



冲模是一种高精密成形工具,高精密性是模具制造企业的立业之本。因此,模具设计与制造者,必须要具有强烈的质量和精密性意识及精度的概念,依据制件的形状、尺寸及位置配合的精度要求,进行设计与制造。
1.冲模零件精度确定原则
在进行模具设计,确定零件精度时,应按下述基本原则:
1)模具零件的基准应优先选用基孔制。这是因为冲模零件的孔,通常都是由定值的刀具(钻头、铰刀、插刀)加工,用极限量规进行检验。故采用基孔制可以减少孔公差带的数值,减少定位刀、量具的数量,方便加工、经济合理。
2)要合理地选用公差等级。公差等级的高低,直接影响到模具的使用性能和经济性。若公差等级选用过低、尽管加工容易,但达不到所冲制件的精度要求;选用过高,则又增加了模具加工难度,加大了成本。所以在进行模具设计时,必须要根据制品的精度等级,来确定模具的精度等级,其确定方法见表2-143。
在使用表2-143时,如果冲压件厚度为1.0mm,而所要求公差标注是±IT9级,则所要求的模具精度应是IT6~IT7级,方可满足制品要求。
表2-144列出了标准公差数值,供设计参考。
表2-143 制品与冲模公差等级对照
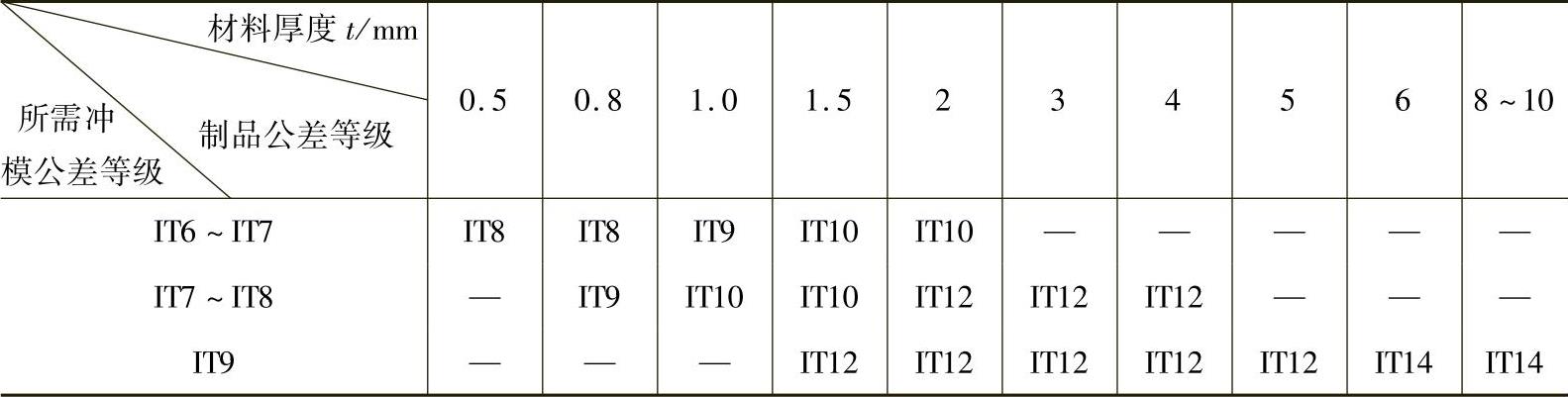
表2-144 标准公差数值
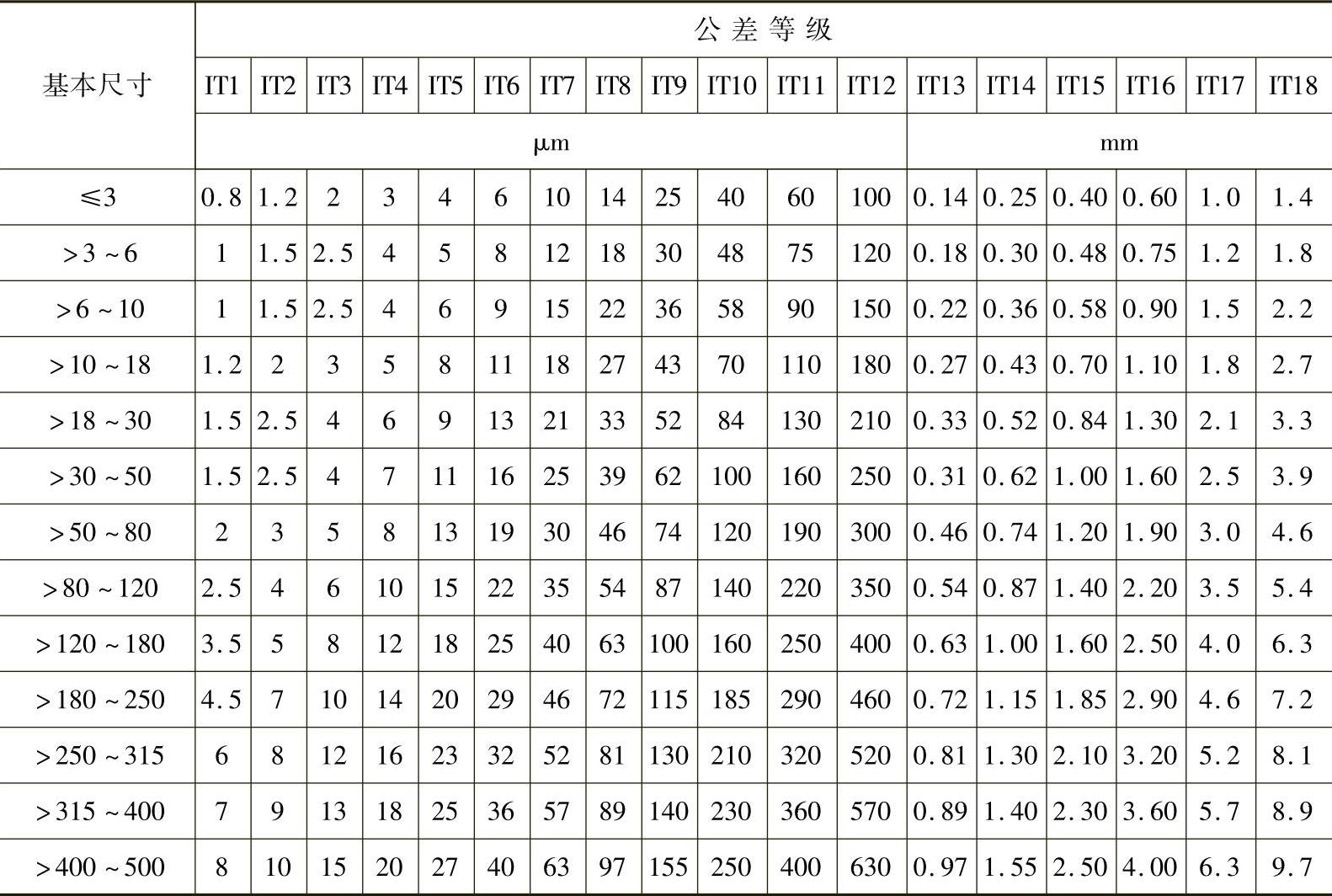
注:1.公差等级分20级,IT01、IT02、IT1…IT18,本表未列IT01、IT02,因模具不常用。2.基本尺寸小于1mm时,无IT14~IT18。
2.冲模零件尺寸精度要求
在确定冲模零件尺寸精度时,应满足下述要求:
1)设计的冲模各零件图样都应按使用及装配要求标出尺寸精度。对于工作零件,如凸、凹模、连续模中的步距精度,通常要比冲件尺寸精度高1~2个数量级(参见表2-143)。即一般等级精度的模具其成形工作零件尺寸精度为:大型冲裁模0.010mm,小型及拉深模为0.005mm。公差值参见表2-144选用。
零件图上未标注公差尺寸的极限偏差按(GB/T1804—2000规定的IT14级精度。孔的尺寸为H14,轴的尺寸为h14,长度尺寸为js14。
2)冲模中所有模座,凸凹模固定板,卸料板,垫板等上、下两平面的平行度公差应按表2-145选取。
表2-145 冲模板类零件上、下面平行度公差 (单位:mm)

注:1.基本尺寸是指被测表面的最大长度尺寸和宽度尺寸。
2.滚动导向模架的模座平行度公差采用4级,而滑动导向模架采用5级。(https://www.xing528.com)
3.通用模板、固定板、卸料板、垫板,均采用5级。
3)矩形凹模板、模板的相邻直角面的垂直度公差参照表2-146选取。
表2-146 直角面垂直度公差 (单位:mm)

注:1.基本尺寸是指零件短边尺寸。
2.公差值按GB/T1184—1996规定。
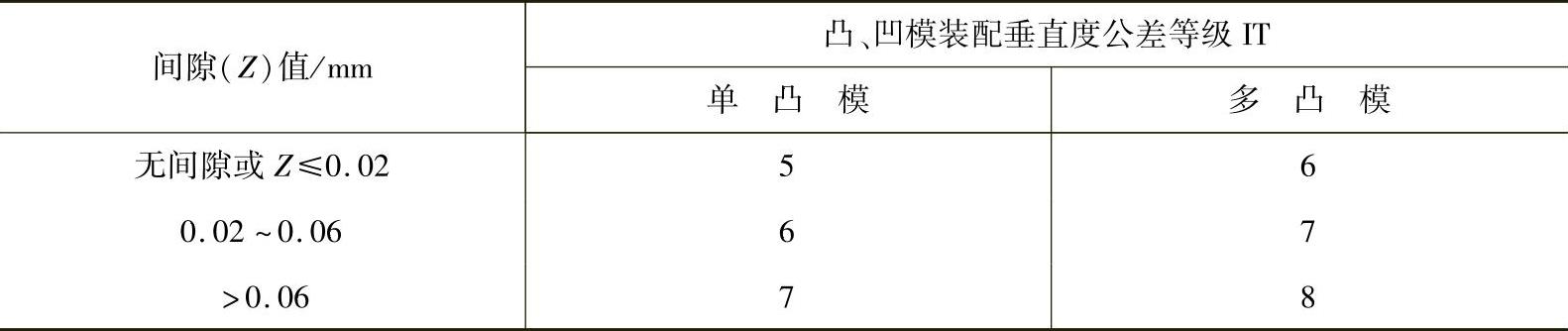
4)凸、凹模在装配时,其对上、下模座基准面的垂直度偏差,需在凸、凹模间隙范围内。其推荐值,参见表2-147。
表2-147 凸(凹)垂直度公差 (单位:mm)
5)上、下模座导柱、导套安装孔的轴心线应与基准面垂直。其垂直度公差应为:
滑动导柱、导套:100∶0.01(mm)
滚动导柱、导套:100∶0.005(mm)
3.冲模零件配合尺寸精度要求
冲模配合零件的各配合尺寸要求,可参照表2-148选用。
表2-148 冲模零件配合尺寸精度

4.冲模零件表面质量要求
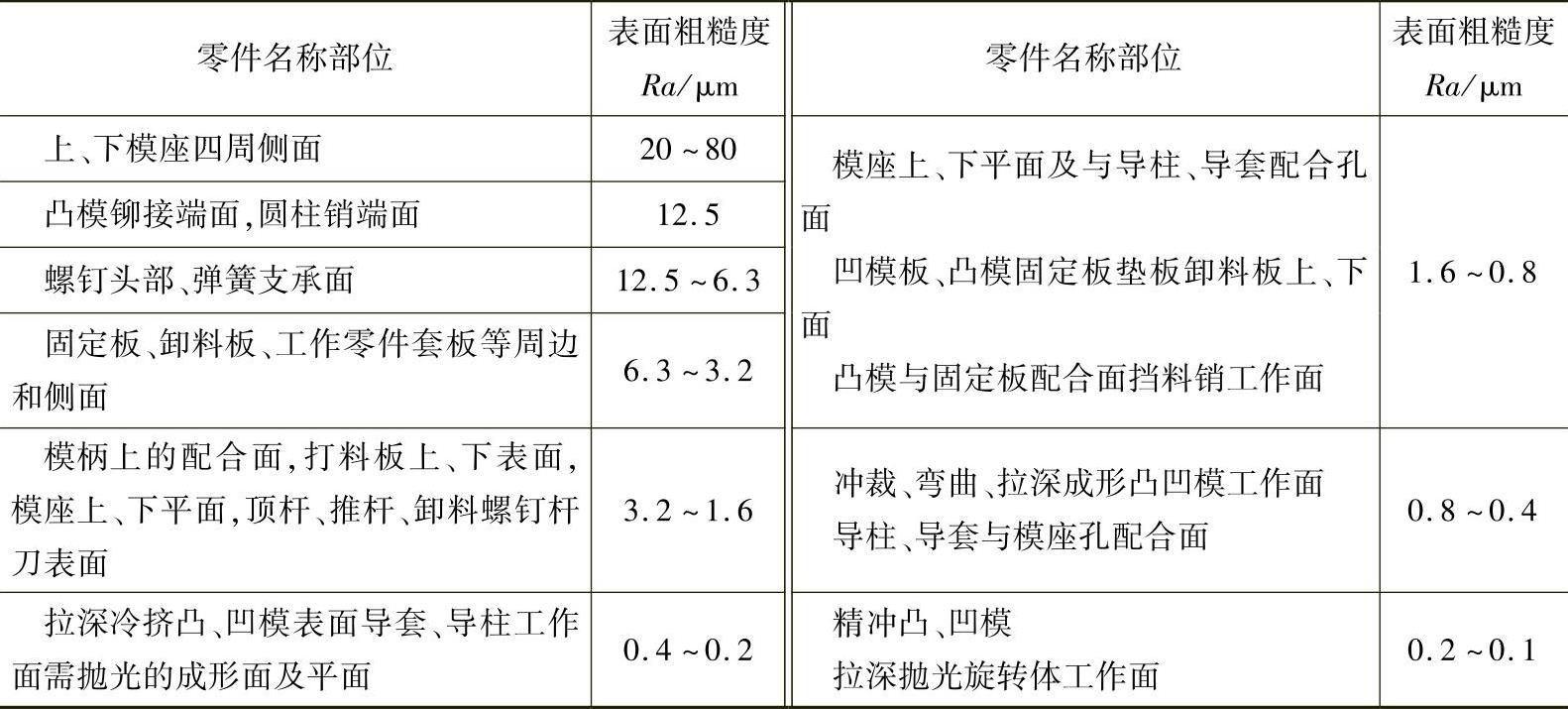
冲模零件表面质量要求参见表2-149。
表2-149 冲模零件表面质量要求
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。