般为30mm,深度为60mm。
5)在设计多模膛锤锻模时,要尽量使模膛位置排列合理,便于操作。
6)在设计锻模结构时,若锻件的分模面为曲面或锻模中心与模膛中心不相重合时,应在模具结构中增设锁扣定位,以平衡错移力,保证锻件质量。
2.模膛的布置与排列
在设计锻模时,模膛布置与排列得是否合理直接关系到锻造生产率,锻件的质量,操作的难易、模具的寿命及锻造设备的安全使用。因此,模膛的合理布排是多膛模锻的设计关键。其设计程序是:先安排受力最大的预锻模膛和终锻模膛的位置,然后再视模块位置安排制坯、切断等其他模膛。
锤锻模的模膛布置与排列,应遵循下述原则:
1)锻模上无预锻模膛时,终锻模膛中心(上模承受反作用力合力的作用点称模膛中心)应与锻模中心重合
2)同时有预锻模膛和终锻模膛时,应分别布排在锻模燕尾中心两侧,并同在键槽中心线上,而终锻模膛中心与燕尾中心线的偏移量a,力争不超过表3-42的数值。同时,终锻与预锻模膛中心至燕尾中心线距离之比不应超过1/2,即a/b≤1/2或a≤1/3L(表3-42图)。
表3-42 允许偏移量 (单位:mm)
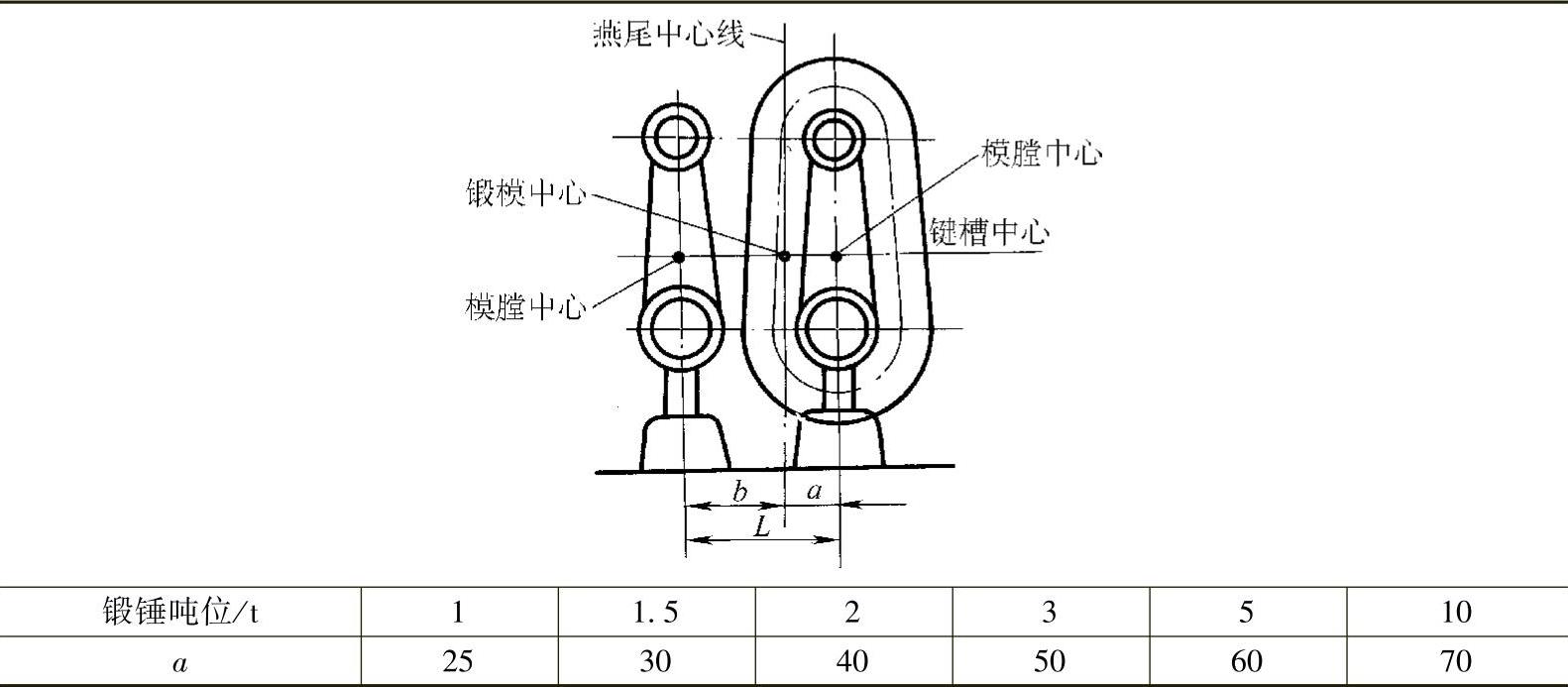
注:1.锻模中心:锻模燕尾中心线与键槽中心线交点,称为锻模中心。
2.模膛中心:模膛承受抗力合力作用点称为模膛中心。
3)预锻模膛的中心线必须在燕尾的宽度之内;在保证模壁有足够的强度下,应尽量缩小终锻模膛与预锻模膛之间的距离。
4)带有落差的锻件,为了减小错移和平衡锁扣的磨损,允许将模膛中心向平衡锁扣相反方向移动。
5)模膛前后方向的排列,应使锻件大头靠近钳口,对操作有利。锻件难充满处应远离钳口,当减少或取消钳夹头时,杆部应靠近钳口。
6)在终锻模膛与预锻模膛排好后,制坯模膛与切断模膛应按工艺顺序排列,并与加热炉、切边压力机位置相适应,尽量要考虑操作的适应性。
3.锁扣的设置
为了防止上、下模的错移,在设计锻模时一般采用锁扣进行定位。锁扣由上、下模中的凹部和凸部两部分组成,其作用是在上、下模合在一起时,能互相锁住,使彼此不能发生水平方向的错移。
(1)锁扣设置原则
在锻模设计时,若有下述情况之一者,均须在锻模中设计有锁扣:
1)锻模的分模面为曲面。
2)锻模中心与模膛中心不相重合。
3)锻件的错移量要求较严(小于0.5mm时)。
4)锻件外形易产生错移的细长轴类锻件或一模多件的小锻件模锻。
5)锻件形状不容易检查其错移量的短轴类锻件。
6)锻锤锤头导轨间隙过大时。
(2)锁扣的结构及设计方法
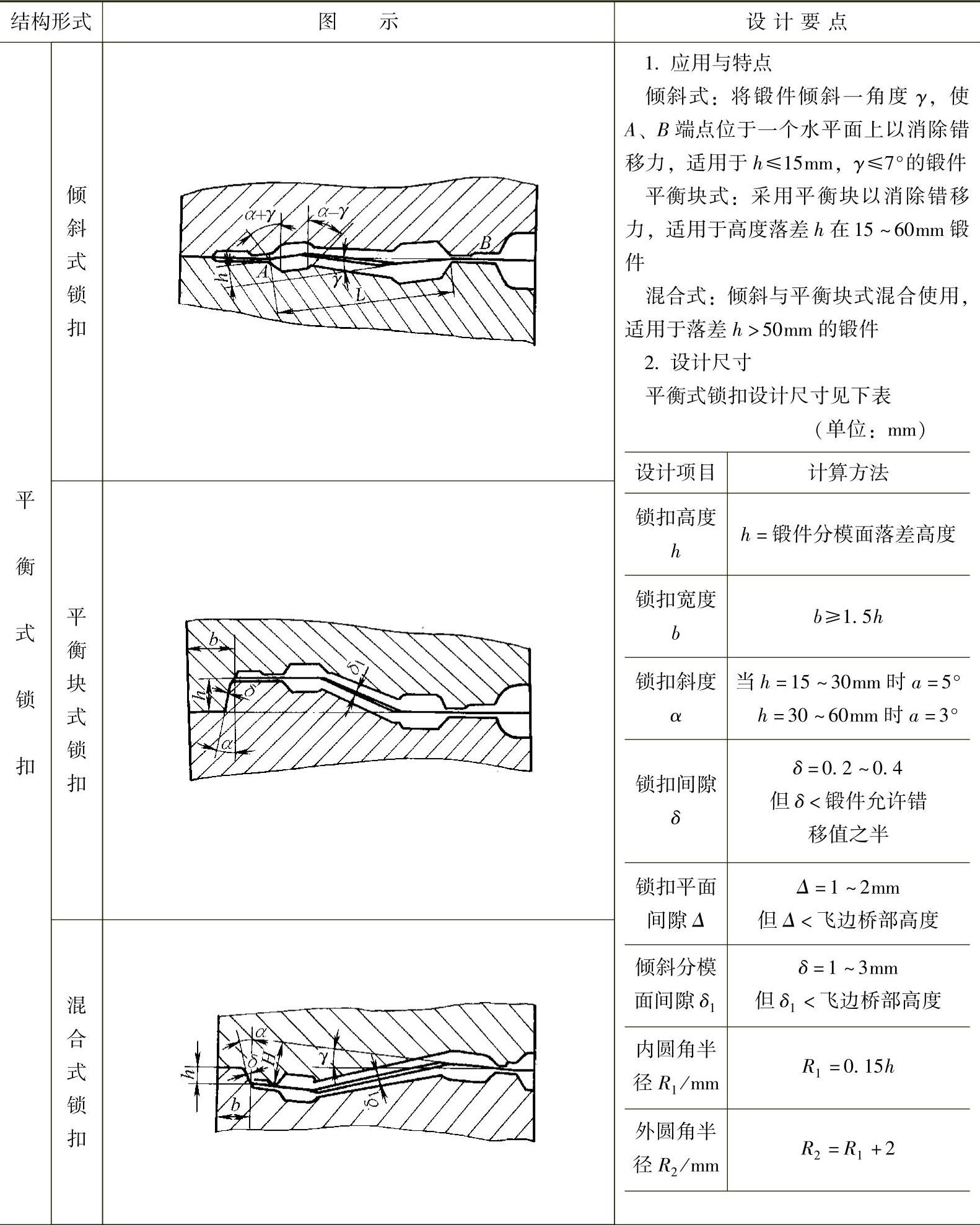
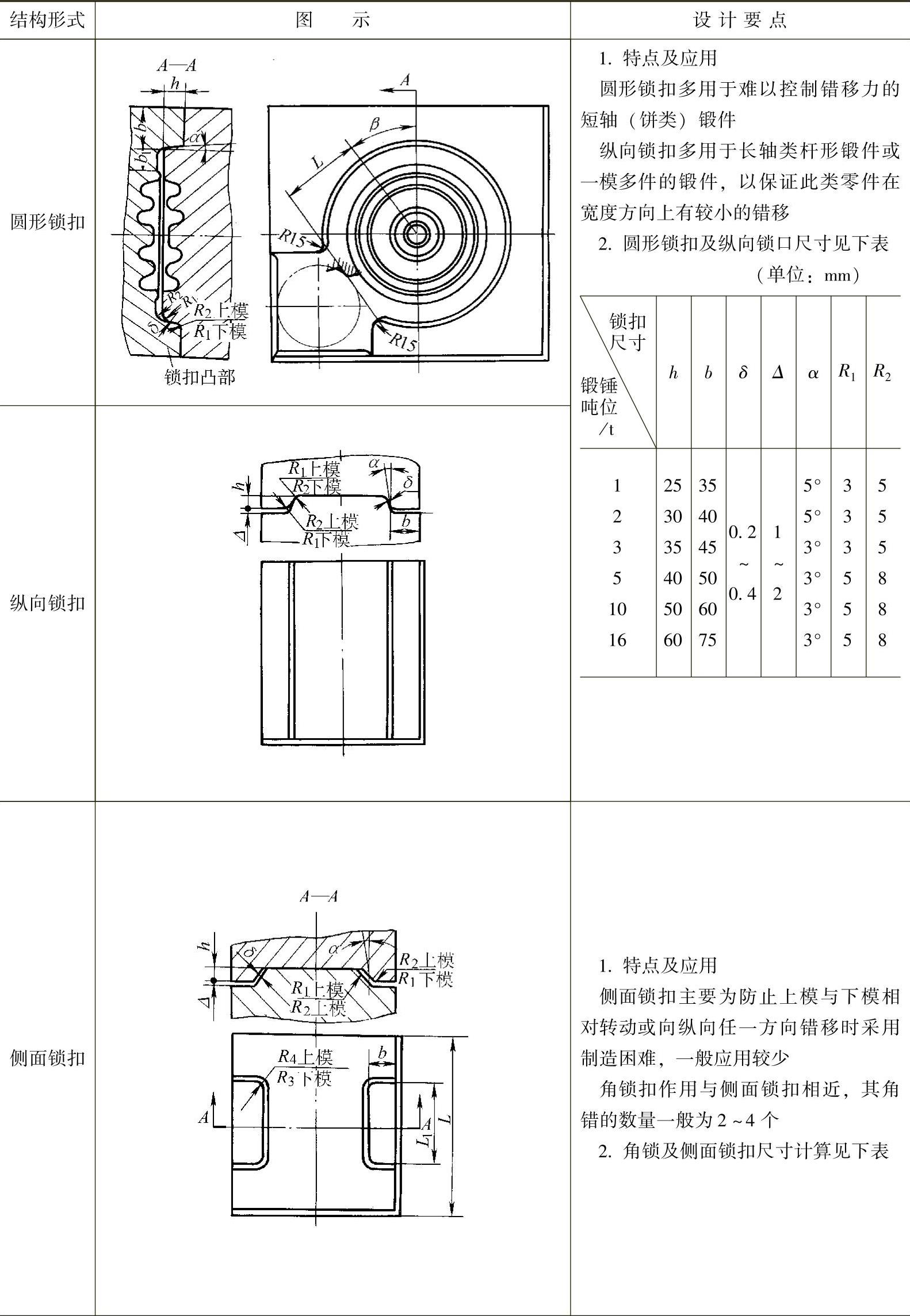
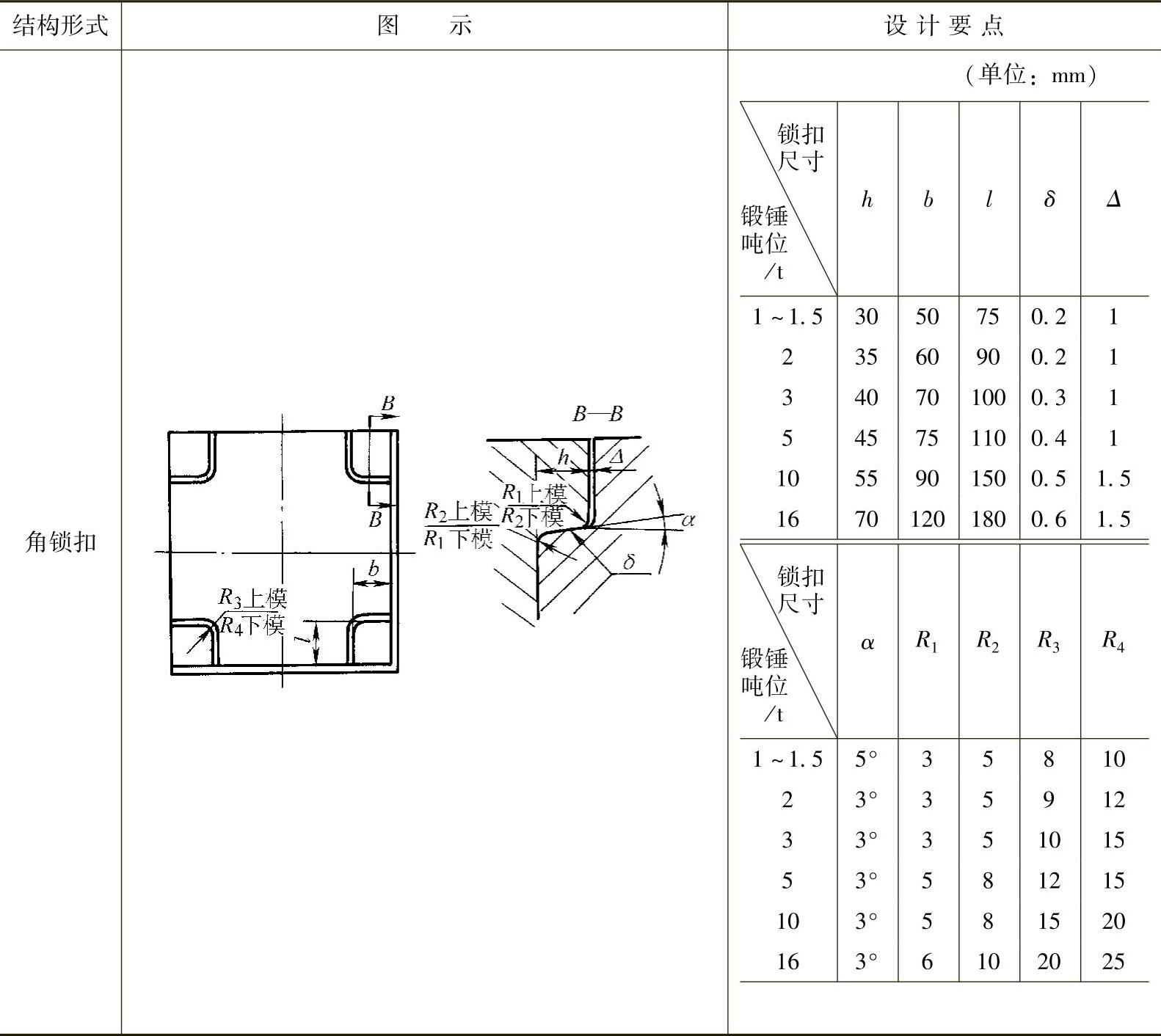
锁扣的结构形式及设计方法见表3-43。
表3-43 锁扣的结构形式及设计要点
(续)
(续)
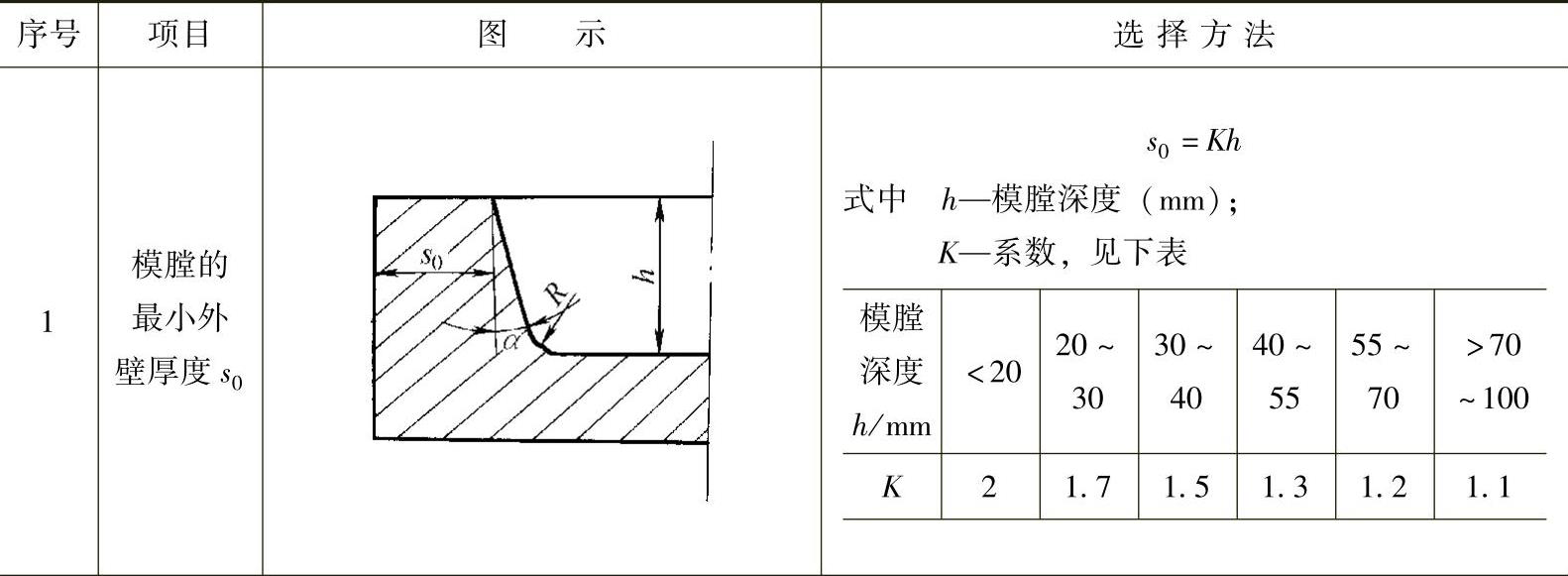
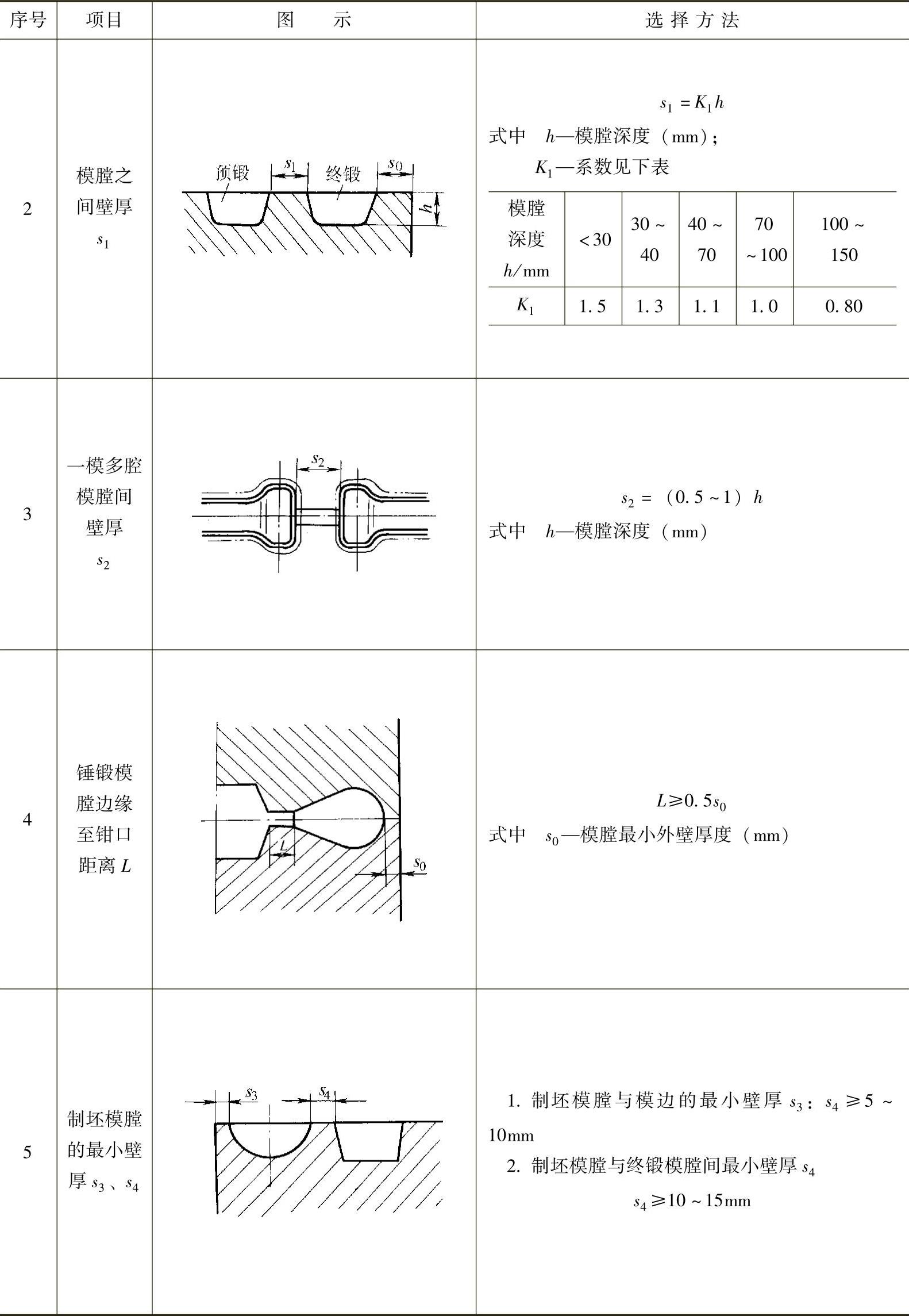
4.模膛壁厚的选择
模膛的壁厚直接影响到锻模的强度及使用寿命。在设计锻模结构时,壁厚的选择方法见表3-44。
表3-44 锤锻模膛壁厚的选择
(续)
5.模块尺寸的确定
锤锻模上、下模块及镶块尺寸应根据模膛的数量、尺寸、排列方式及最小壁厚等因素计算确定,切勿过大或过小。
(1)整体式锻模模块
1)锻模承击面A要合适。承击面A是指除模膛及飞边以外的表面,如图3-17所示。在确定时,其应有足够的面积,以避免由于承击面过小在锤击过程中过早发生塌陷,而影响锻件的高度。
锻模上、下模接触的承击面,一般每吨锻锤需配以300mm2的承击面。其最小承击面允许值见表3-45。(https://www.xing528.com)
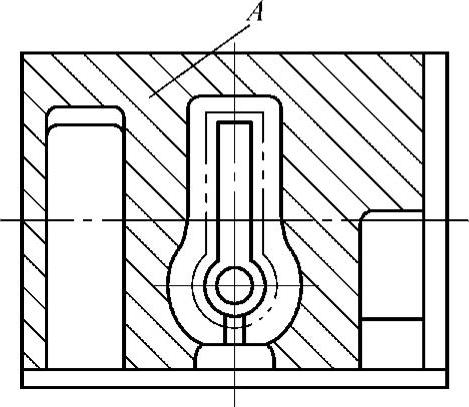
图3-17 锻模承击面A
表3-45 锻模允许最小承击面积 (单位:mm2)

2)模块中心与锻模中心应尽量重合。模块中心是指在锻模分模面上其对角线的交点,而锻模中心是指燕尾中心线与键槽中心线的交点。在确定上、下模块尺寸时,必须使两中心相互重合。如不可能,则其偏移的距离应满足下式要求(图3-18):
C1≤0.1B
C2≤0.1L
式中 B——模块的宽度(mm);
L——模块的长度(mm);
C2——锻模中心与模块中心宽度方向上偏移量
(mm);
C1——锻模中心与模块中心长度方向上偏移量(mm)。
若偏移量太大,则对锻模及锻锤在使用时都会产生不利影响。这时,在设计时应重新排列模膛的位置。
3)模块的宽度确定。模块允许的最大宽度要使上模边缘与锻锤导轨的最小间距不小于20mm,如图3-19所示。所允许的最小宽度要保证模块左右两侧超出燕尾相应的两侧各10mm以上。
4)模块长度确定。模块长度一般与模座及锤头长度相同。当锻件较长必须使模块伸出模座与锤头以外时(图3-20),则模块允许伸出锻锤模座的长度应满足f≤h1/3(mm),其中h1为上模块或下模块高度。
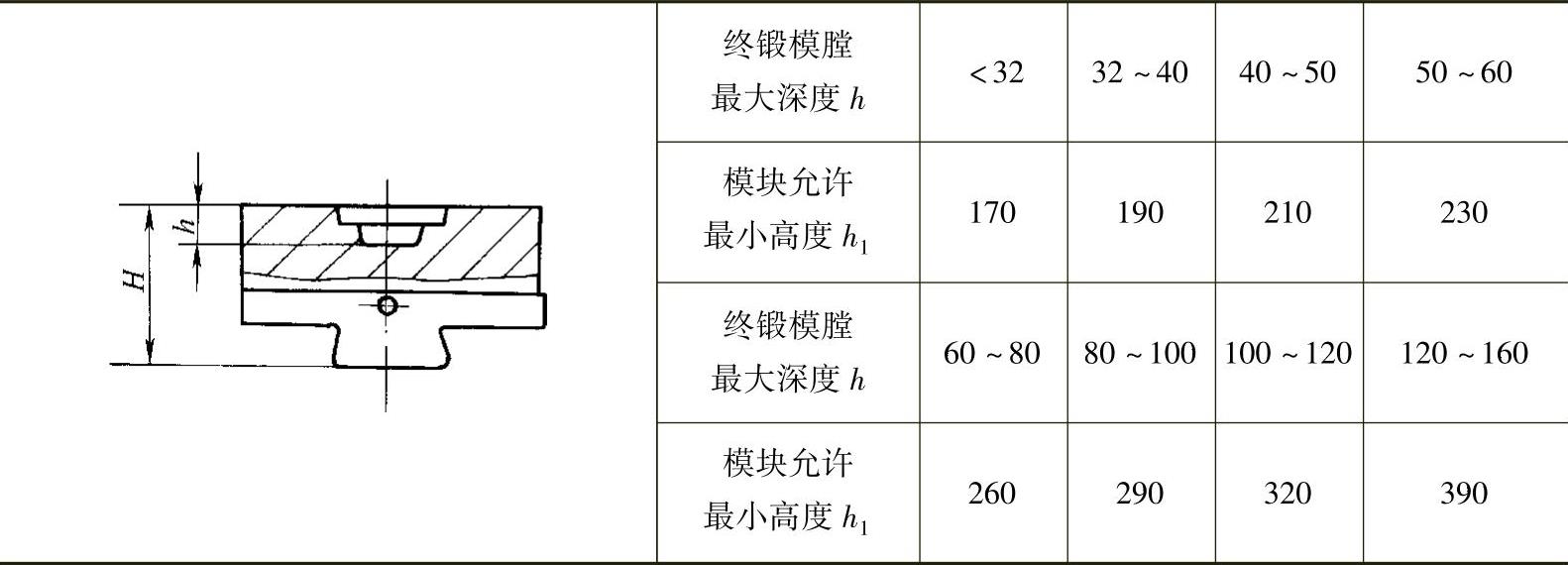
5)模块高度确定。上、下模的最小闭合高度应大于锻锤允许安模空间的最小高度的1.35~1.55倍,;但每个模块的最小高度h1(图3-20),应根据终锻模膛的最大深度h来确定。其确定数值大小,可参照表3-46。
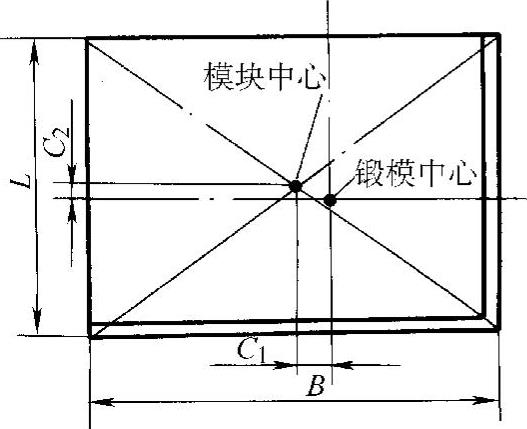
图3-18 模块中心与锻模中心偏移程度
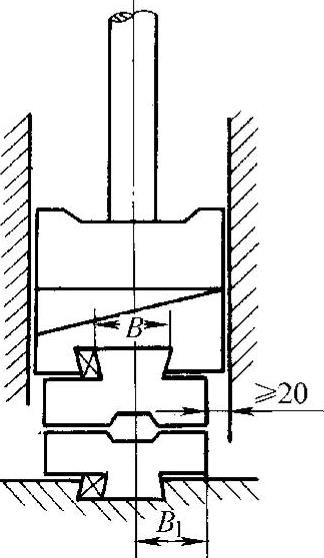
图3-19 模块宽度确定
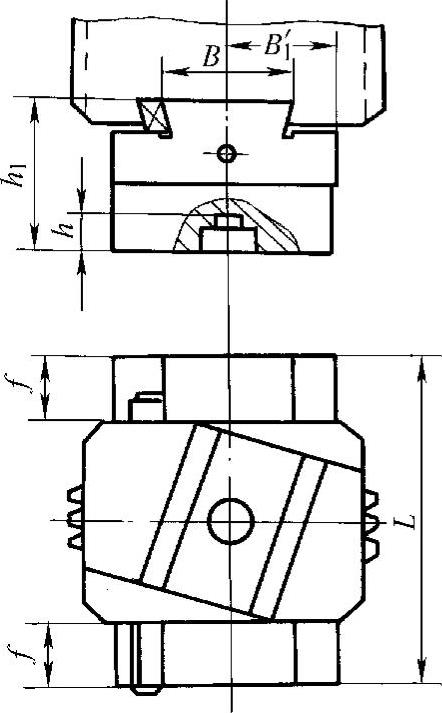
图3-20 模块长度确定
表3-46 模块的最小高度 (单位:mm)
6)模块的重量确定。在选用模块时,上模块的重量不宜太大,一般不应超过锻锤吨位的35%(夹板锤不超过25%),下模重量不限。
7)模块流线方向选择。在选用模块时,为提高锻模的使用寿命,模块材料的流线(纤维)方向应于打击方向垂直,绝对不允许平行。对于短轴类零件应使锻模流线方向与锻模中心线方向一致,对于长轴类零件,若锻模的损坏方式以磨损为主,其模块流线方向应与锻模轴线方向一致。若以开裂方式为主,则应与键槽中心线方向一致,如图3-21所示。
8)检验角的设置。检验角是指锻模模块上两加工侧面所构成的90°的角。其位置一般在模块的前面和左面,(或右面),主要是制模时划线作为基准或调整模块位置,故在设计时,必须要设置检验角。
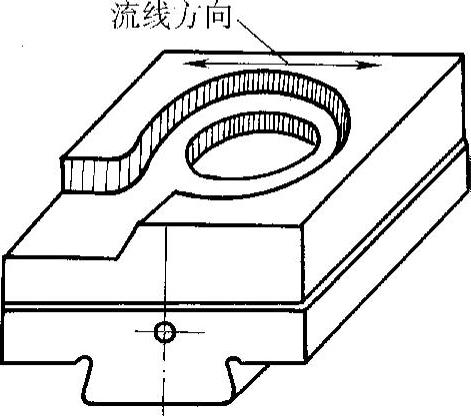
图3-21 模块流线(纤维)方向选取
在设计时,两个面的加工深度b一般为5mm(图3-22),而加工高度h1与使用设备吨位有关。吨位﹤2t时,h1为50mm;吨位为2~5t时,h1为75mm;吨位﹥5t时,h1为100mm。
(2)镶块锻模模块
镶块锻模主要由镶块、模座1、楔铁三部分组成,其设计方法及原则是:
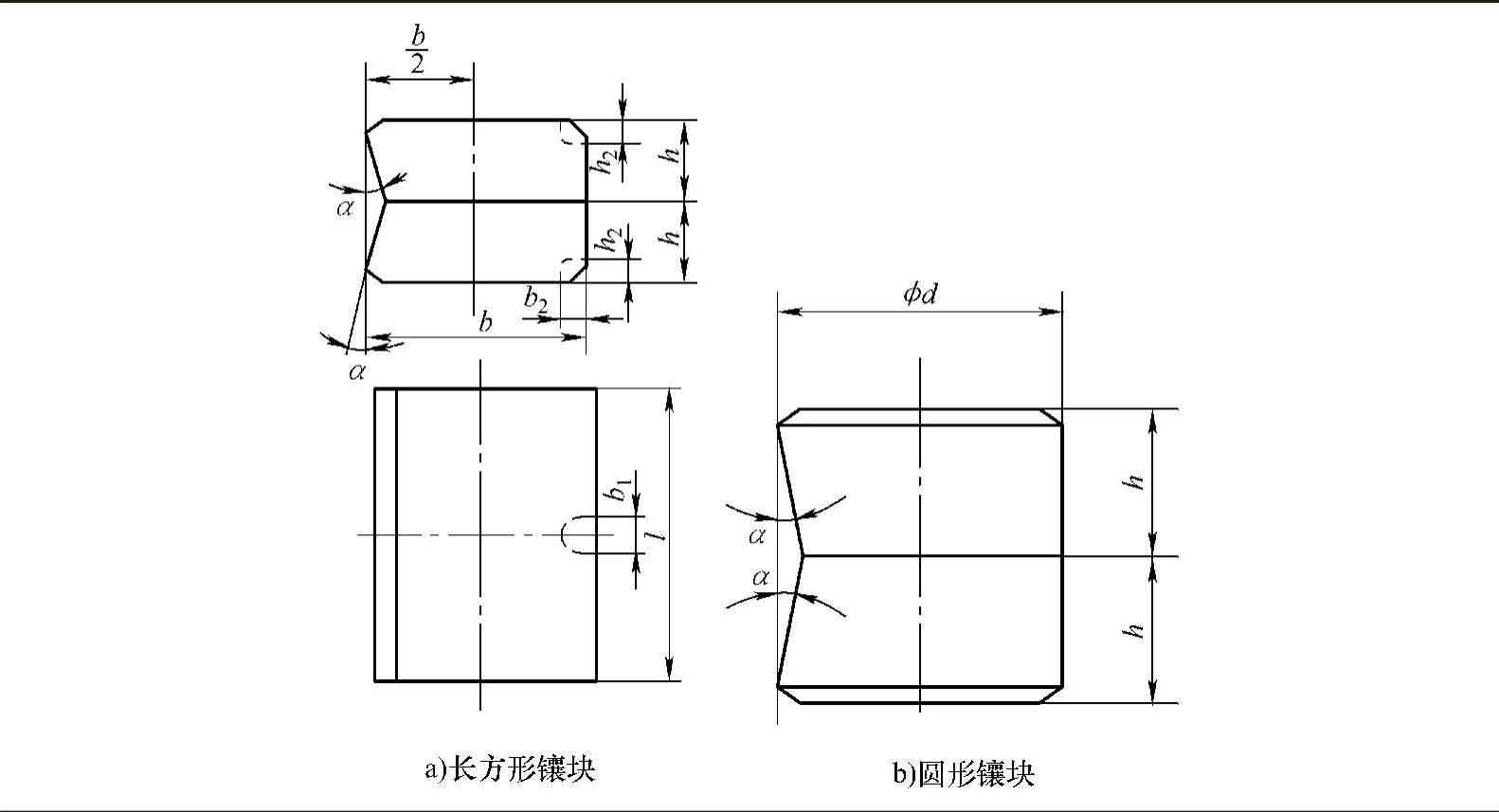
1)镶块尺寸确定。镶块分用于长轴类锻件长方形镶块(表3-47a)及短轴类锻件圆形镶块(表3-47b)两类,其选用计算方法为:
镶块长度l:
l≥L+(1.5~2)s0
镶块宽度b:
b≥B+(1.5~2)s0
镶块外径d:
d≥D+(1.5~2)s0
镶块高度h:
h≥H+(1.5~2)s0
式中 s0——模膛最小外壁厚度(mm),见表3-44;
B——锻件最大宽度(mm);
L——锻件最大长度(mm);
D——锻件直径(mm);
H——锻件模膛最大深度(mm)。
常用的镶块尺寸见表3-47。
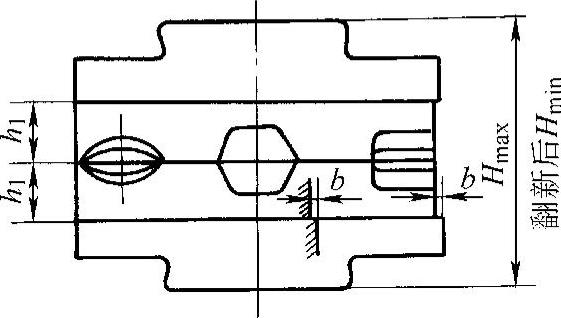
图3-22 检验角的设置
表3-47 常用镶块尺寸 (单位:mm)
(续)

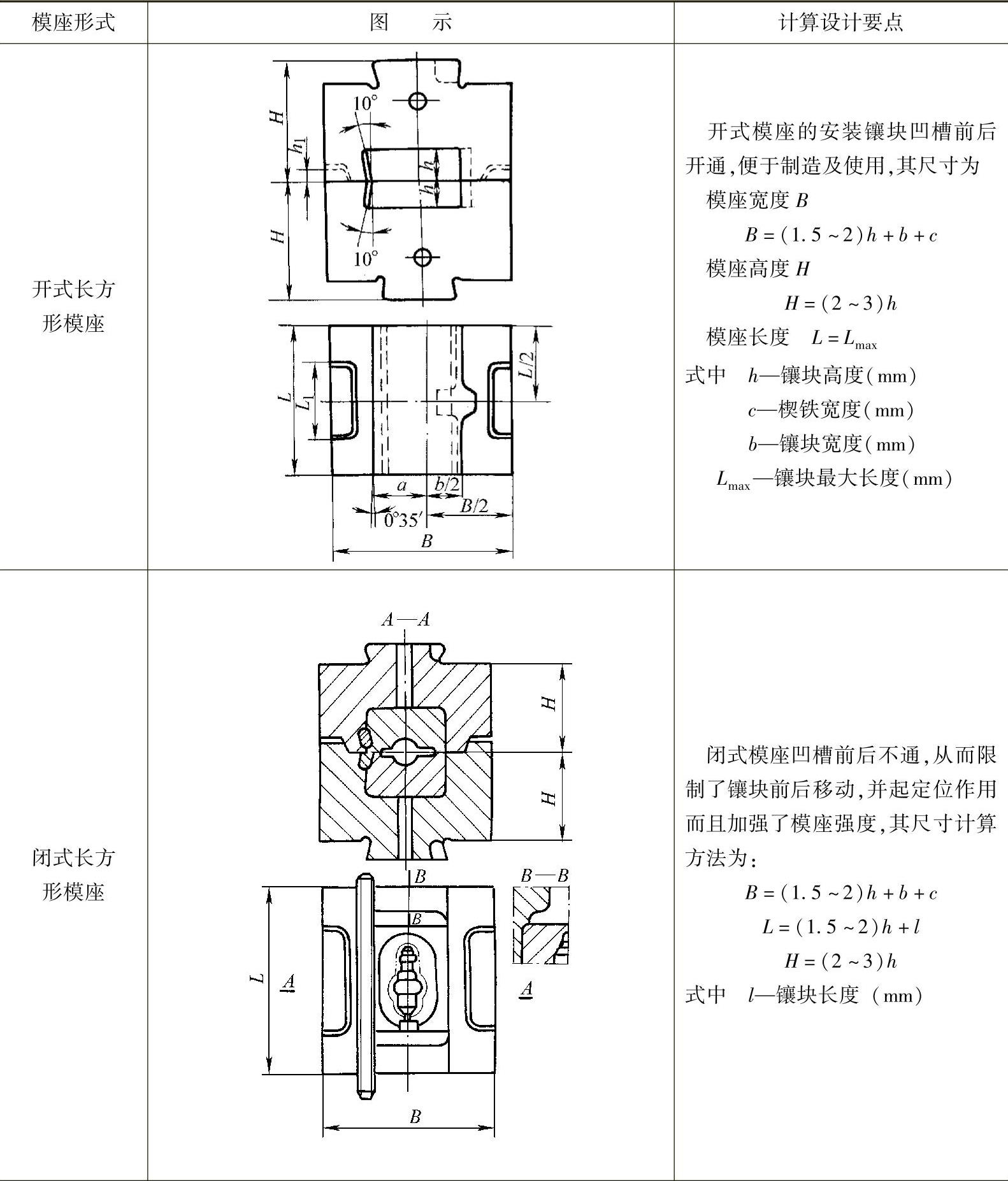
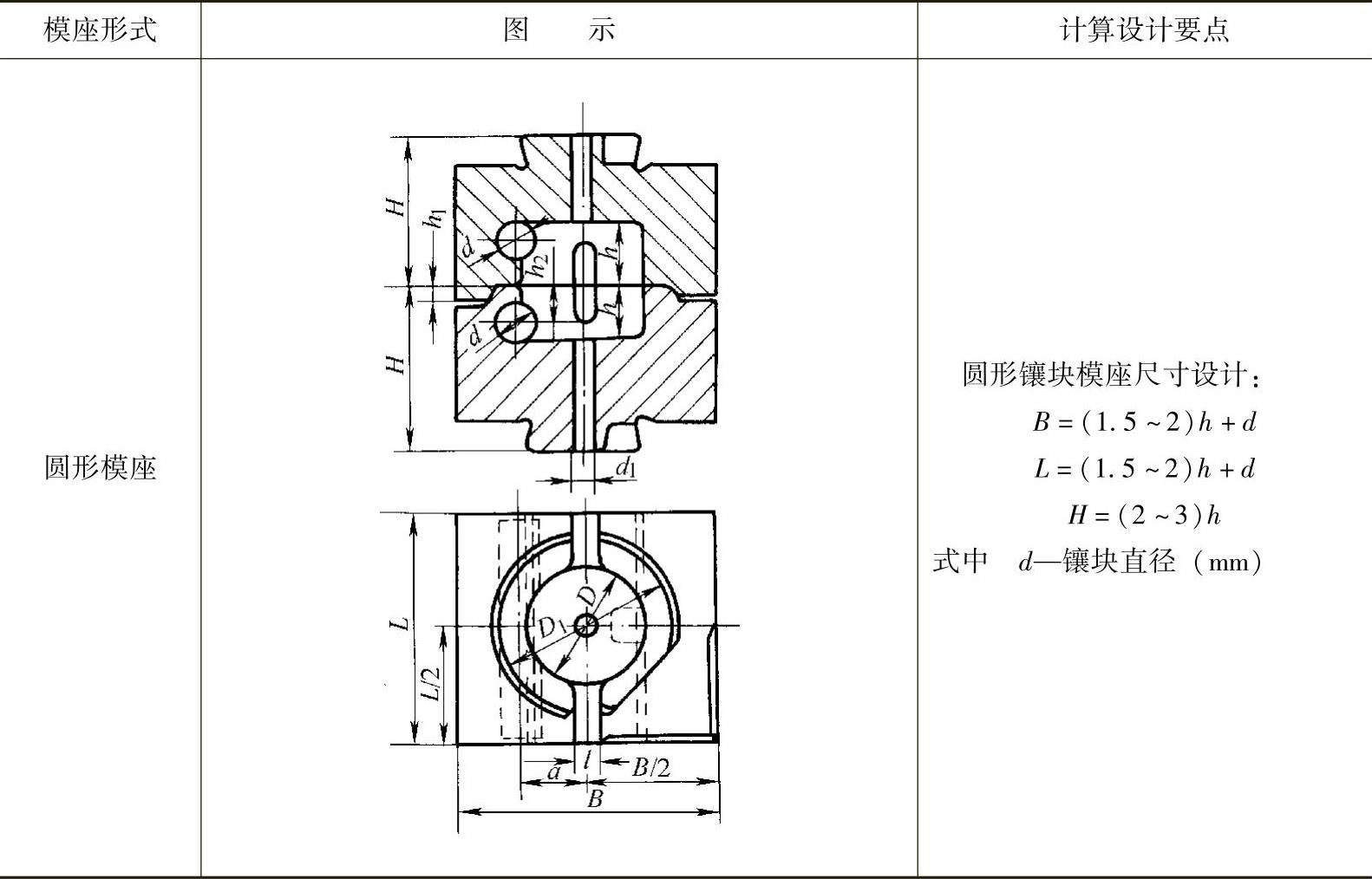
2)模座尺寸计算。镶块式锻模模座尺寸计算及设计要点见表3-48。
表3-48 镶块式锻模模模座设计要点
(续)
3)楔铁的选用。紧固镶块用的楔铁可采用方形楔铁或圆形楔铁两种形式。其圆形楔铁可提高模座的强度,防止模座破损。楔铁可按标准选取。
方形楔铁的宽度可稍减小些,长度L1按镶块模座长度选用,即
L1=L+(120~180)
式中 L——镶块模座长度(mm)。
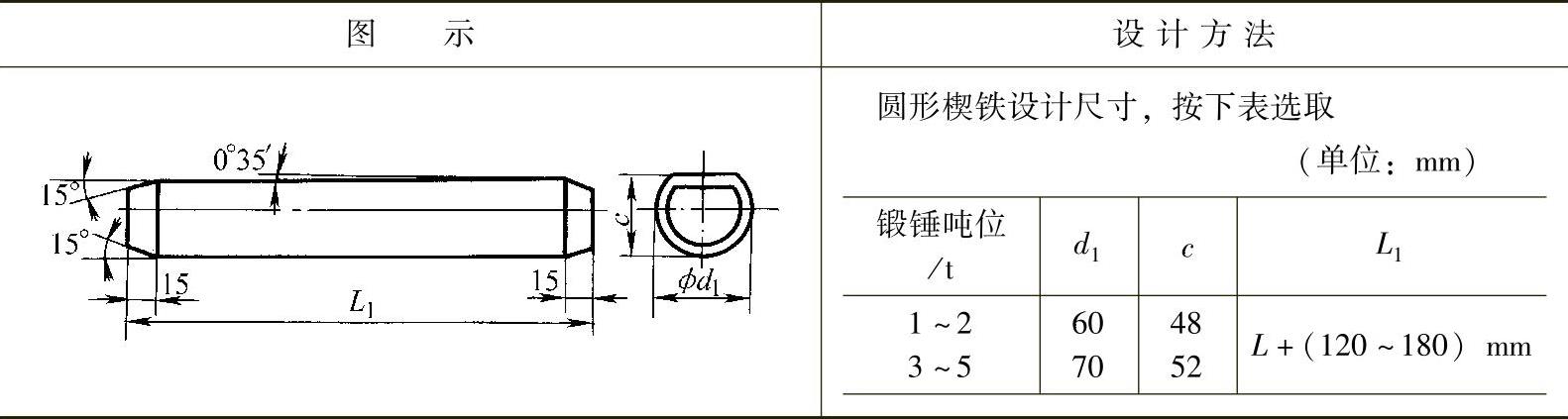
圆形楔铁的设计可参见表3-49设计。
表3-49 圆形楔铁设计方法
4)锁扣的设置。在设计镶块锻模结构时,为了防止上、下模的错移,可在镶块模模座上设置锁扣。圆镶块用圆形锁扣,长方形镶块采用侧面锁扣或角锁扣,其结构方式参见表3-43。
6.模具设计图样的绘制
模具设计者在接受模具设计任务后,首先要根据所拿到的锻件零件图所规定的材质、尺寸形状、技术要求、生产批量的大小,和模具使用单位现有锻压设备能力,确定变形工步,并选择模锻设备,再绘制出零件锻件图,热锻件图确定使用模膛类型,并且对其进行型腔初步设计。然后,即可对模膛进行位置排列,确定壁厚大小以及根据前述的模块选择原则,对其外形尺寸进行计算,来确定模块的大小。模块尺寸目前已实现了标准化,最好应选择较大相近数值的标准模块。
在模块选取之后,设计者即可按绘图标准开始对其结构进行设计,先按所选用的锻压设备装模空间,绘制出模具的总装配图,然后再根据热锻件图绘制出上、下模块的模膛型腔,以及其他配套的零件图,标出必要的尺寸公差,写出技术要求,最终完成模具的总体设计,经审核、会签后交付生产部门加工制作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。