



拉深凸、凹模的断面形状是保证拉深件形状和尺寸精度的关键,同时,也是直接影响拉深变形程度的主要因素。因此,在设计与制造拉深模时,首先应确保凸、凹模工作部位结构形状及尺寸精度的正确性。
1.拉深凸、凹模结构形式选择
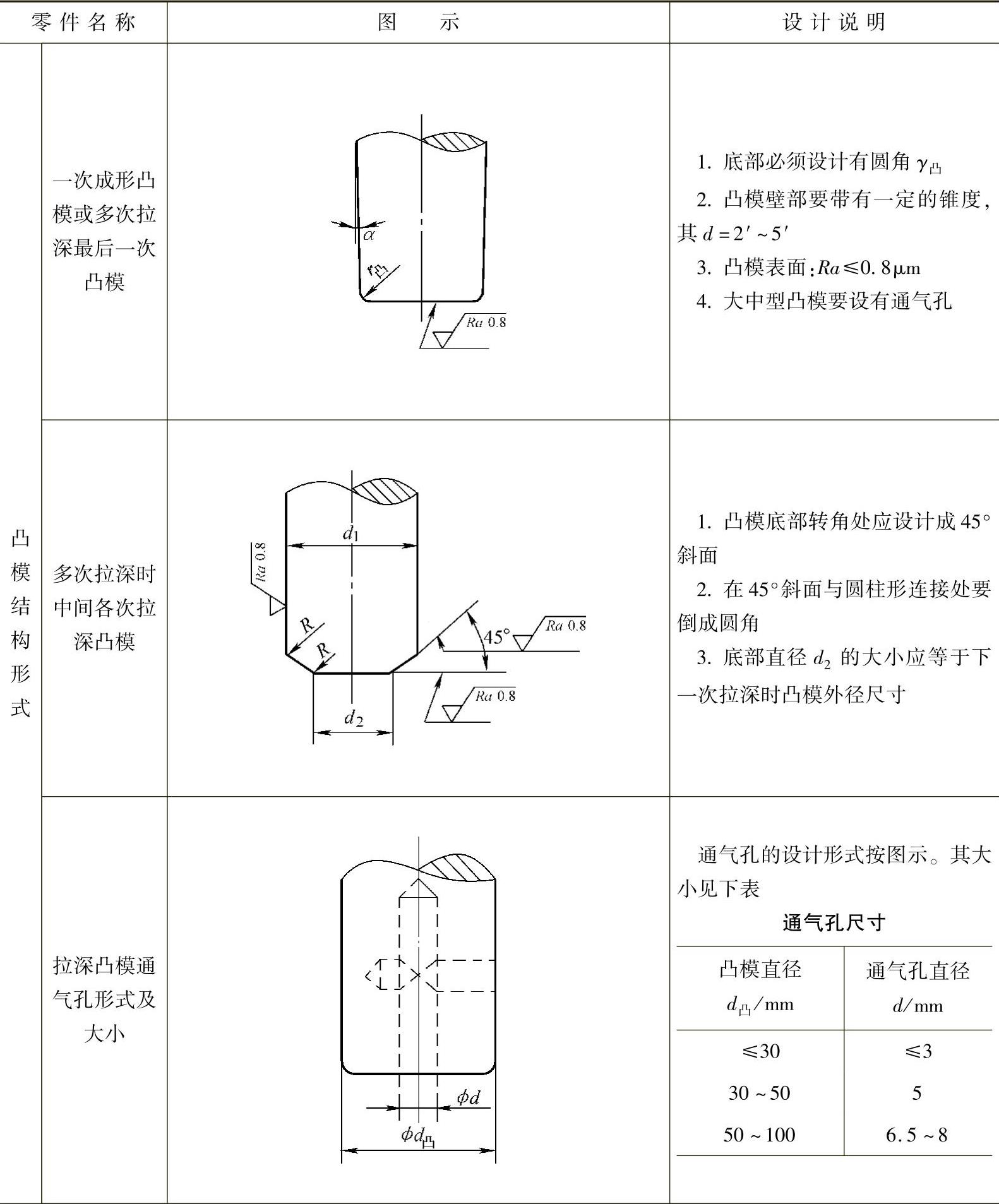
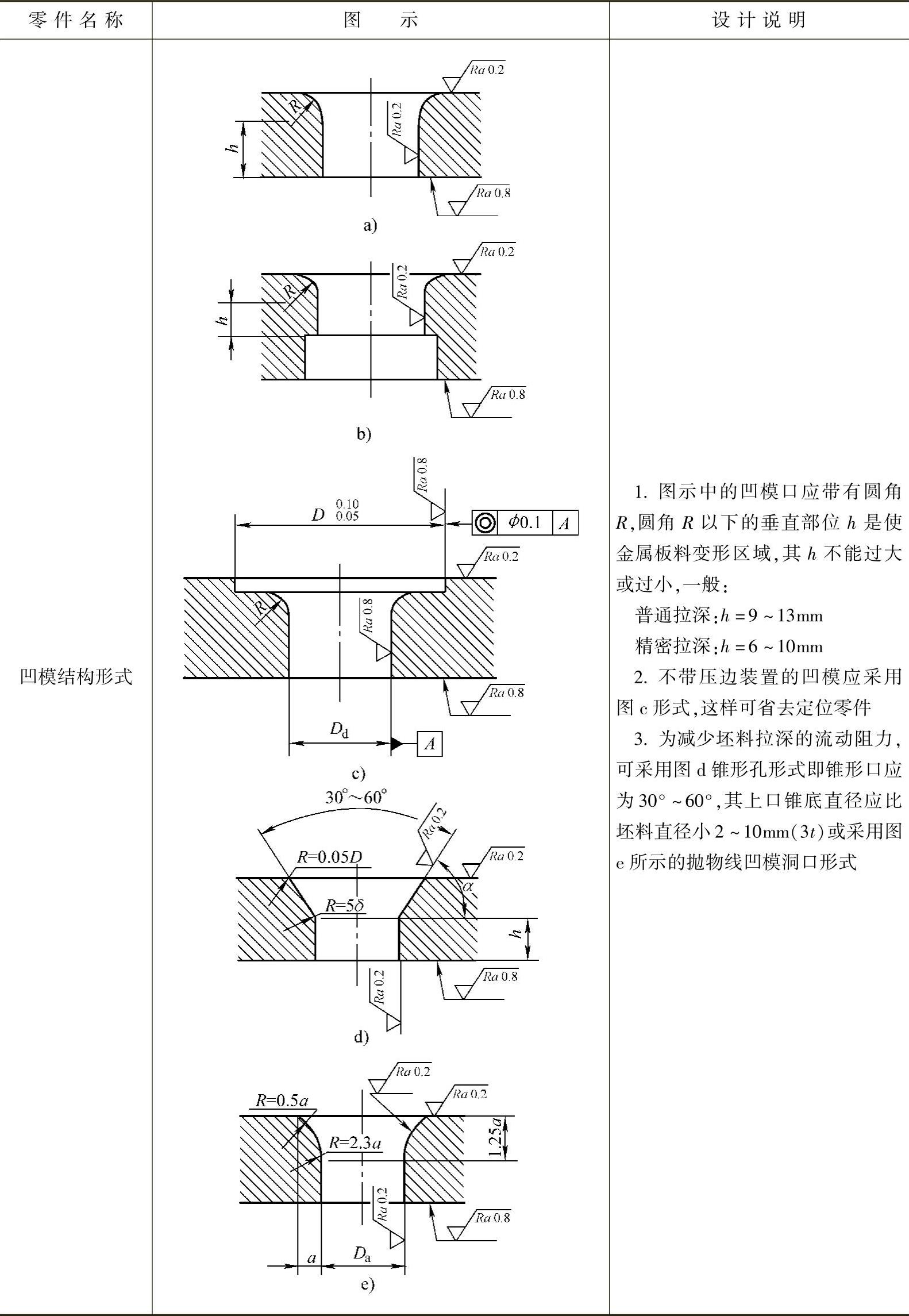
拉深凸、凹模结构形式见表2-75。
表2-75 拉深凸、凹模结构形式选择
(续)
2.凸、凹模形状及尺寸计算
(1)无凸缘圆筒形零件拉深模
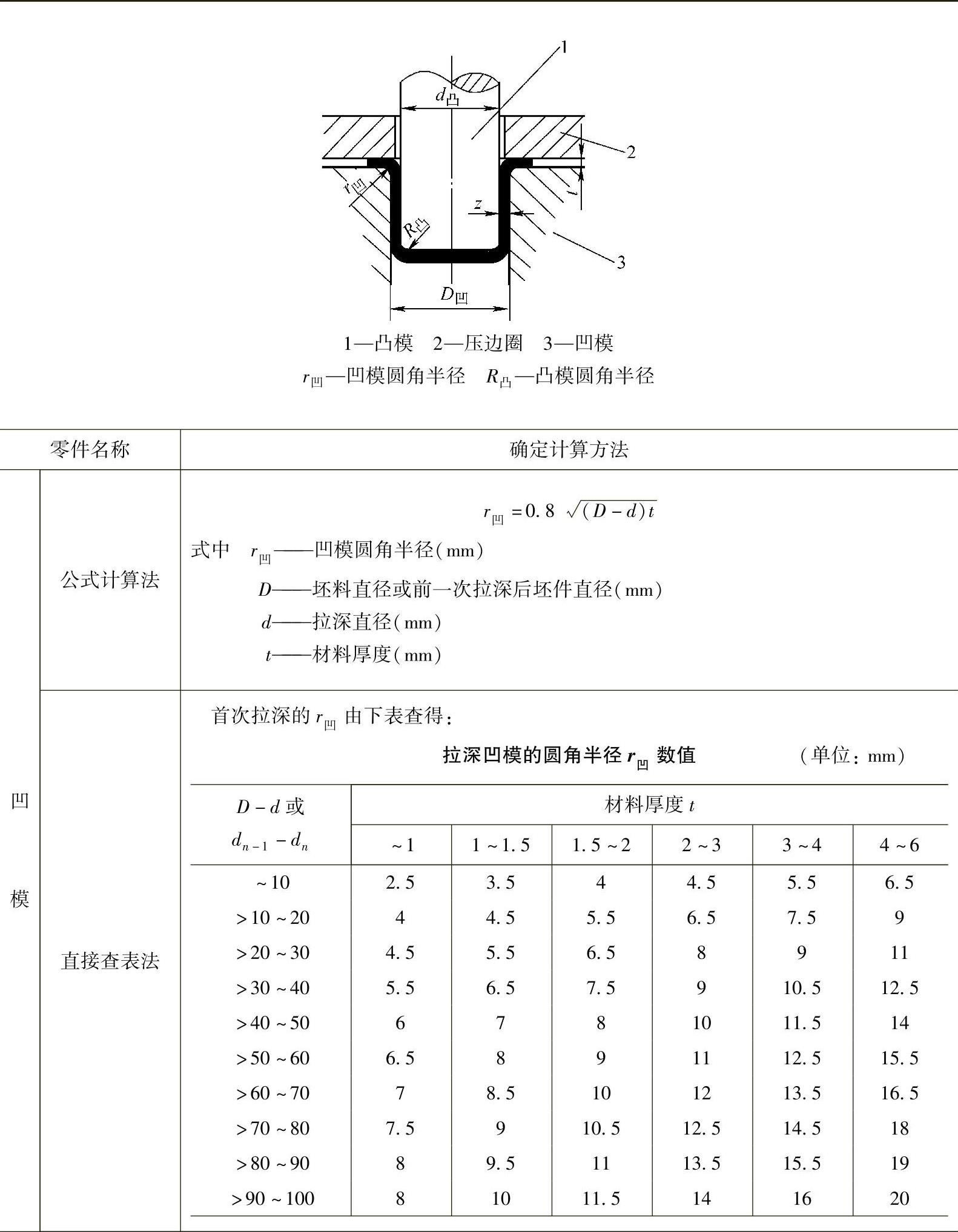
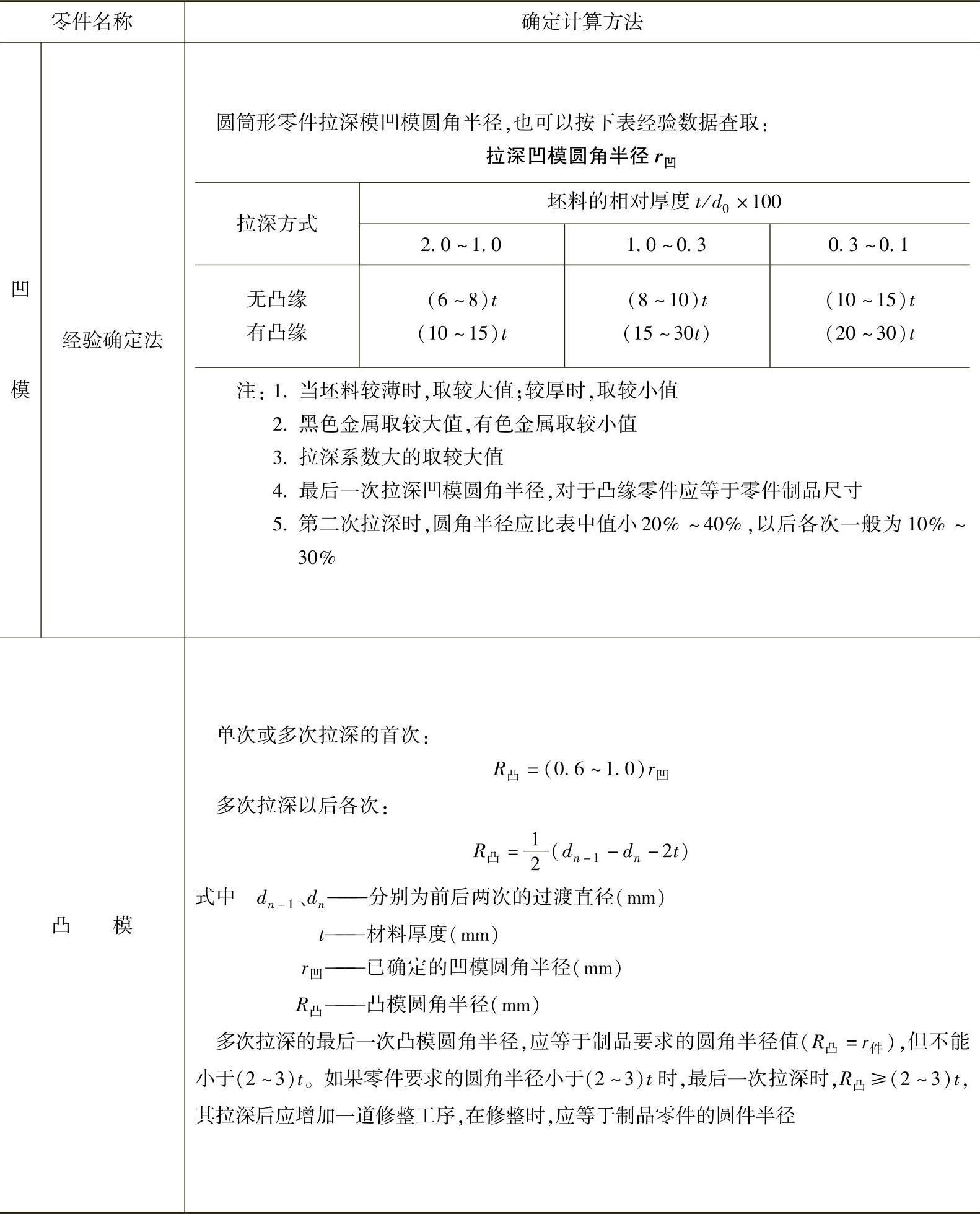
1)拉深凸、凹模圆角半径确定。圆筒形拉深凸、凹模几何形状主要表现为凸、凹模圆角半径大小。其确定方法见表2-76。
表2-76 无凸缘圆筒形零件拉深凸、凹模圆角半径确定
(续)
2)拉深凸、凹模尺寸计算。拉深凸、凹模工作部位尺寸,根据制品零件要求确定。在计算时,必须要考虑模具在使用过程中的磨损及材料回弹的影响。在设计时,其尺寸公差只在最后一次拉深成形时考虑。
拉深凸、凹模工作尺寸计算方法见表2-77。
表2-77 圆筒形零件拉深凸、凹模尺寸计算
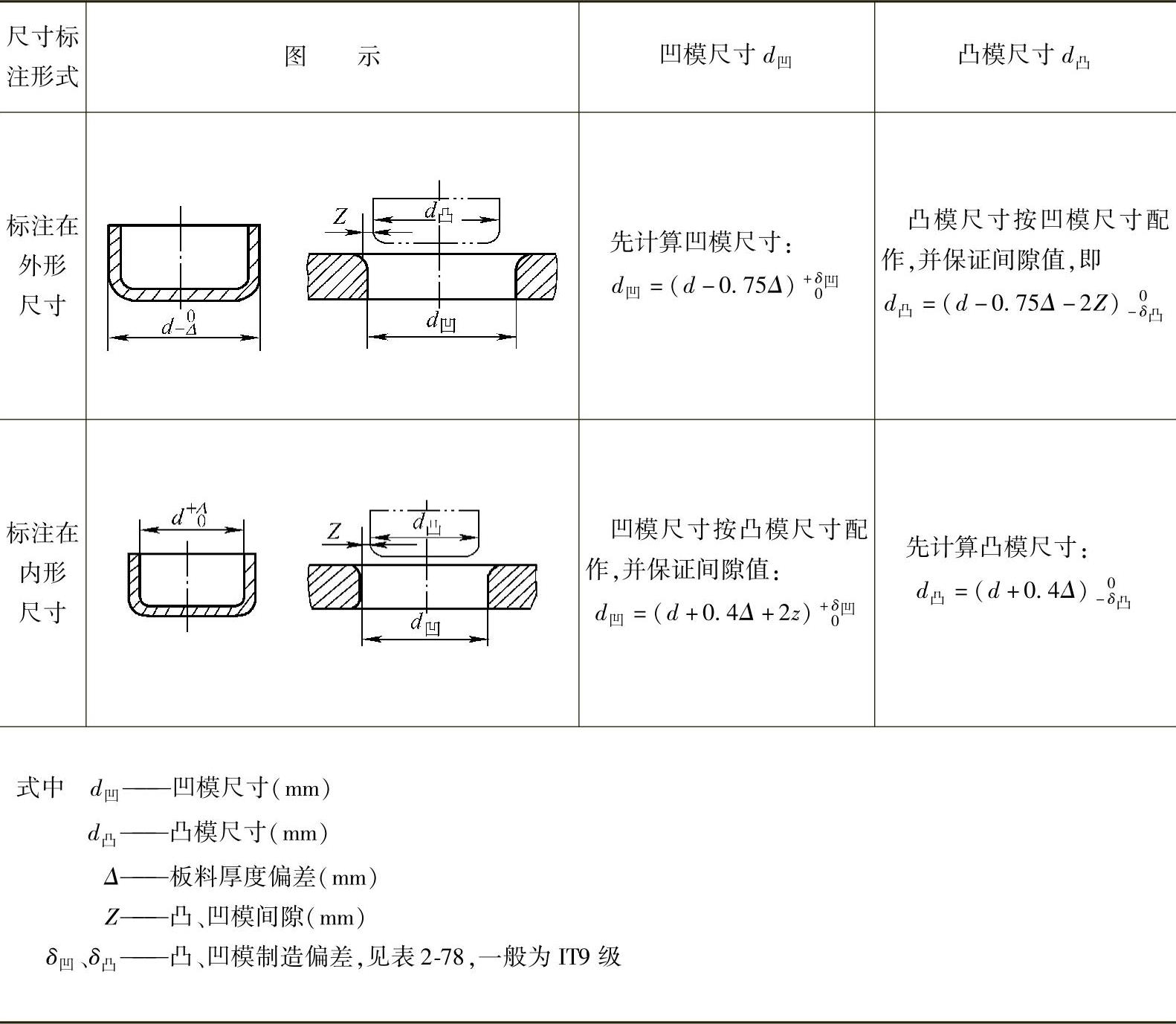
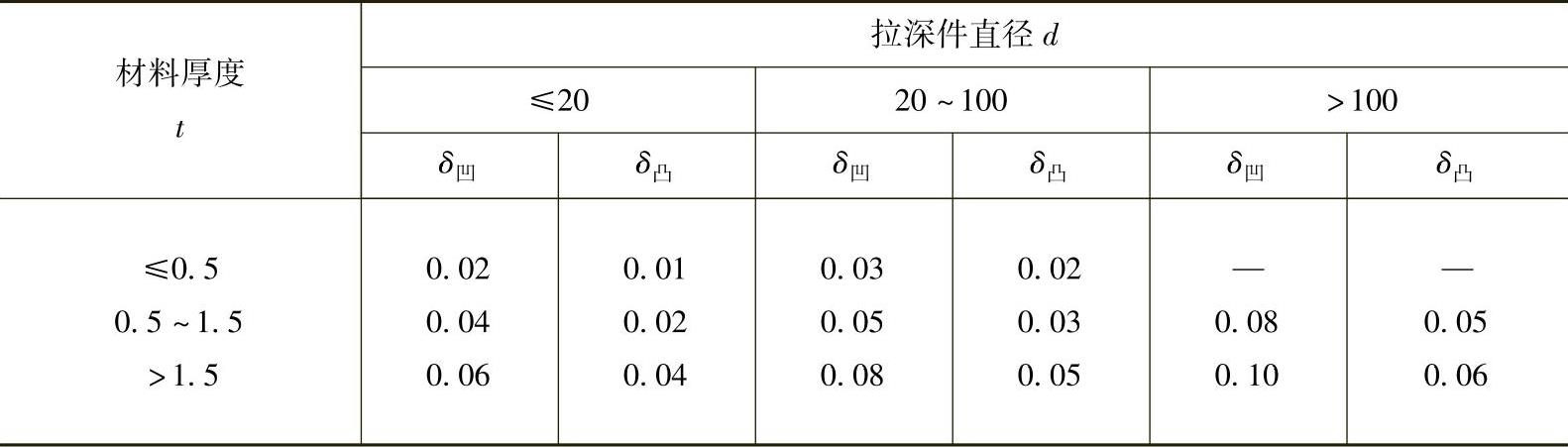
表2-78 拉深圆筒形零件凸、凹模制造公差 (单位:mm)
 (https://www.xing528.com)
(https://www.xing528.com)
注:凸模制造公差必要时可提高至IT6~IT8级。
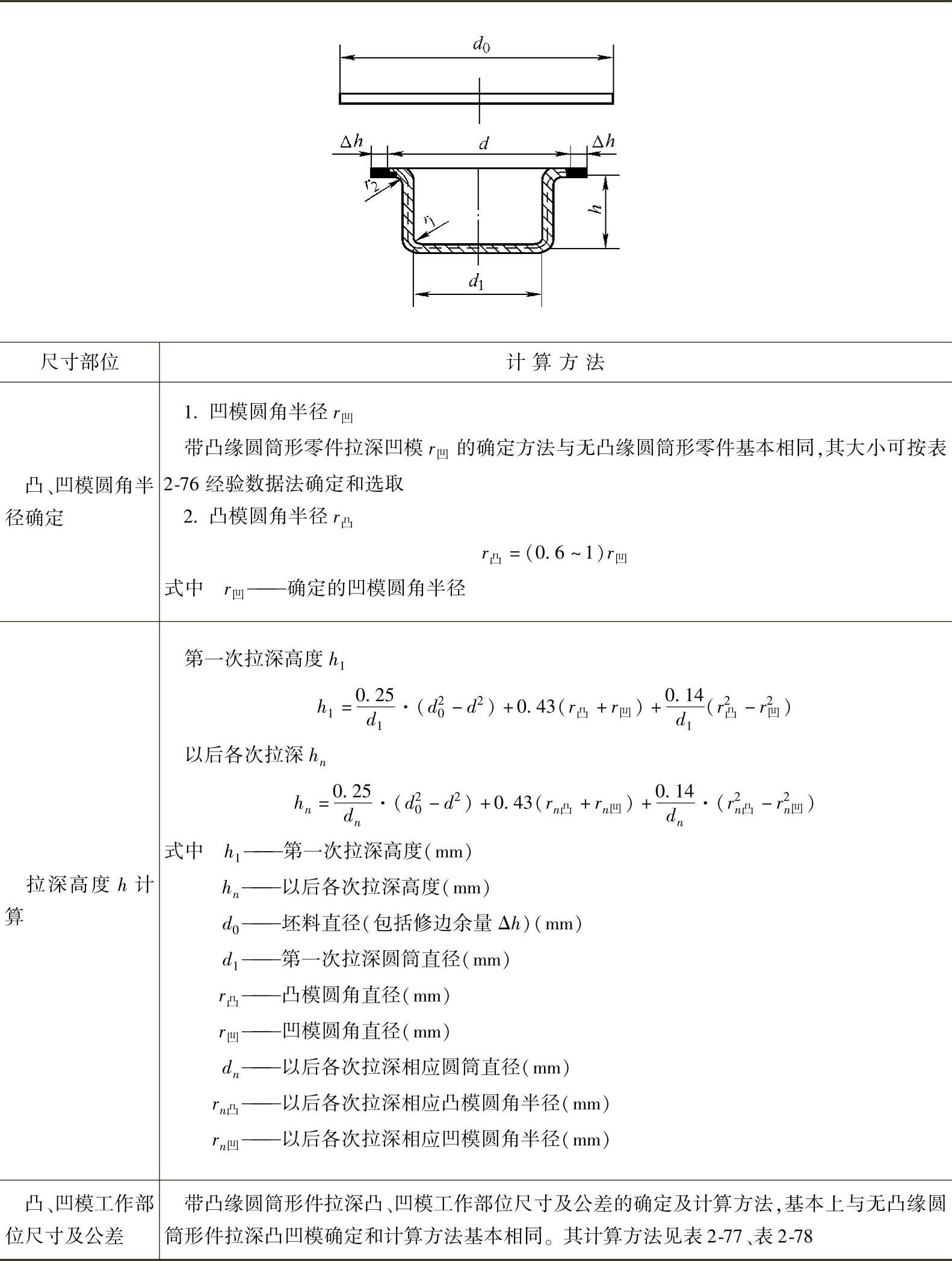
(2)带凸缘圆筒形零件拉深模
带凸缘圆筒形拉深件凸凹模尺寸的计算,基本上与无凸缘圆筒形零件相同。其方法见表2-79。
表2-79 带凸缘圆筒形拉深件凸、凹模尺寸计算
对于需多次拉深时中间过程的工序,坯料(半成品)的公差没有必要严格要求。此时,凸、凹模尺寸只要取坯料(半成品)过渡尺寸即可。若以凹模为基准时,则凹模尺寸为
凸模尺寸为

式中 d——零件制品或过渡工序的坯料及半成品直径(mm);
d凸——凸模尺寸(mm);
D凹——凹模尺寸(mm);
Z——凸、凹模单面间隙(mm);
δ凹——凹模制造公差(mm),见表2-78;
δ凸——凸模制造公差(mm),见表2-78。
(3)矩(方)形盒零件拉深模
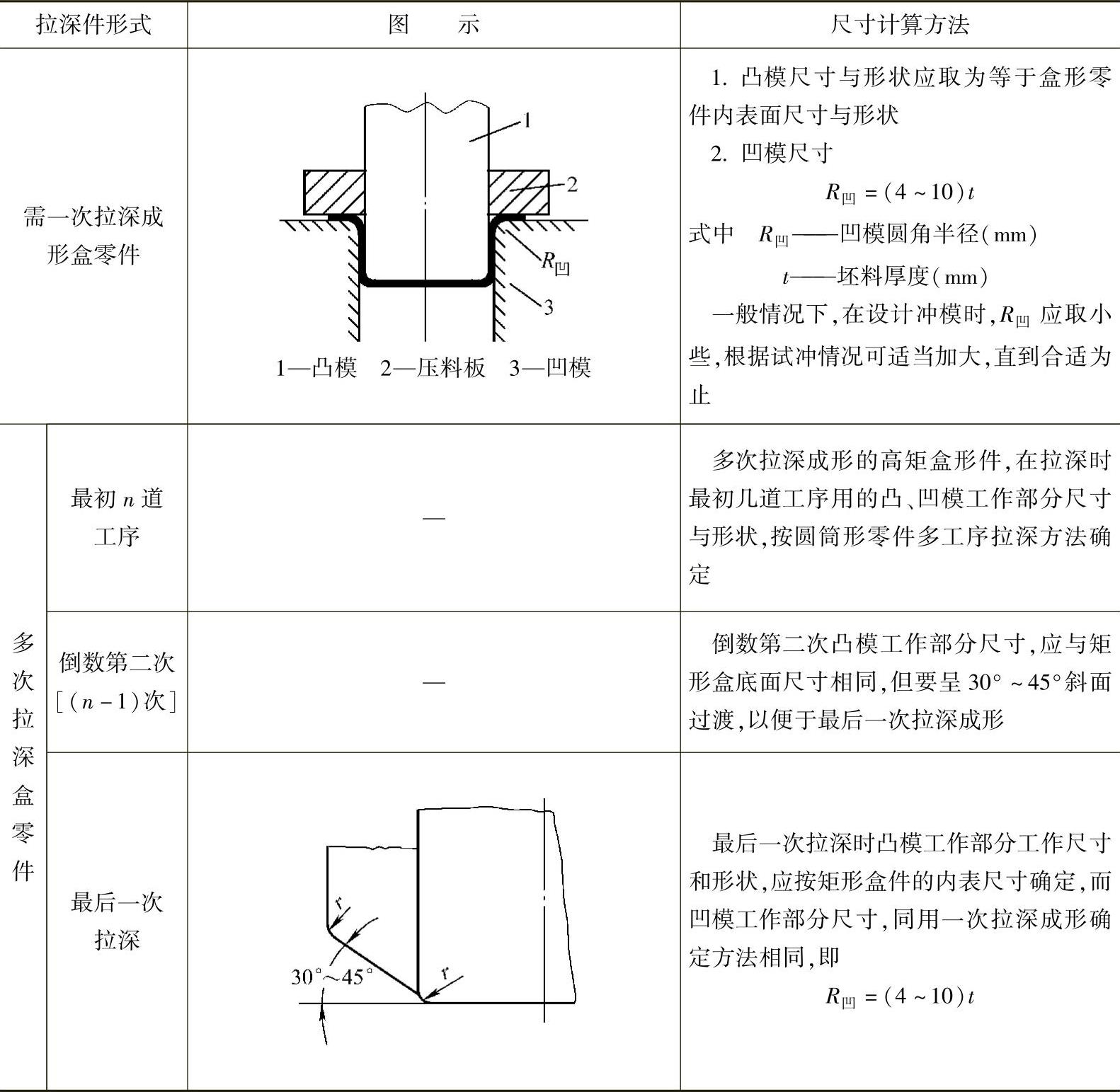
矩(方)形盒零件拉深凸、凹模工作部位尺寸计算见表2-80。
表2-80 矩形盒零件拉深凸、凹模尺寸计算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。