



拉深模的设计和其他冲模设计方法步骤一样,即对产品零件图进行分析→确定拉深工艺方案及需拉深次数→初步确定坯料尺寸及必要的工艺计算→确定首次及各次拉深模结构→设计凸凹模以及压边圈→确定卸料及顶件方式→绘制总装配图及零件图→审核校对冲压方案的正确性及图样的准确性。
在设计拉深模时,由于拉深工艺的特殊要求,除了应考虑与其他模具一样的设计方法与步骤以外,还需考虑到以下特点:
1.仔细审核零件的工艺性
模具设计前,要仔细分析拉深的形状和尺寸精度要求,弄清零件的各部分形状和尺寸的结构特点,做到心中有数。
2.准确地进行工艺计算
1)计算出合理的拉深系数,确定出拉深次数及拉深工序顺序。
2)计算所需的拉深力大小,选择大于拉深力的拉深设备,并且行程要足够大。
3.合理地选择模具结构
1)选择和确定拉深模结构时,应根据压力机和零件形状不同,来确定应使用的不同拉深模结构形式。例如,对于一般中小型浅盒件,可以采用落料—拉深复合模结构。而对于小型的筒形件及矩形盒件,在需要多次拉深时,一般应设计成连续模结构。
2)对于大批量的小型圆筒形零件需要多次拉深时,为提高效率,要采用带料连续拉深模结构。
3)对于一般拉深模,在通常的情况下,可以采用简单拉深模结构,即可不必采用导柱、导套导向装置,只要上、下模对准,并在安装模具时认真调整凸、凹模间隙即可达到理想的效果。但对于精度要求较高的拉深件或大型复杂形状拉深件,则应选用导柱、导套导向装置。
4.正确设计凸、凹模形状及尺寸
1)拉深零件时,要根据零件料厚、材料性能等,适当选择凸、凹模圆角半径及工作部位尺寸和精度。
2)二次拉深及以后各次拉深工序用的凸模长度(包括本工序拉深工件的高度及压边圈高度)比较长,故选用凸模材料时必须考虑热处理的弯曲变形,同时需注意凸模在固定板上定位及紧固的可靠性。
3)设计落料-拉深复合模时,由于落料凹模的磨损比拉深凸模的磨损要来得快,所以落料凹模上应预先加大磨损余量,普通落料凹模应高出拉深凹模2~6mm。
4)设计非旋转体(矩形)拉深模时,其凸模和凹模在模板上的装配位置必须要准确可靠,故在设计时必须要采取措施,以防止松动后发生旋转、偏移,影响工件的质量,严重时会损坏模具。
5)在设计凸凹模时,必须要考虑到因回弹、扭曲、局部变形等对零件质量的影响。因此,对凸、凹模形状设计及尺寸选择应采取一定的补偿措施。
5.合理地选择压边装置
1)为防止拉深时零件起皱,在设计拉深模一般采用压边装置。在设计时,压边装置与毛坯接触的一面要平整、不应有孔和槽,否则在拉深时,毛坯起皱会陷到孔或槽里,引起拉裂。
2)拉深时由于工作行程较大,故对控制压边力的弹性元件(如弹簧和橡皮)的压缩量要仔细计算。并在结构上设计如图2-18所示的压边限位机构,以获得拉深过程中的均匀压边力,克服弹顶装置的压边不足,或采用具有很大压缩量的橡胶或弹簧的压边装置,以使在整个拉深过程中,压边力不变或变化较小。(https://www.xing528.com)
3)对于大型拉深模可以采用压料筋压料。但在设计时,其压料筋一般都设计在压边圈上,而把压料筋的槽设计在凹模上。对于金属容易流动部位多设压料筋。
6.选择适当的顶件及卸料装置
在设计拉深模时,要根据拉深件的表面质量及尺寸精度要求不同,选择适当的顶件及卸料装置。如当制品底部要求较平时应采用图2-19结构形式。当制品表面质量要求较高,不能刮伤时,可采用图2-20所示的自动卸件装置卸件。当制品表面质量没有特殊要求时,可采用图2-21所示的卸件装置。卸件时,卸件板1借助于弹簧2的作用将制品卸下。
7.准确确定坯料尺寸及形状
在设计拉深模时,对拉深件的坯料尺寸及形状一般先进行计算求得,但必须进行验证。对于形状复杂、经多次拉深的零件(如矩形盒零件)很难计算出毛坯的准确形状和尺寸。这就需要在设计模具时,往往先做出拉深模,经试压确定合适的毛坯形状和尺寸后再进行落料模的设计与制造。并在拉深模上要设有毛坯安装定位装置,同时要预先考虑到使后续工序定位稳定的措施。
8.注意模具的安全及可靠性

图2-18 压边限位柱
1—限位柱 2—压边圈
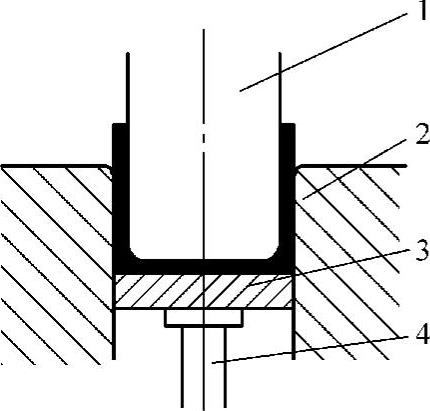
图2-19 拉深模顶件器
1—凸模 2—凹模 3—顶出器 4—顶杆
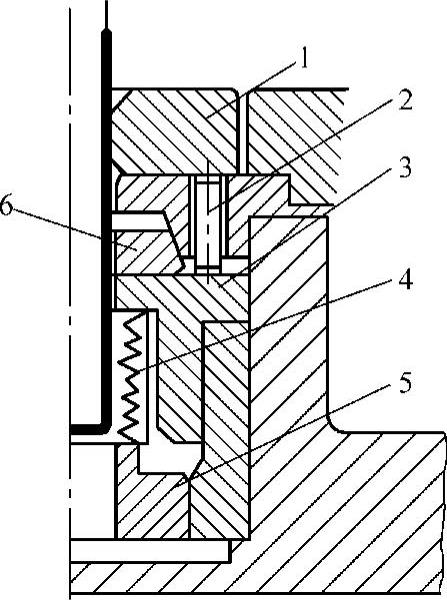
图2-20 自动卸件装置
1—凹模 2—顶杆 3—弹簧座 4—弹簧 5—压板 6—卸件环

图2-21 拉深模卸件器
1—卸件板 2—弹簧 3—托板 4—凹模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。