



1.镦粗台的设计
(1)镦粗台的位置安排
镦粗台的位置安排与模锻的类型有关,其安排的方法是:
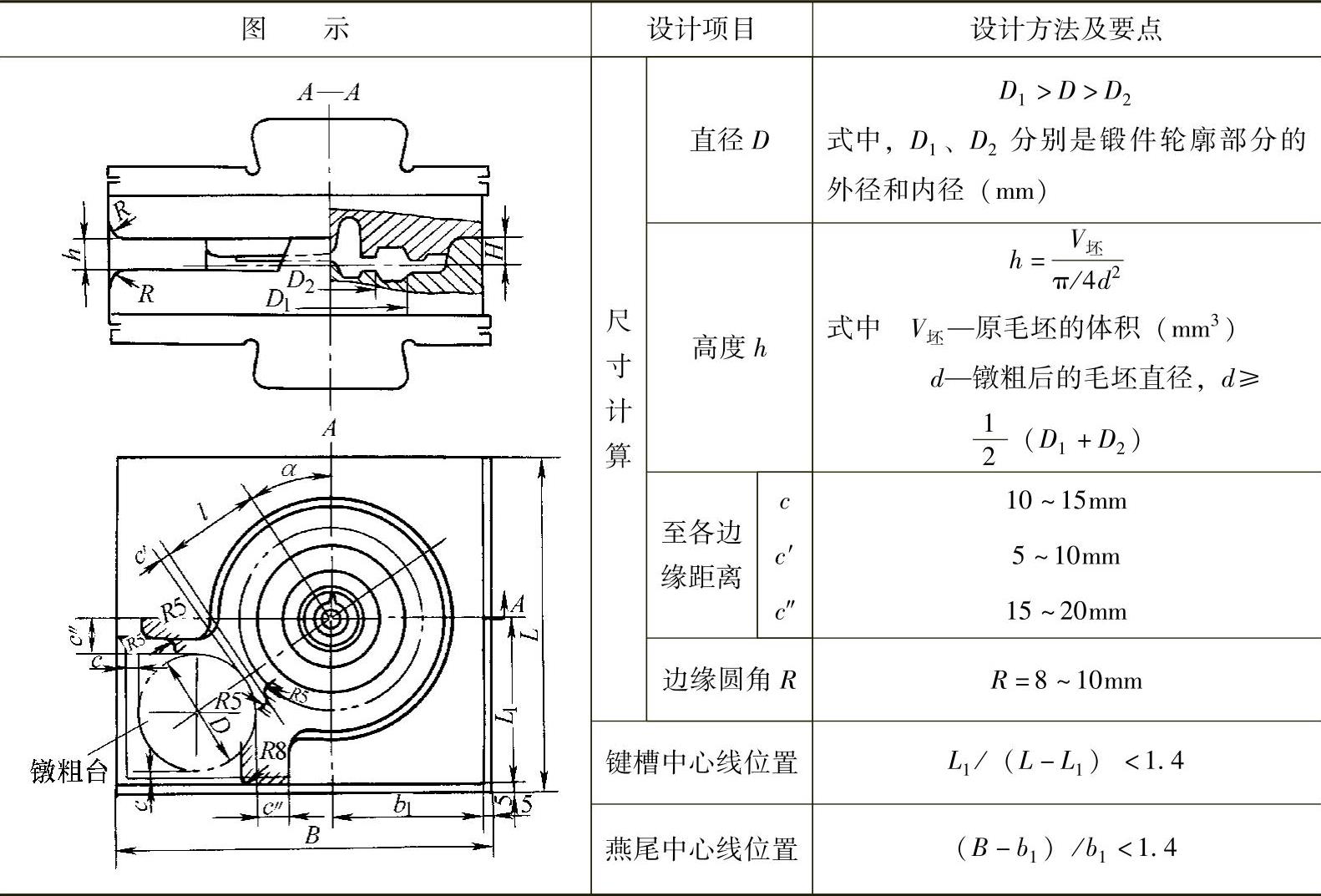
锤上模锻:设在锻模前面的两个角上,如表3-34图所示。为了把锻模尺寸减小,也可以利用飞边槽仓部区域内一部分作为镦粗台。
胎模锻:镦粗台可设在自由锻锤上的平砧上。
螺旋压力机模锻:视锻件大小可在锻模上设镦粗台,也可以预先在自由镦锤平砧上进行。
(2)镦粗台的尺寸确定
镦粗台的尺寸计算方法见表3-34。
表3-34 镦粗台设计要点
2.压扁台的设计
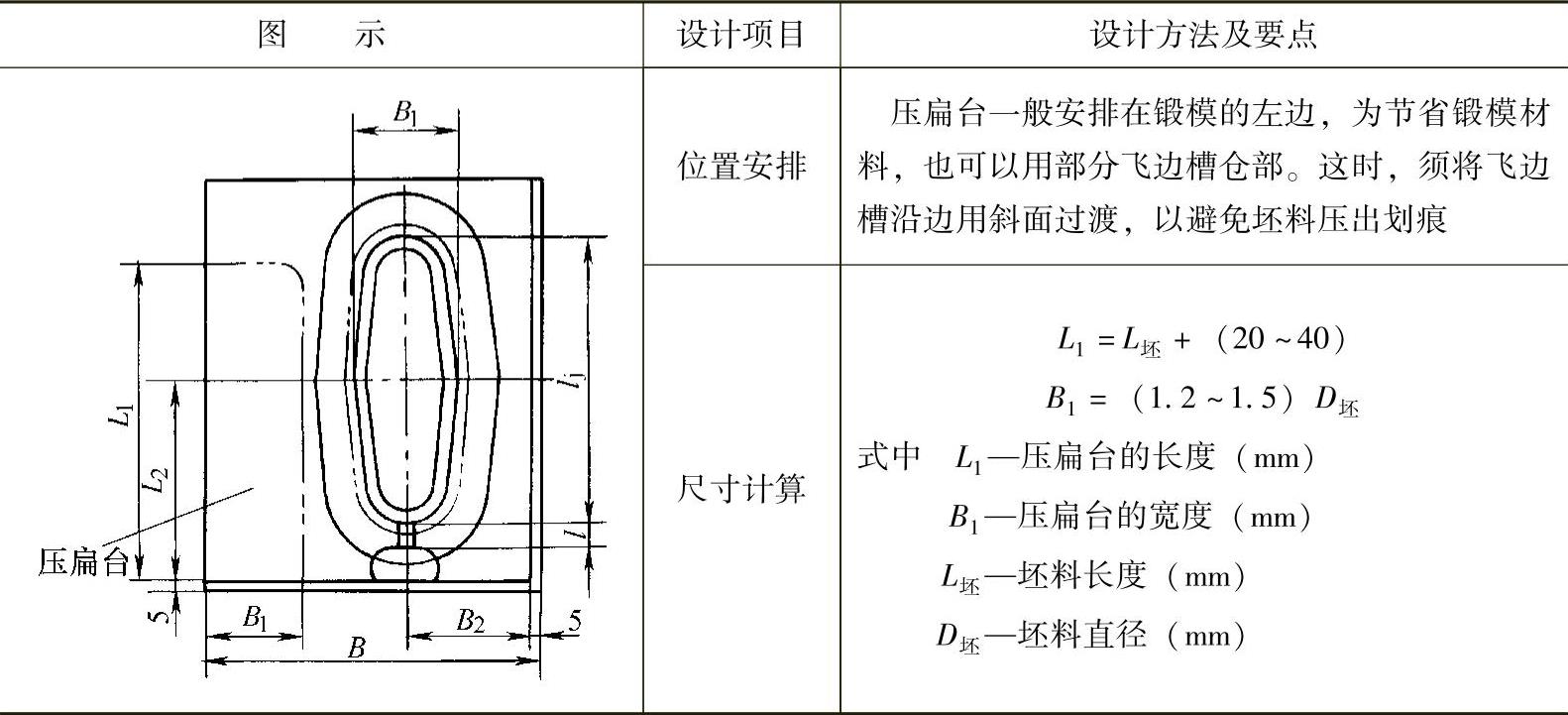
压扁台主要用于平面图近似长方形的锻件。在终锻前压扁毛坯,以增大宽度,使坯料能覆盖住终锻模膛。其设计要点见表3-35。
表3-35 压扁台设计要点
3.拔长模膛的设计
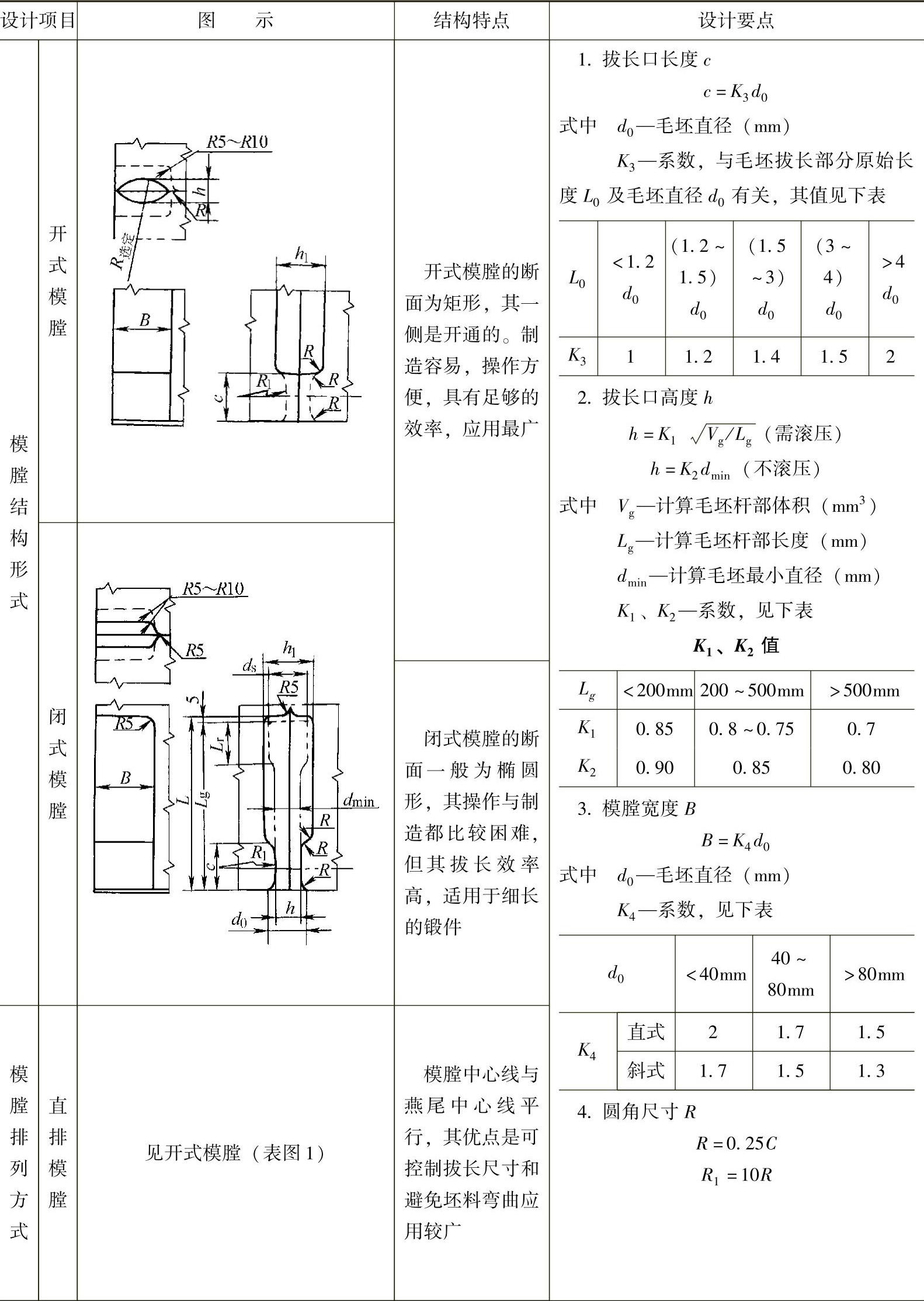
拔长模膛用于减少毛坯的横断面积,增加其长度。这种模膛多用于锤上模锻。模膛的设置一般在锻模的边缘,整个模膛分拔长部分及容纳部分。
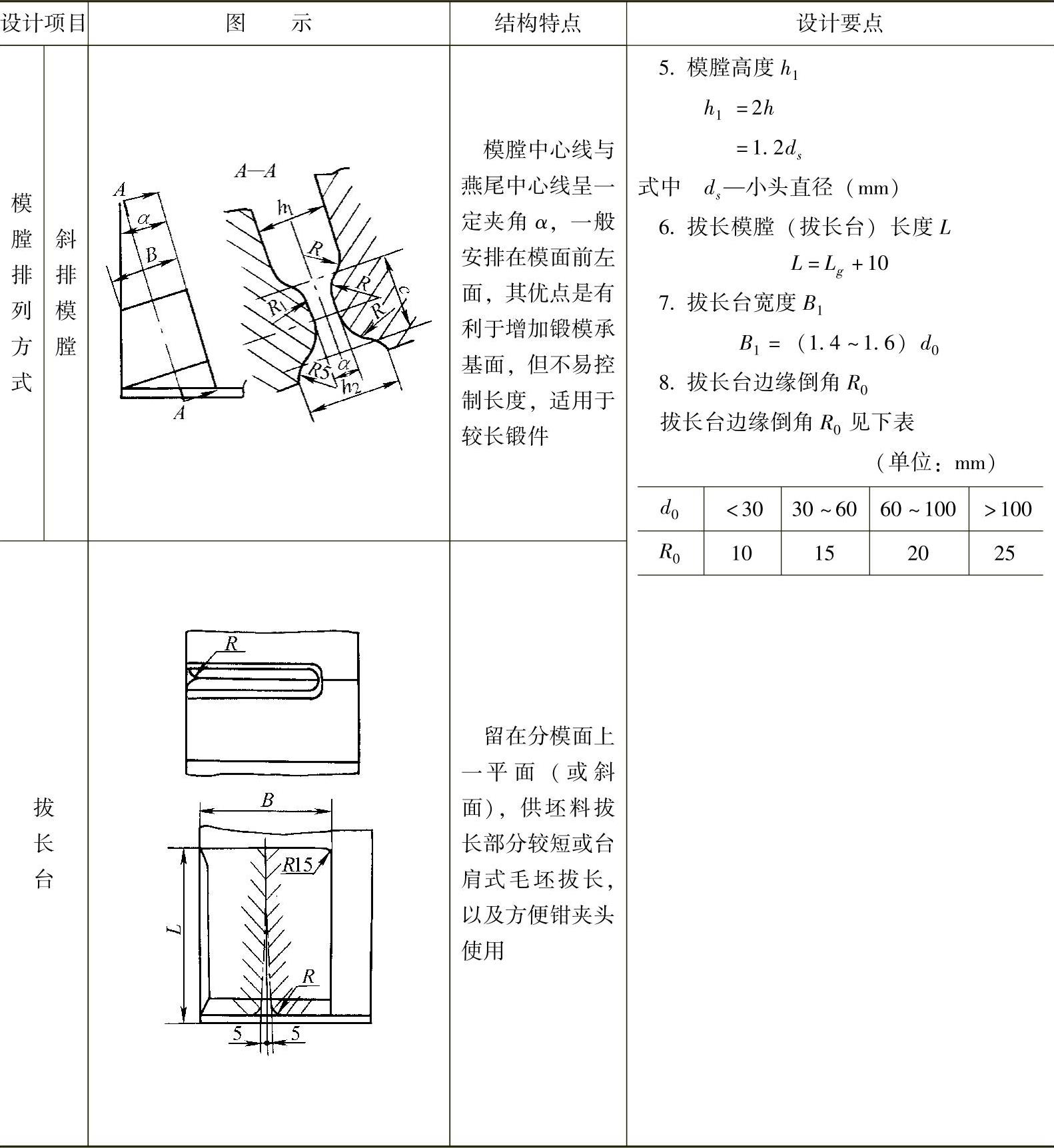
拔长模膛的设计要点见表3-36。
表3-36 拔长模膛设计要点
(续)
4.滚压模膛设计
滚压模膛主要使金属作轴向移动,以使毛坯部分断面减少而把另一部分断面加大,从而得到与锻件相接近的中间毛坯,以便下一步成形。
滚压模膛分整体及局部滚压模膛两种。其中整体滚压模膛主要用于锤上模锻、自由锻锤上固定模模锻和摩擦压力机模锻。而局部滚压模膛主要用于胎模锻。(https://www.xing528.com)
(1)整体滚压模膛
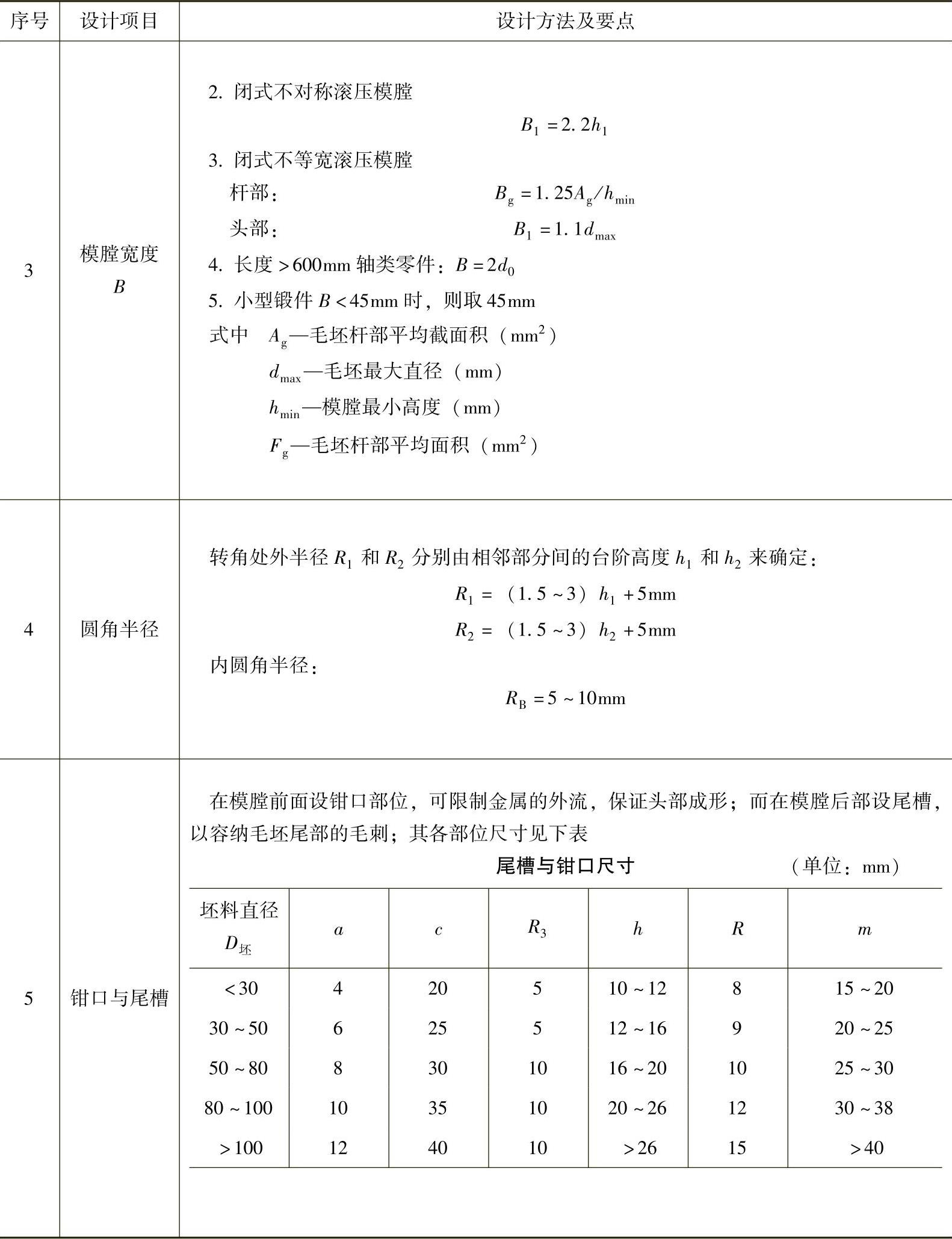
整体滚压模膛主要有开式、闭式、混合式、不等宽闭式、不对称闭式等五种形式。表3-37列出了整体锤用锻模制坯模膛设计方法,供参考。
表3-37 滚压模膛设计方法及要点

(续)
(2)局部滚压模膛
局部滚压模膛主要用于胎模锻型摔上,其设计要点见表3-38。
表3-38 局部滚压模膛设计方法
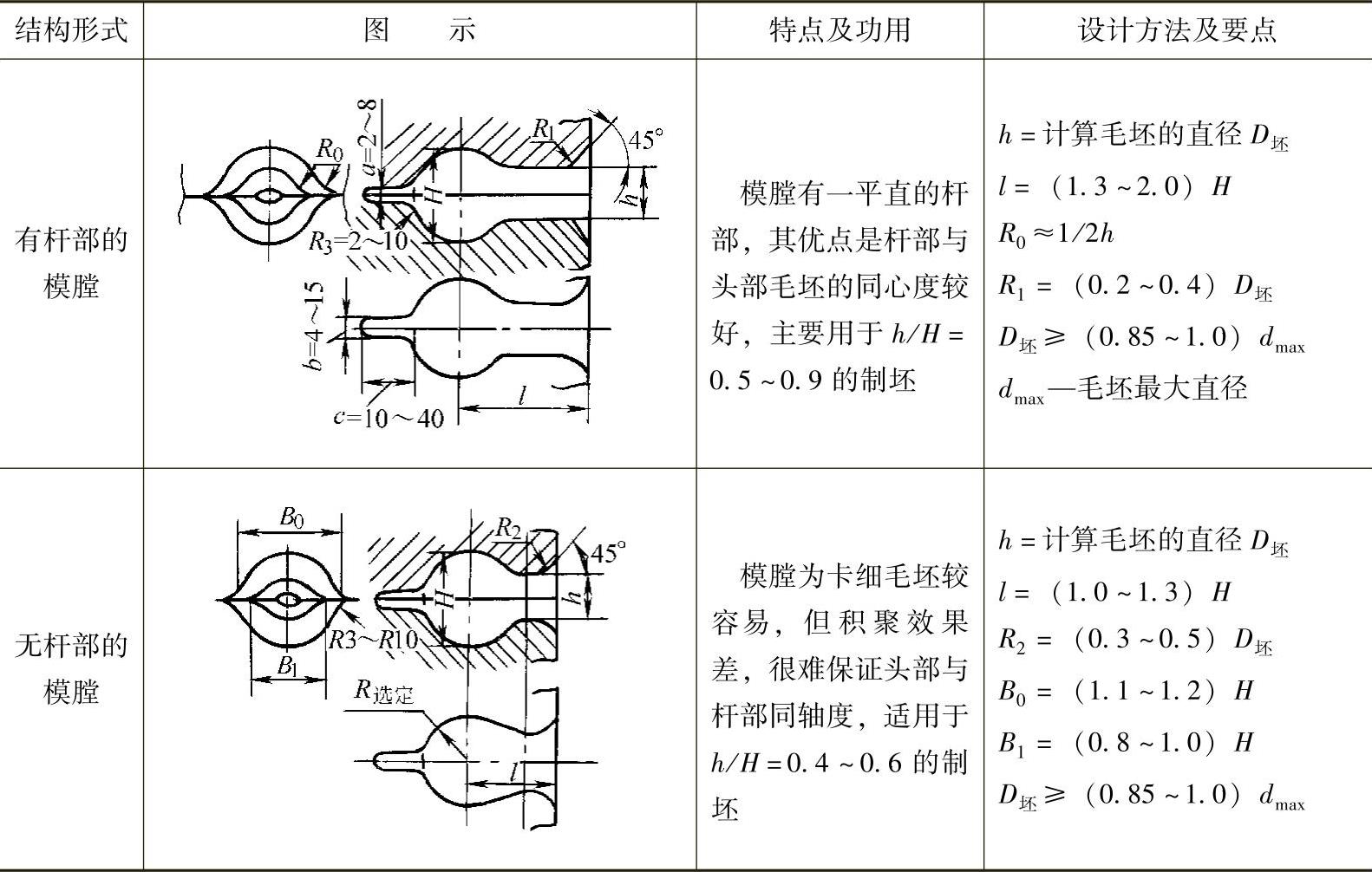
当h/H=0.4~0.9时,可用一次滚压得到所需的尺寸;h/H﹤0.4时,要适当放大h值,在头部成形后再拔长卡细部分或先卡细细颈部分再滚压。
5.弯曲模膛设计
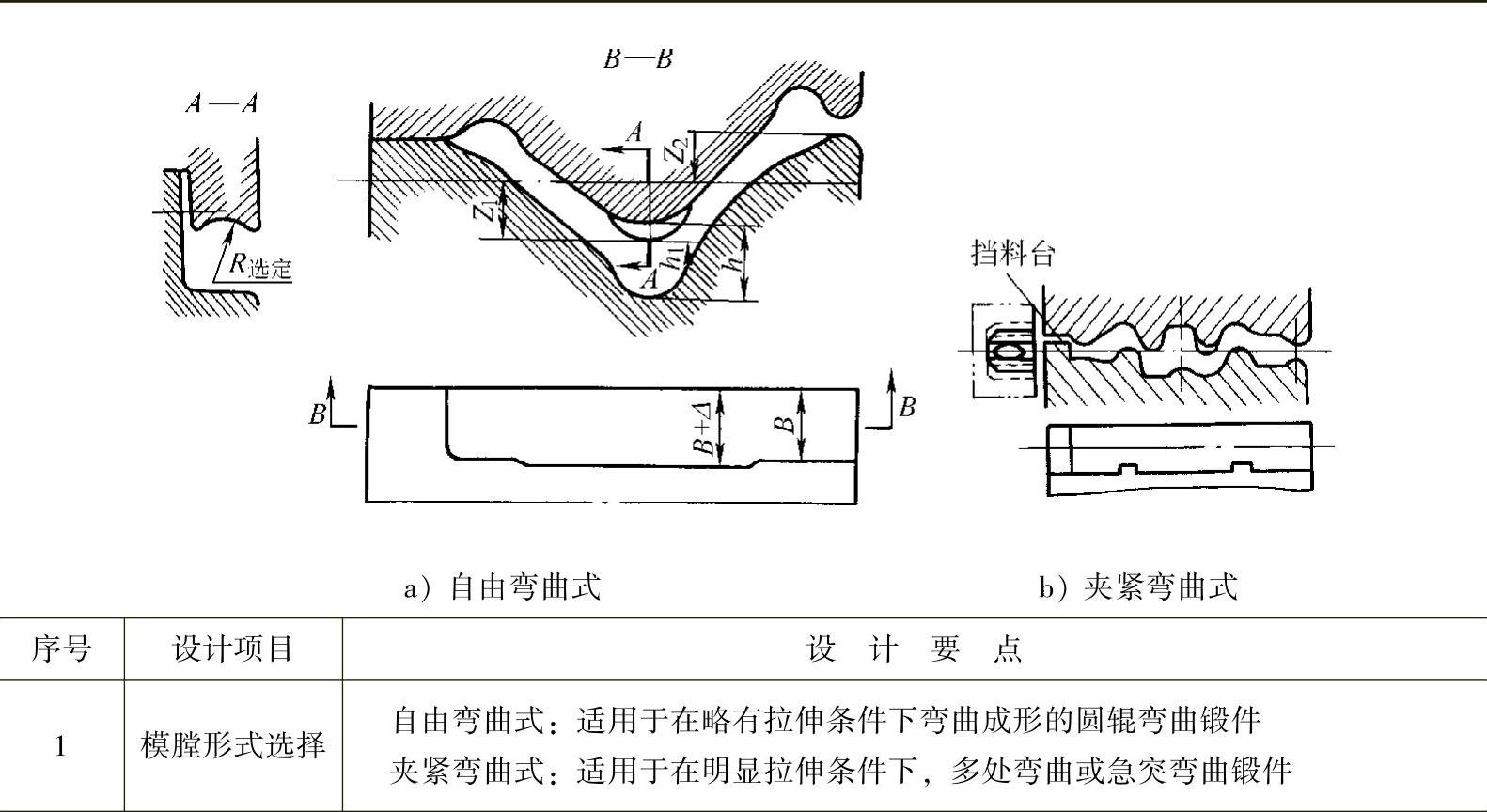
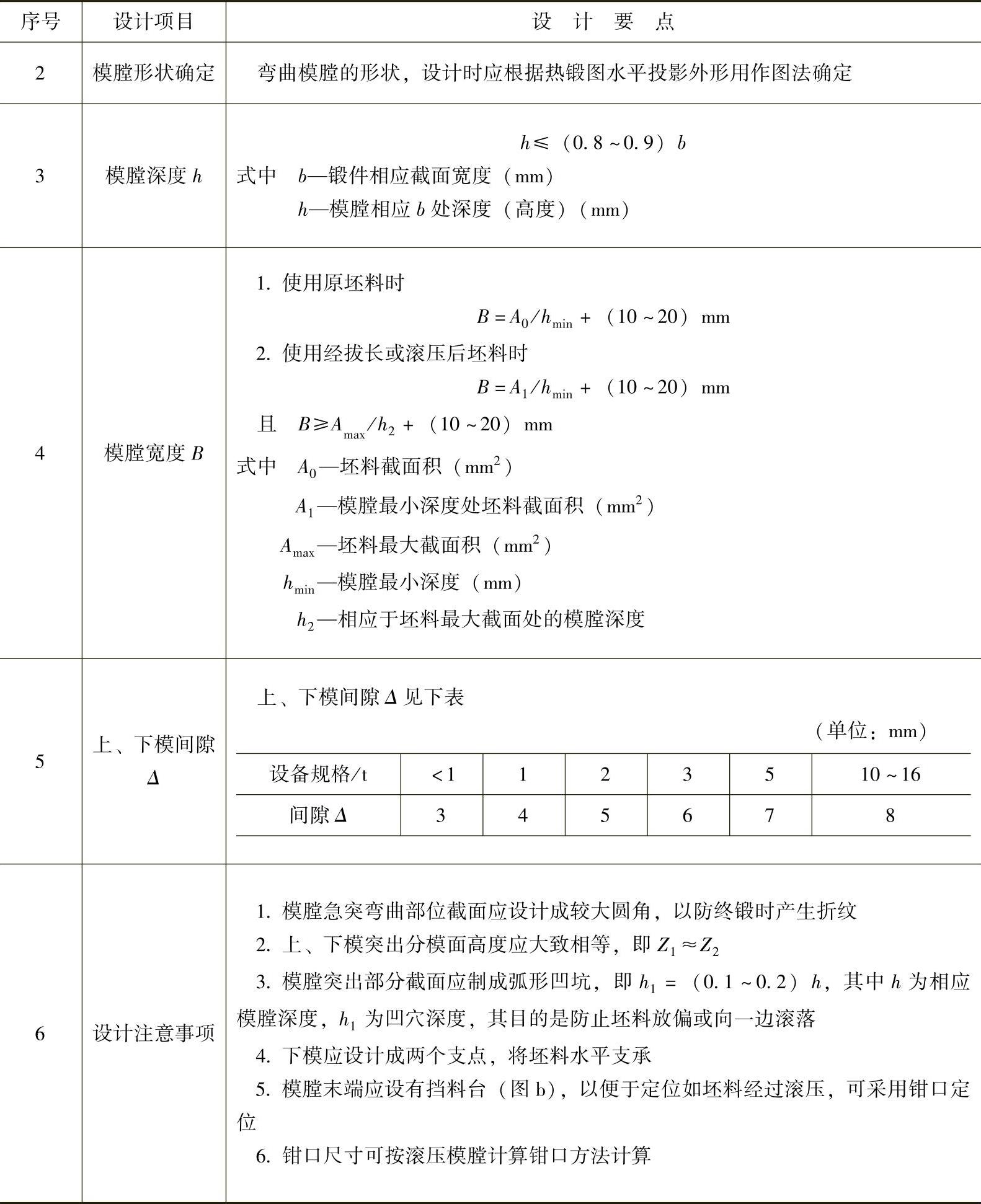
弯曲模膛用于将原毛坯弯曲,使其符合模锻模膛分模面的外形,便于终锻成形。其设计方法见表3-39。
表3-39 弯曲制坯模膛设计要点
(续)
6.成形模膛设计
成形模膛是将坯料局部转移金属接近成形,符合终锻模膛分模面的外形。在成形模膛中,通常在坯料上施加一次打击,然后翻转90°放入终锻模膛中去,一般为开式模膛。
成形模膛设计要点见表3-40。
表3-40 成形模膛设计要点

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。