



冲模的工作成形零件主要包括凸模、凹模,它是直接与材料接触去完成冲压工作的零件,也是直接影响冲件质量及精度的关键部件。
1.凸模结构设计
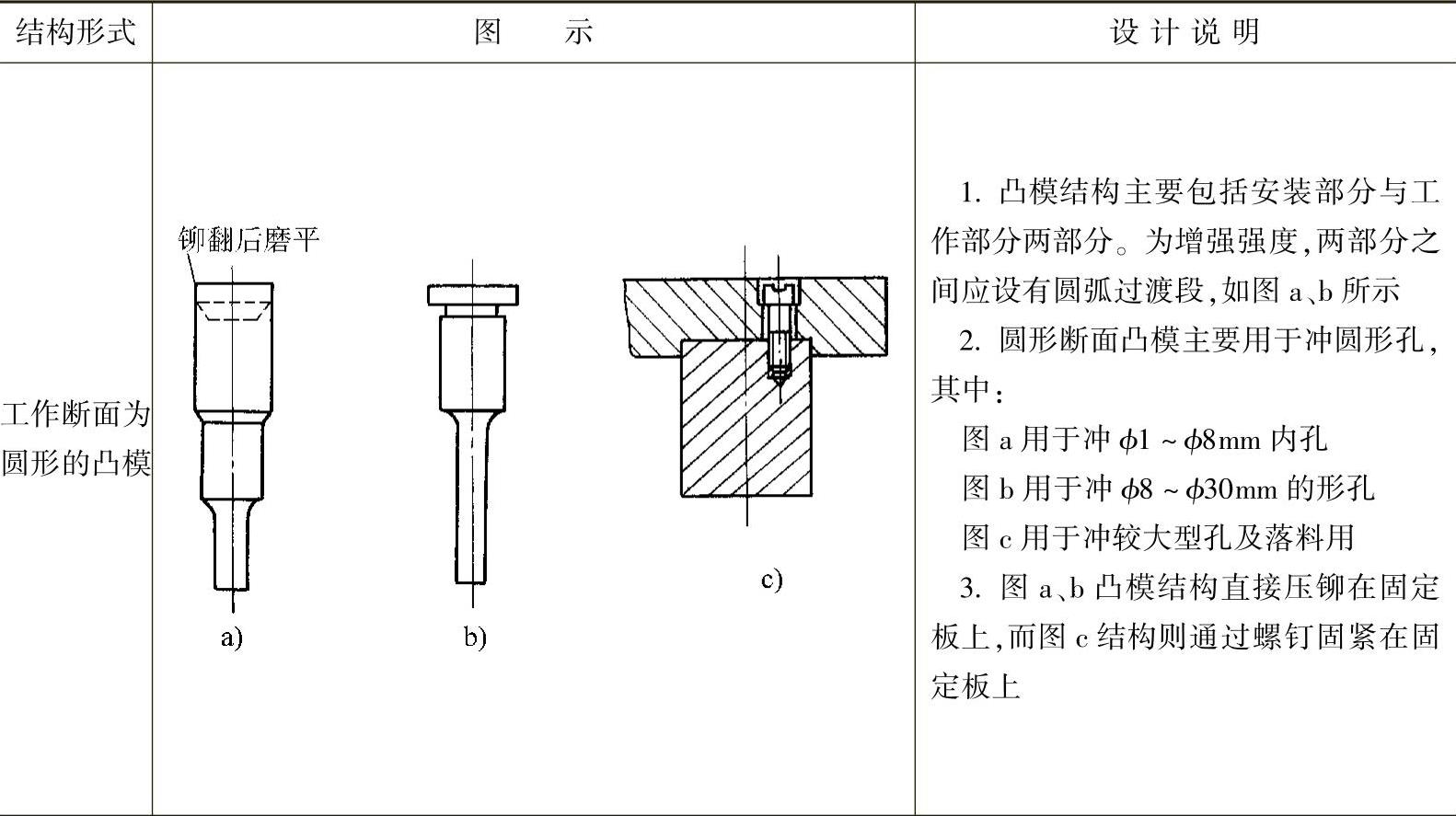
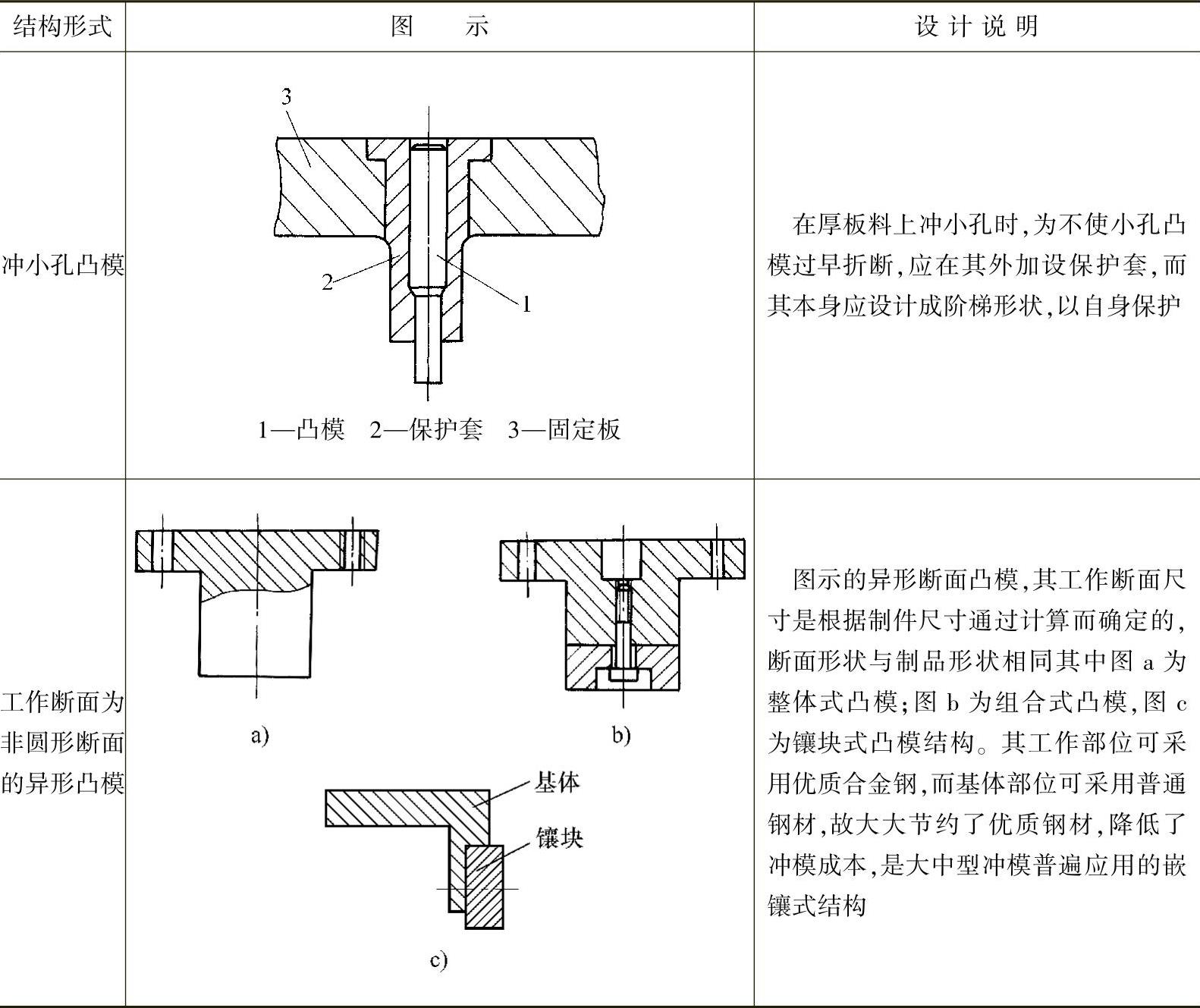
(1)凸模结构形式选择
冲模的凸模结构包括两部分,即凸模的工作部位和安装部位。其凸模的工作部位是直接完成冲压工作的,断面形状、尺寸大小应根据冲压件的形状和尺寸,冲压工序性质,特点进行设计。而凸模的安装部位是将凸模安装固定在凸模固定板上,其形状与尺寸一般与工作部位断面近似,也可以是有规则的几何形状。
凸模结构形式参见表2-118。
表2-118 凸模结构形式选择
(续)
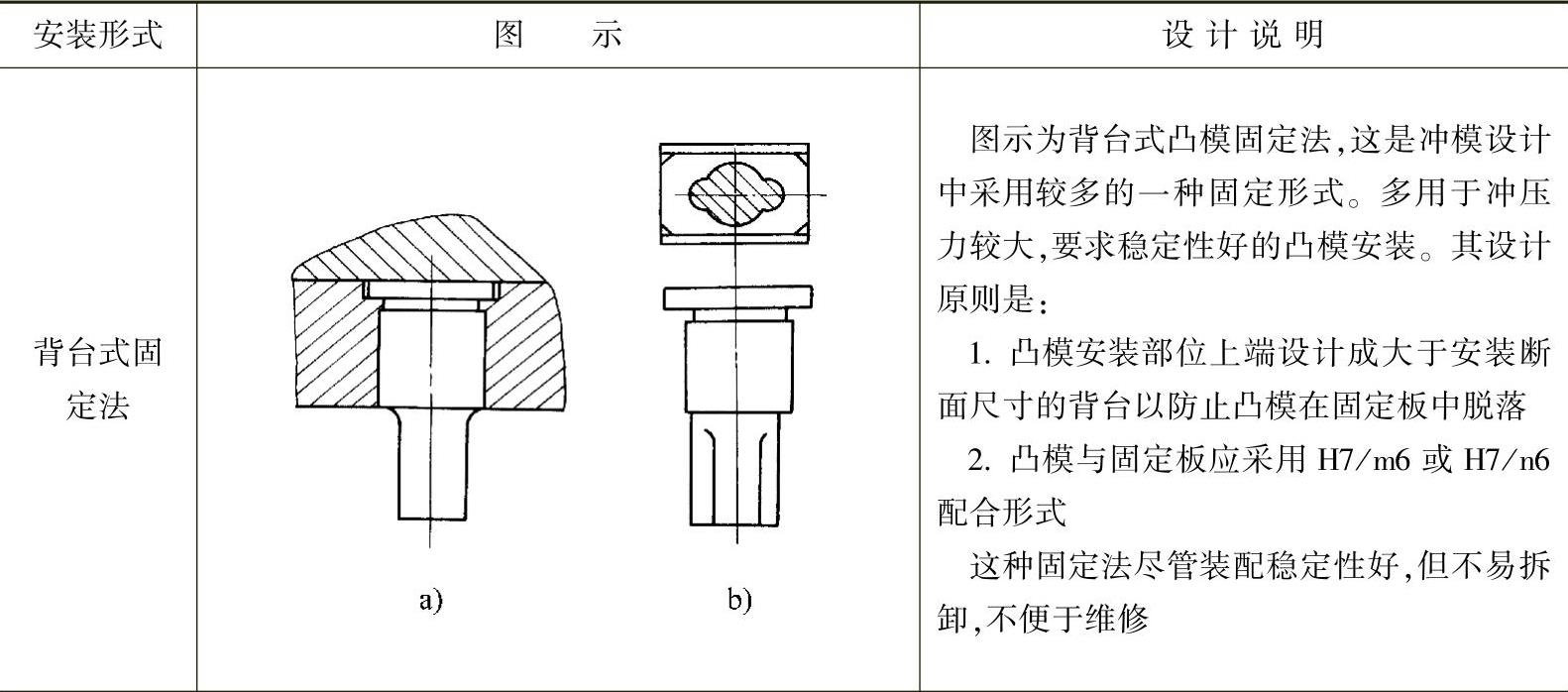
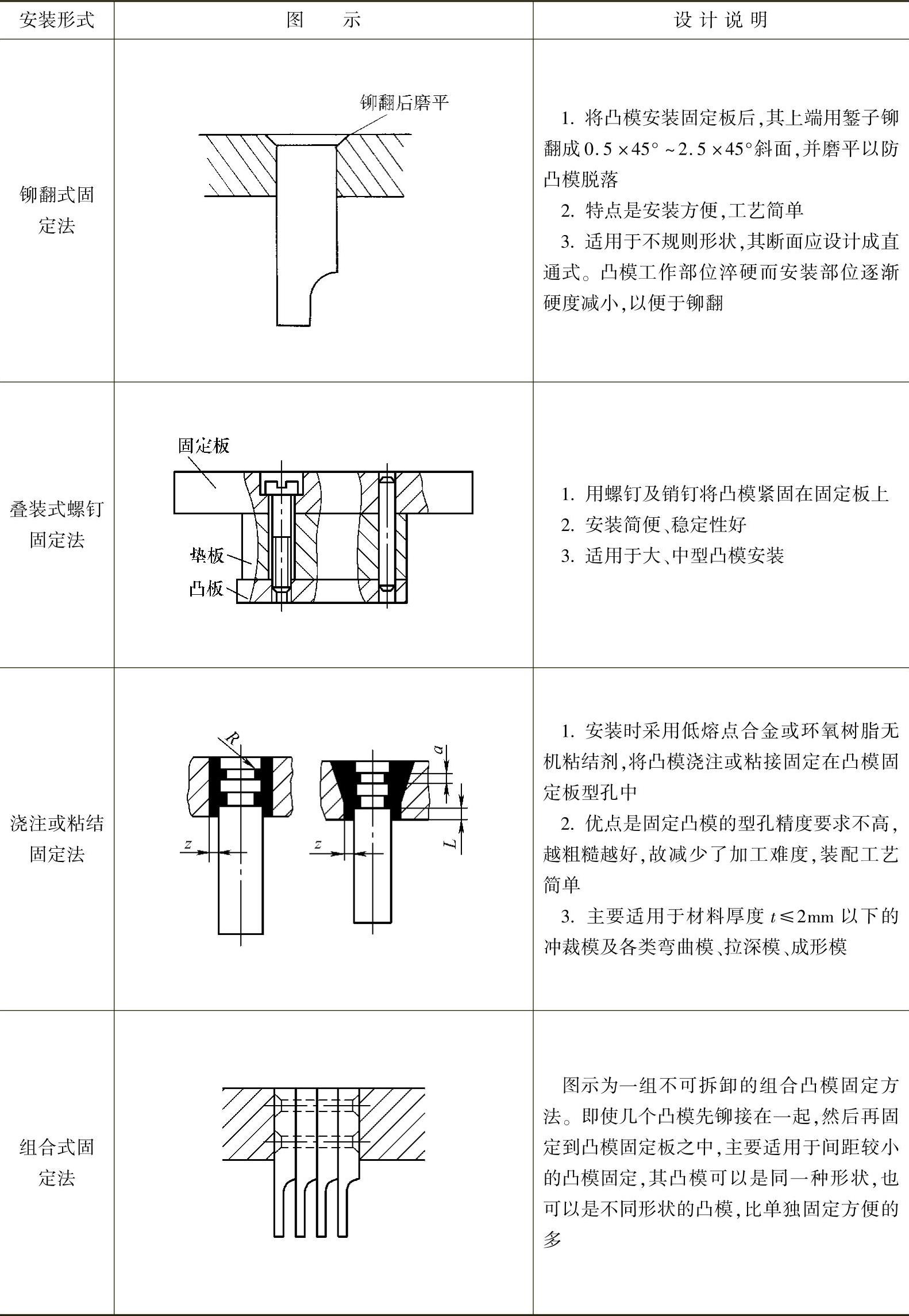
(2)凸模安装固定方法
凸模在凸模固定板上的安装固定方法见表2-119。
表2-119 凸模的固定安装方法
(续)
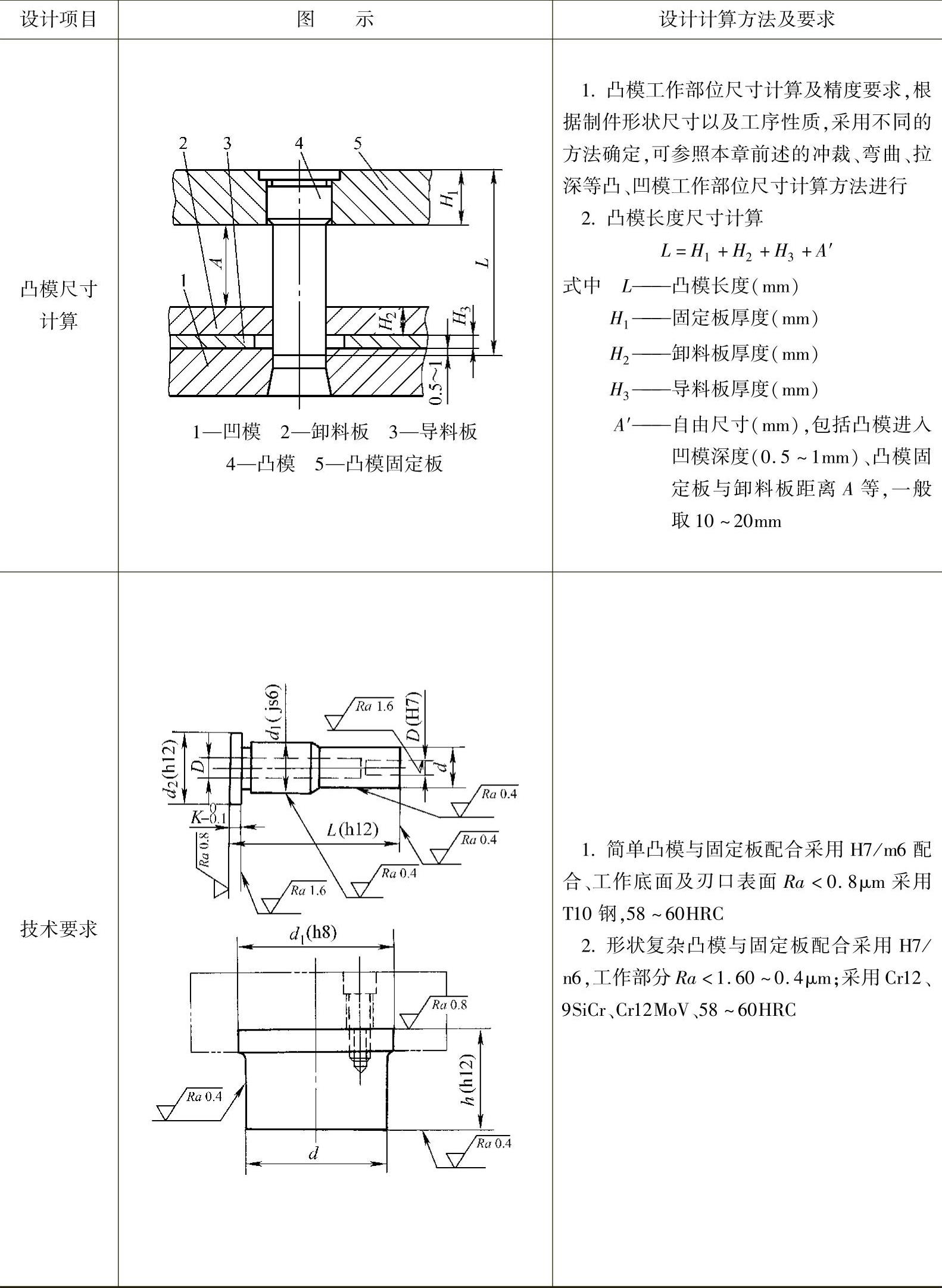
(3)凸模尺寸计算及技术要求
凸模尺寸计算方法及技术要求参见表2-120。
表2-120 凸模尺寸计算及技术要求
2.凹模结构设计
冷冲模的凹模与凸模一样,同属于冲模的关键成形工作零件,其强度、硬度以及工作部位尺寸、精度均要求较高,故设计时必须给以高度注意。
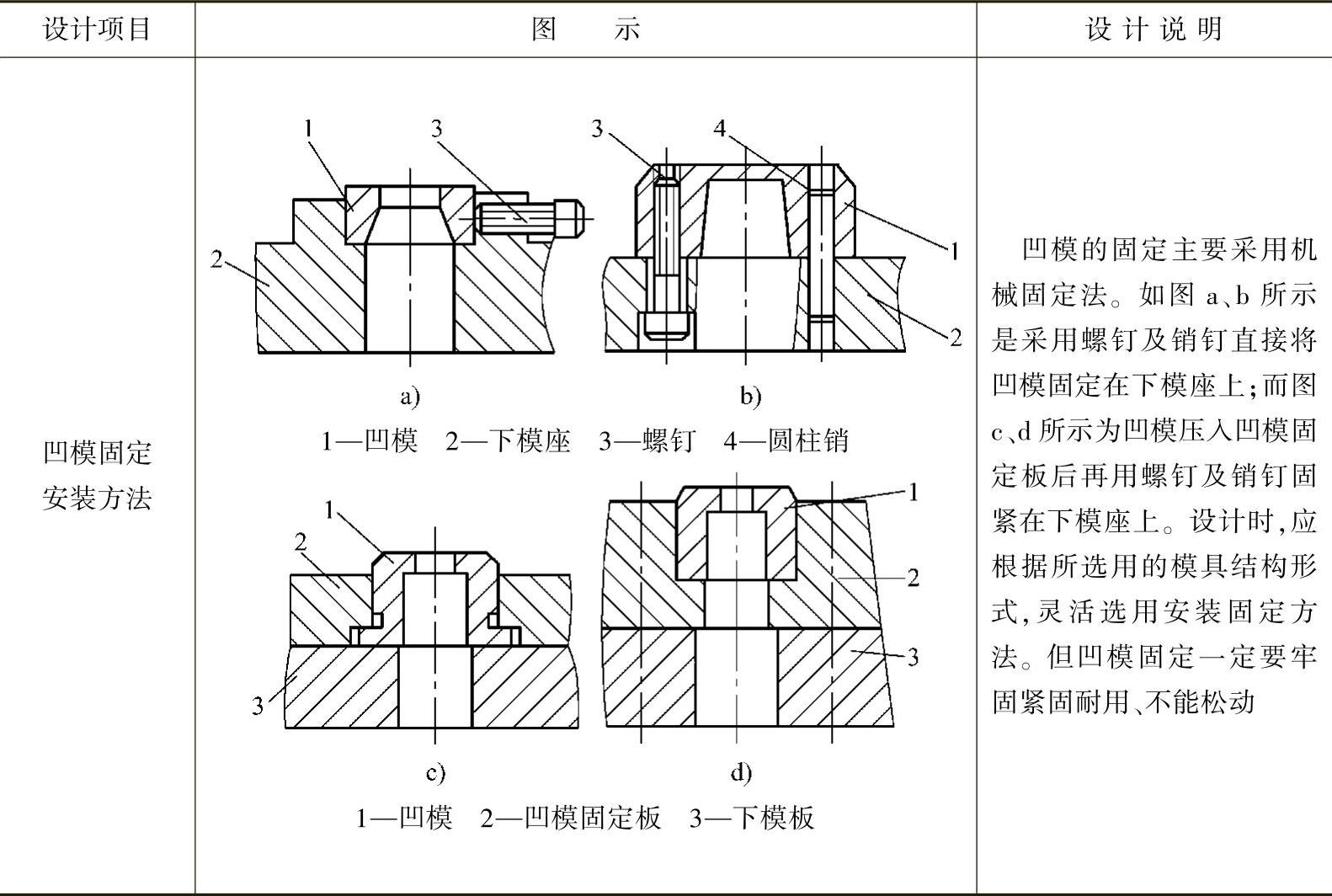
(1)凹模结构形式及固定安装方法(https://www.xing528.com)
冷冲模凹模结构形式及安装固定方法参见表2-121。
表2-121 凹模的结构及安装固定方法
(续)
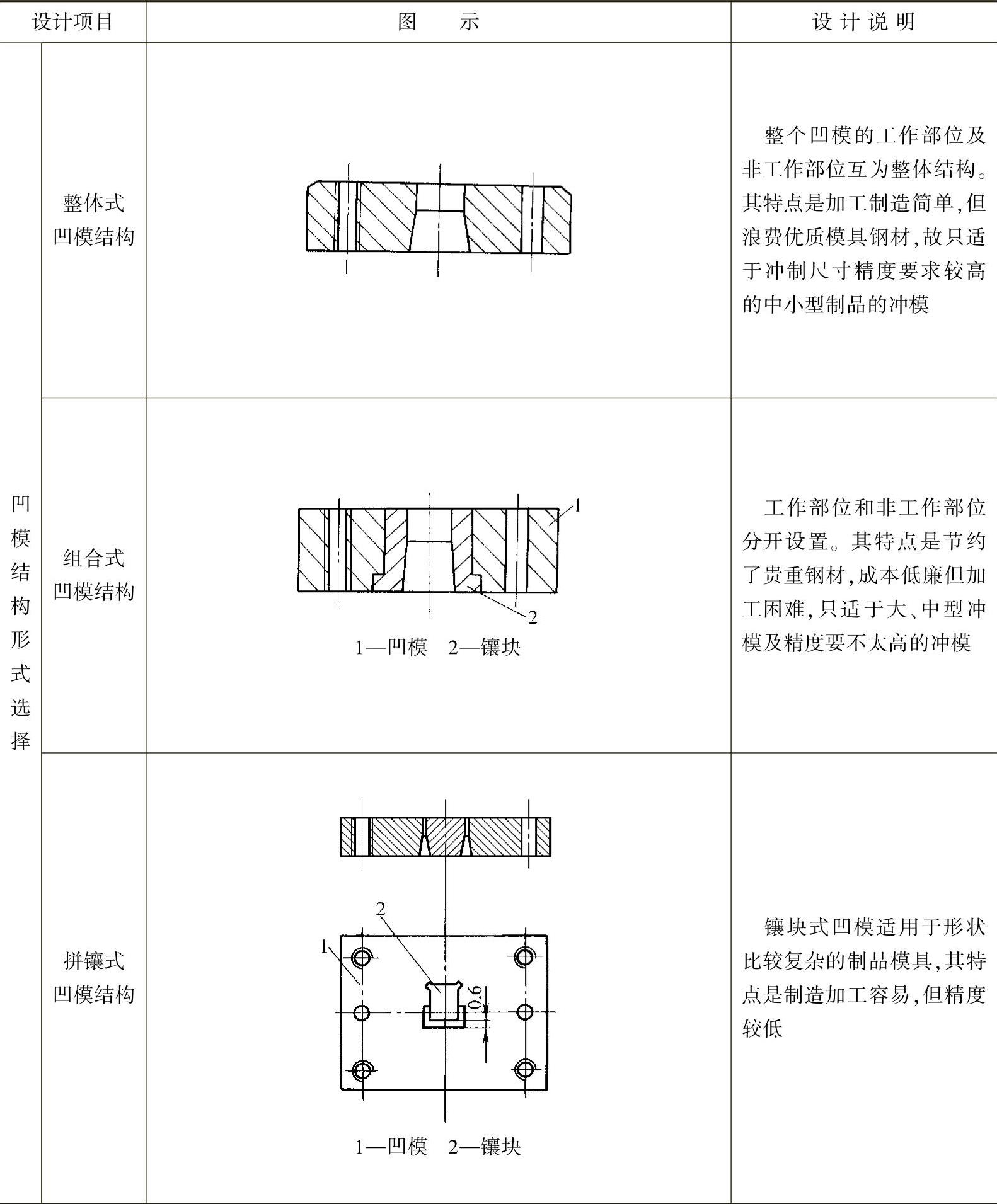
(2)凹模结构尺寸确定
冲模的凹模外形一般为圆形、矩形两种。其圆形凹模多用于冲裁小型零件。大、中型零件的冲压应选用矩形凹模冲压。
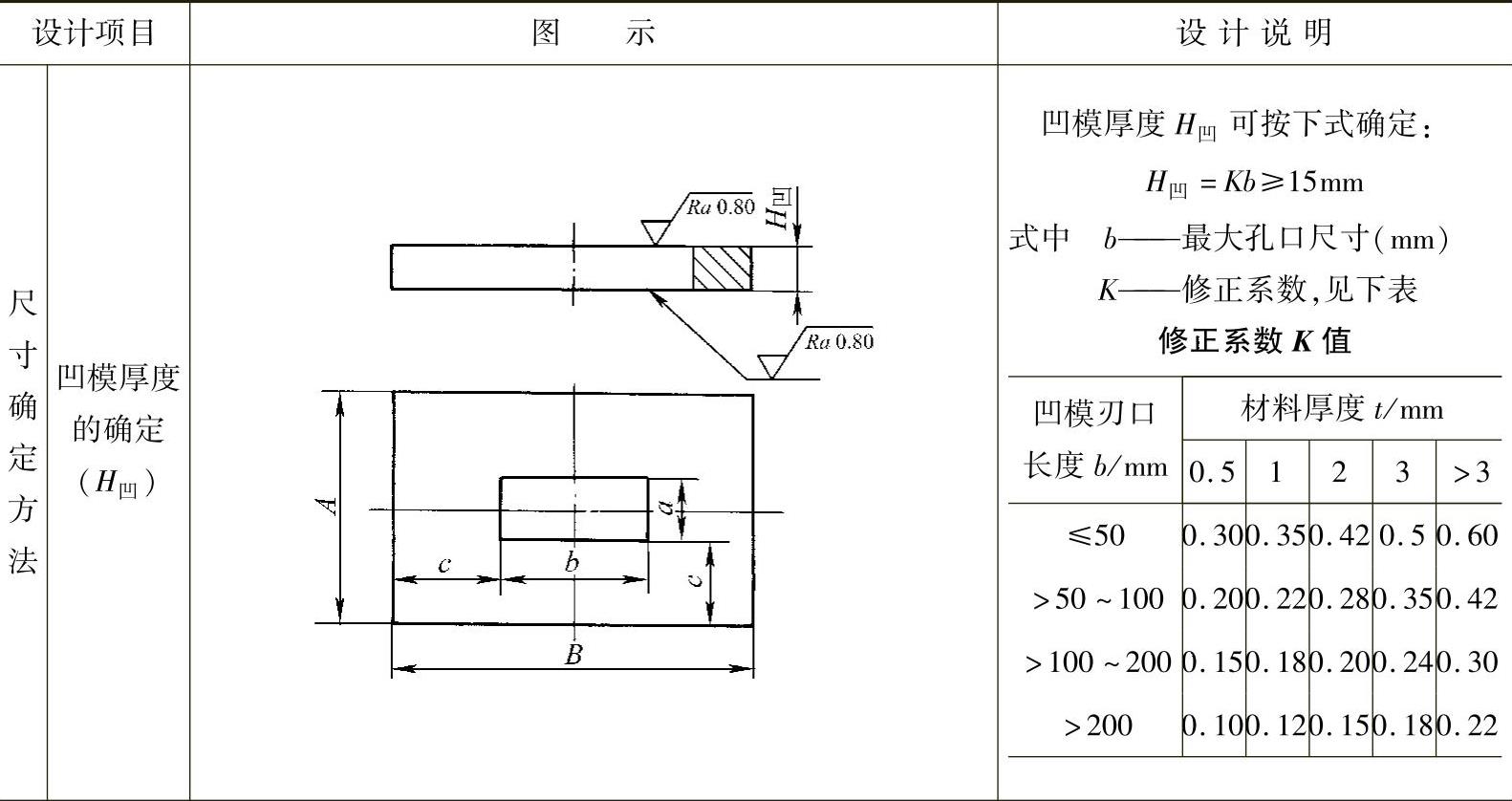
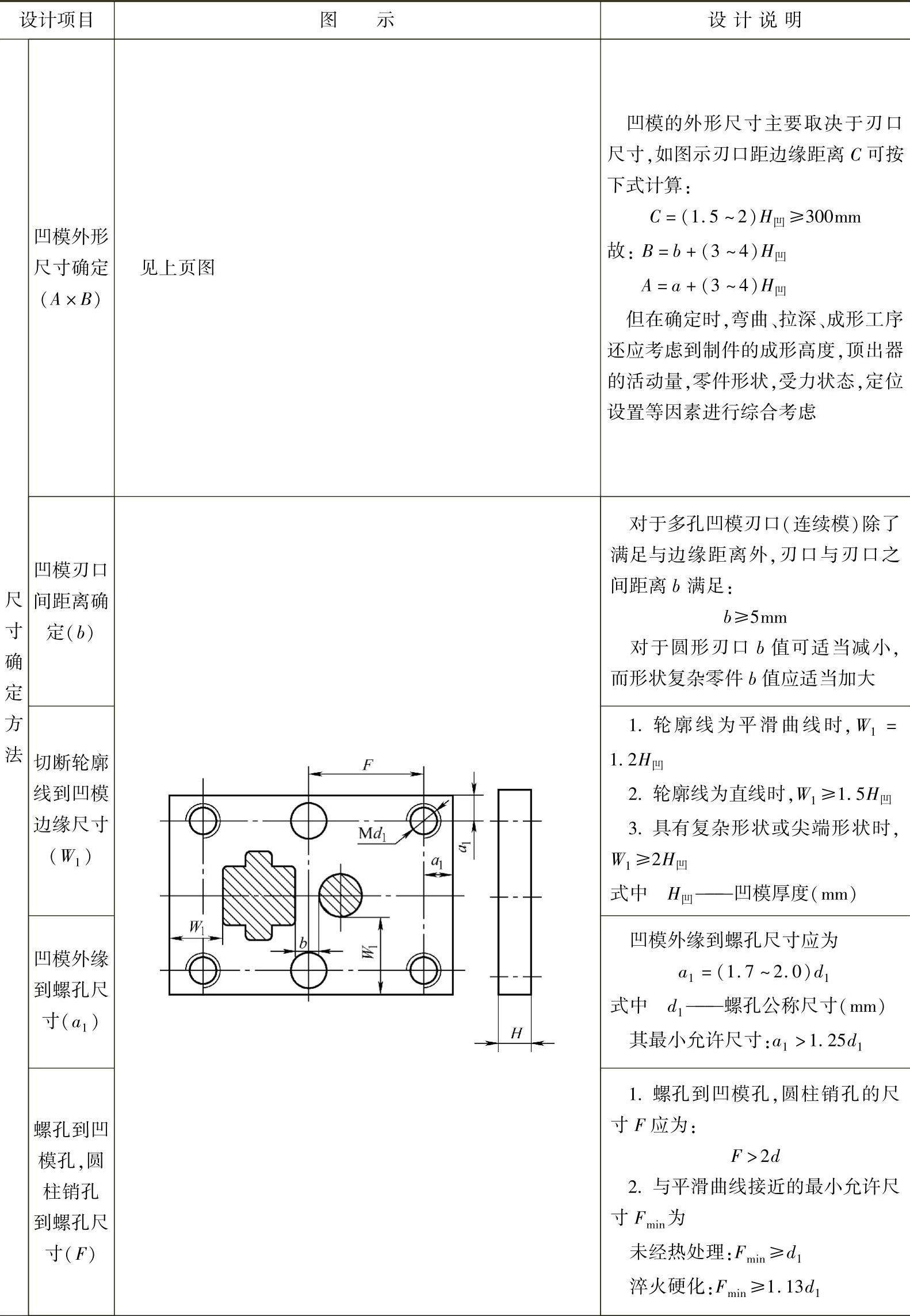
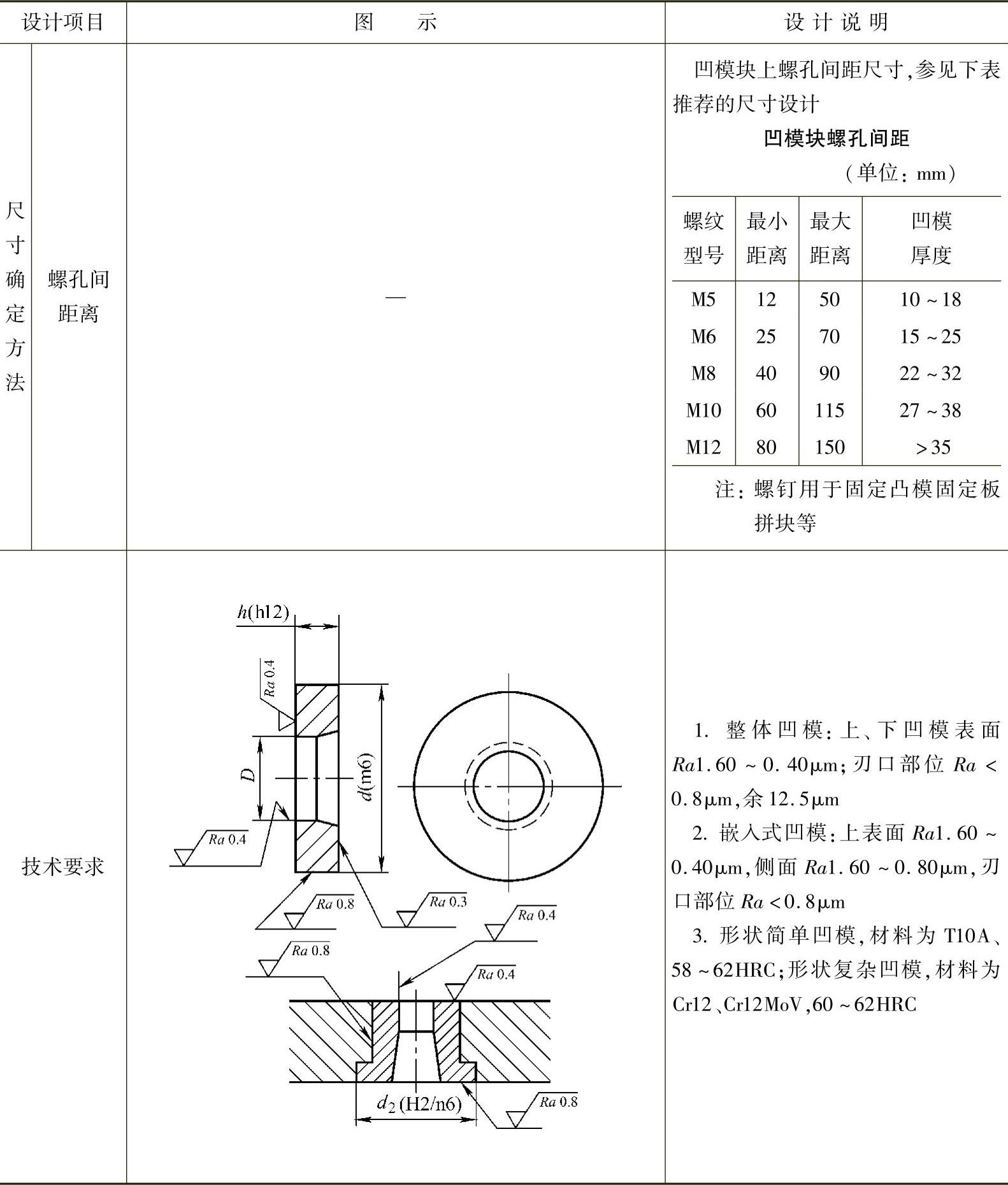
冲模凹模结构尺寸确定方法及技术要求参见表2-122。
表2-122 冲模凹模结构尺寸确定方法及技术要求
(续)
(续)
3.凸、凹模镶块设计
对于大中型零件的冲裁或个别部位容易损坏的部位冲裁模以及冲裁成形、弯曲、拉深连续模中的凹模,可采用镶拼结构。特别是对于易损坏部位为便于维修,采用镶拼结构更为方便。其优点在于制造简化、提高了模具精度,并且节省了贵重的模具钢材,容易维修,淬火过程中不易变形和开裂。但装配及调试时复杂。
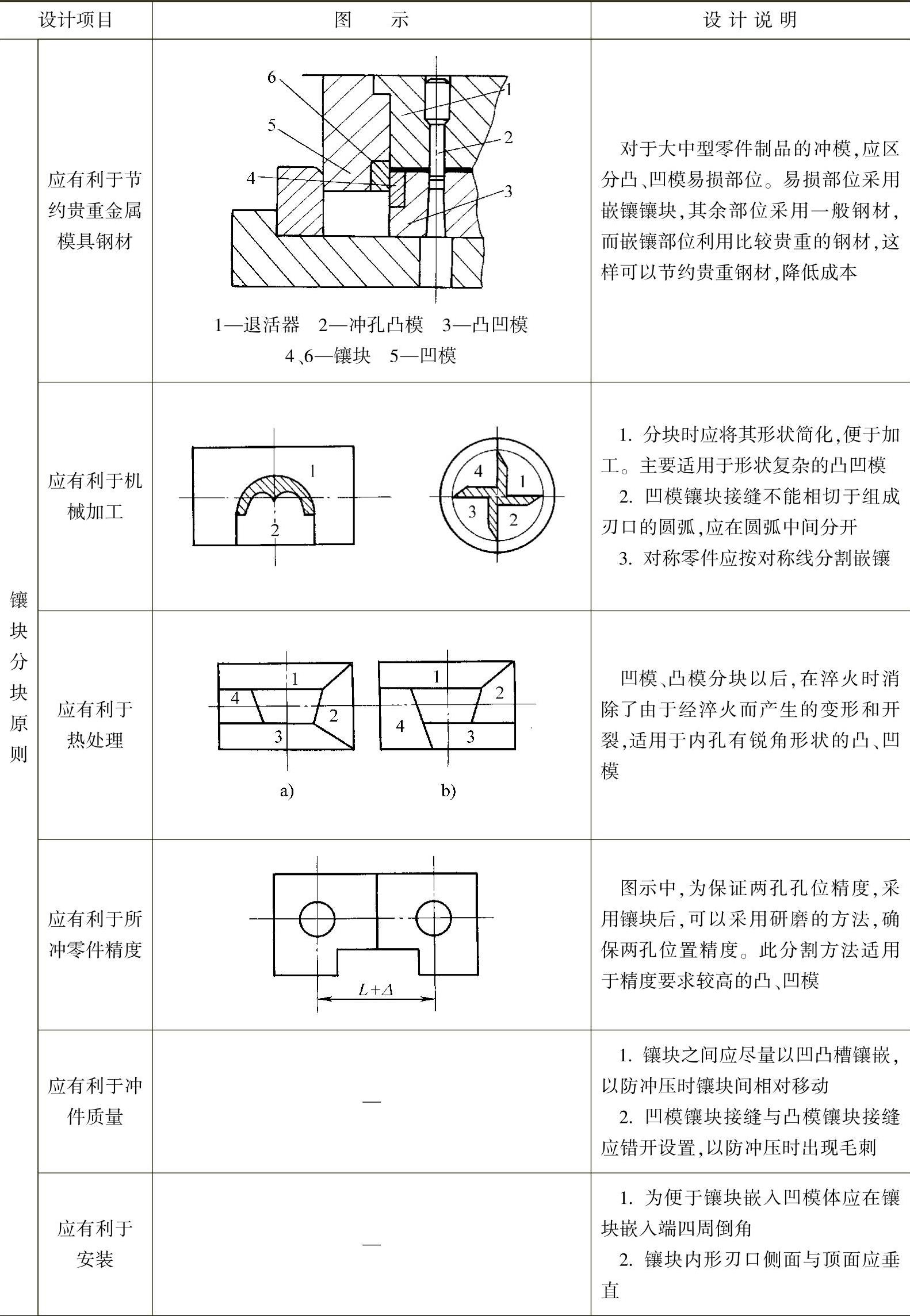
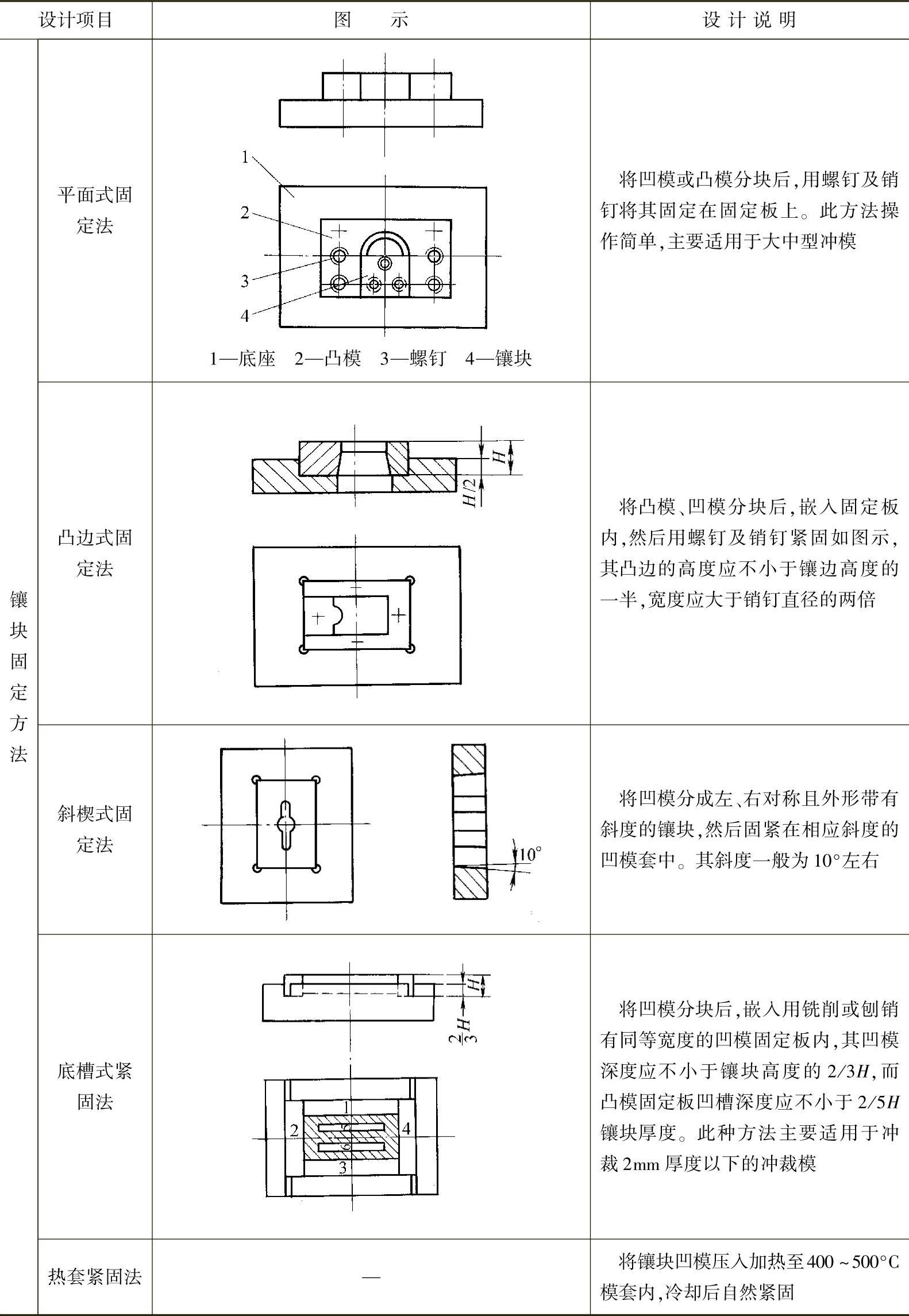
镶块凸、凹模分块原则及固定方法见表2-123。
表2-123 镶块凸、凹模设计要点
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。