



拉深间隙是指拉深凹模洞口直径尺寸与拉深凸模直径尺寸差值的一半,一般用Z表示。如图2-16所示,其拉深间隙Z值大小为
式中 D凹——凹模直径(mm);
d凸——凸模直径(mm)。
拉深间隙的大小,对拉深工作有较大的影响。若选用的间隙过小,则不但会使拉深力加大,而且还会使拉深件壁部变薄,表面产生划痕影响制件尺寸精度。同时,过小的拉深间隙,又加大了模具与坯料的接触应力,易使模具磨损,降低模具使用寿命;若间隙选得过大,则在拉深过程中,校直作用会减小,易使制件洞壁弯曲,并成口大底小的锥形,使产品质量降低。因此,在设计与制造时,合理地选择拉深间隙,是确保拉深制品质量及提高模具使用寿命的重要因素之一。

图2-16 拉深间隙Z
1—凸模 2—凹模 3—压边圈
1.圆筒形零件拉深间隙确定
(1)计算法选取间隙
在选取凸、凹模间隙时,可按下式计算:
Z=t最大+Kt
式中 t最大——坯料最大厚度(mm),即t最大=t+Δ,其中Δ为坯料上偏差(mm);
t——坯料厚度的公称尺寸(mm);
K——坯料增厚系数,见表2-72。
表2-72 材料的增厚系数K
 (https://www.xing528.com)
(https://www.xing528.com)
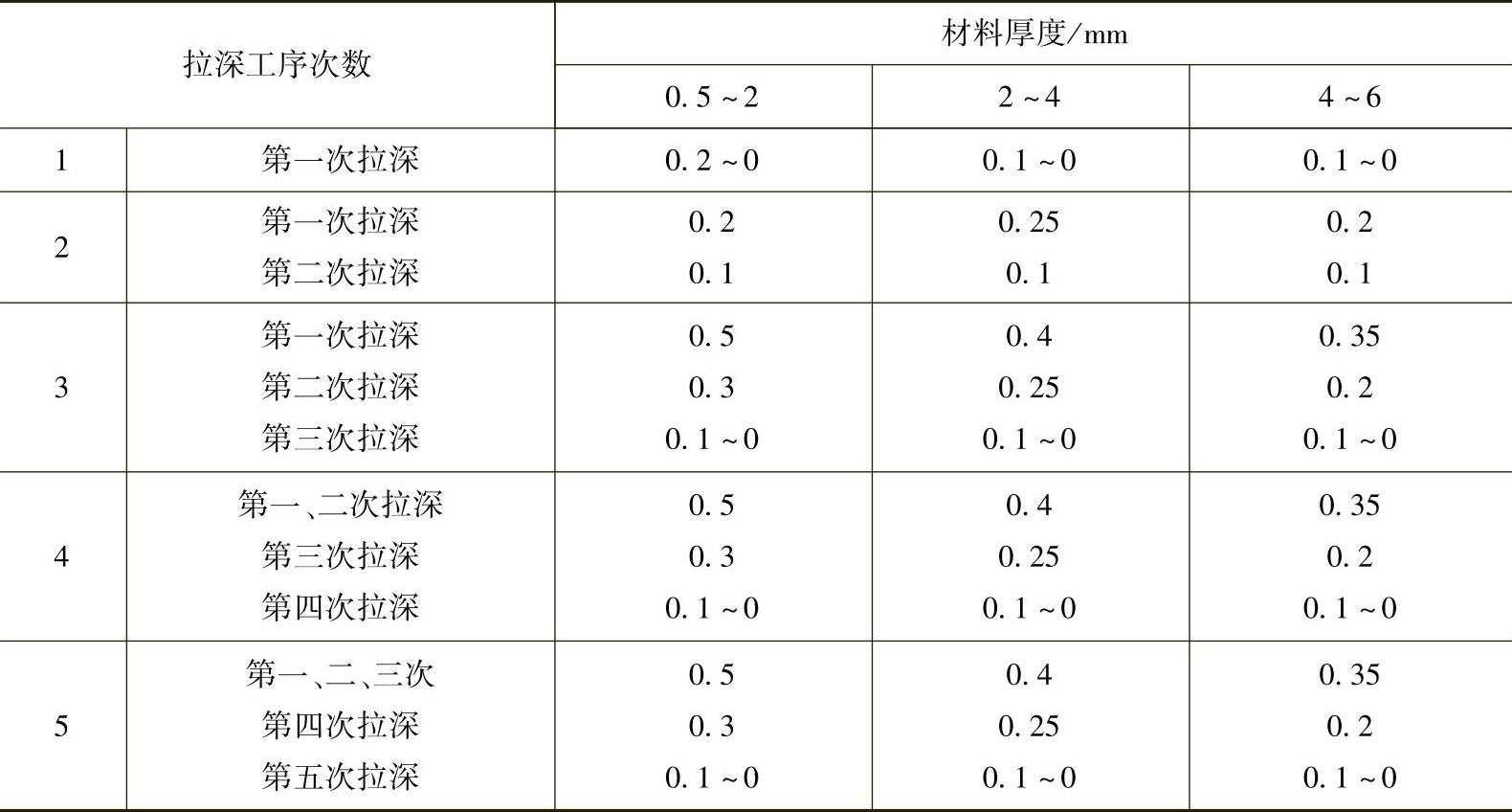
(2)经验法选取间隙
在实际生产中,可不经复杂的计算确定间隙,一般可按表2-73经验公式确定。
表2-73 拉深间隙经验确定法 (单位:mm)

注:t为材料厚度。
对于精度要求较高的制品零件,为使拉深回弹较小,有较好的表面质量。在拉深时可采用负间隙法拉深,即
Z=(0.9~0.95)t
式中 t——材料厚度(mm)。
(3)间隙选取方向
在确定拉深间隙时,若一次拉深成形或多次拉深时的最后一次拉深时,其间隙的选取方向是:
当拉深件要求外形尺寸时,间隙应由缩小凸模尺寸取向;若要求内形尺寸时,间隙应由扩大凹模尺寸取向。
在需多次拉深的中间拉深工序中,间隙的方向可在凸、凹模中任意取向。
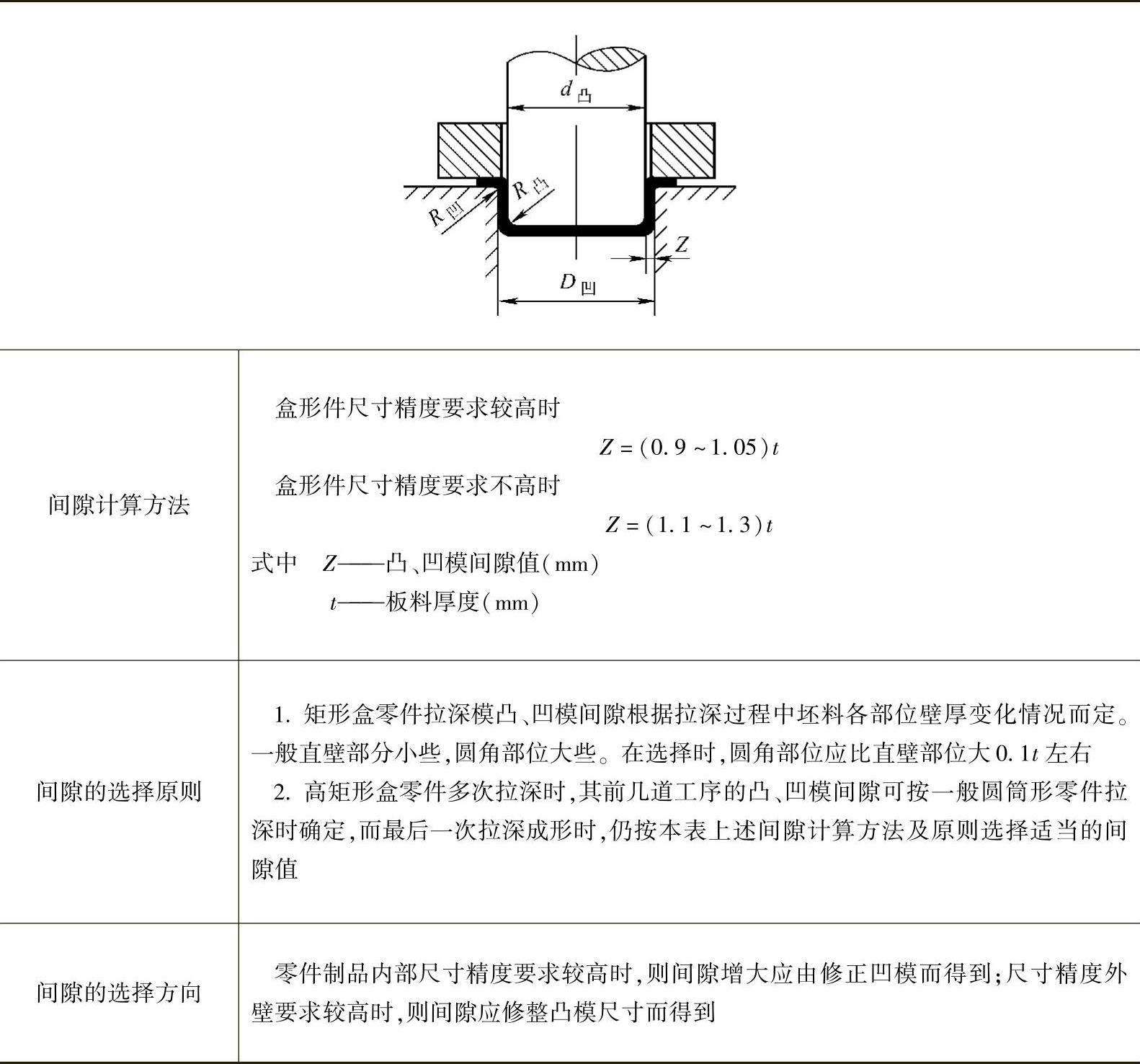
2.矩(方)形盒零件间隙确定
矩(方)形盒零件间隙应根据拉深过程中坯料各部位壁厚变化情况而定。其圆角部位的间隙可根据制品零件尺寸精度而选择。其选择确定方法见表2-74。
表2-74 矩形盒零件拉深间隙选择
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。