



【摘要】:待凸模随压力机滑块回升时,在卸料机构作用下,拉深好的制品零件即脱离凸模,而完成整个制品拉深过程。图2-14 拉深模工作过程1—凸模 2—压边圈 3—凹模 4—平板坯料 5—制品零件2.拉深工艺参数计算拉深工艺参数包括拉深系数、拉深相对厚度、相对拉深高度等。
1.拉深模成形制品零件工艺过程
拉深模成形制品零件工艺过程如图2-14所示。即坯料在拉深时,首先将其平板坯料4放在凹模3上并定好位置。待压力机滑块带凸模1下降时,平板坯料4同时受凸模压力与压边圈2的压力作用,迫使坯料进入凹模3洞口,最后随凸模不断下降,即将坯料在凹模洞口内拉深成所要求的开口空心状零件。待凸模随压力机滑块回升时,在卸料机构作用下,拉深好的制品零件即脱离凸模,而完成整个制品拉深过程。在拉深时,压边圈2始终将坯料压紧,以使其不发生偏移及失稳变形,从而保证了制件的质量。
在拉深过程中,由于凹模3洞口小于坯料直径,因此,坯料的一部分产生塑性流动而转移。这部分材料除一部分增加了制件高度外,另一部分则增加了筒壁的厚度。由此看来,整个拉深过程即是由于坯料受力所引起的金属内部互相作用,使金属每一个微小单元之间都产生内应力。板料即在内应力作用下,发生应力改变而使材料产生塑性变形,使得板料不断地被下降的凸模拉入凹模洞口内,最后形成所要求的与凸、凹模形状相应的开口空心零件。
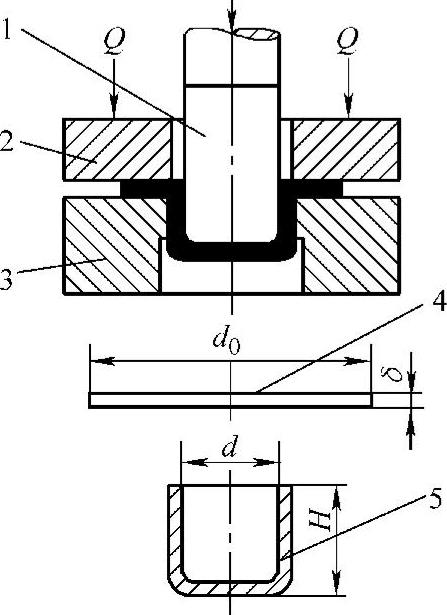
图2-14 拉深模工作过程
1—凸模 2—压边圈 3—凹模 4—平板坯料 5—制品零件
2.拉深工艺参数计算
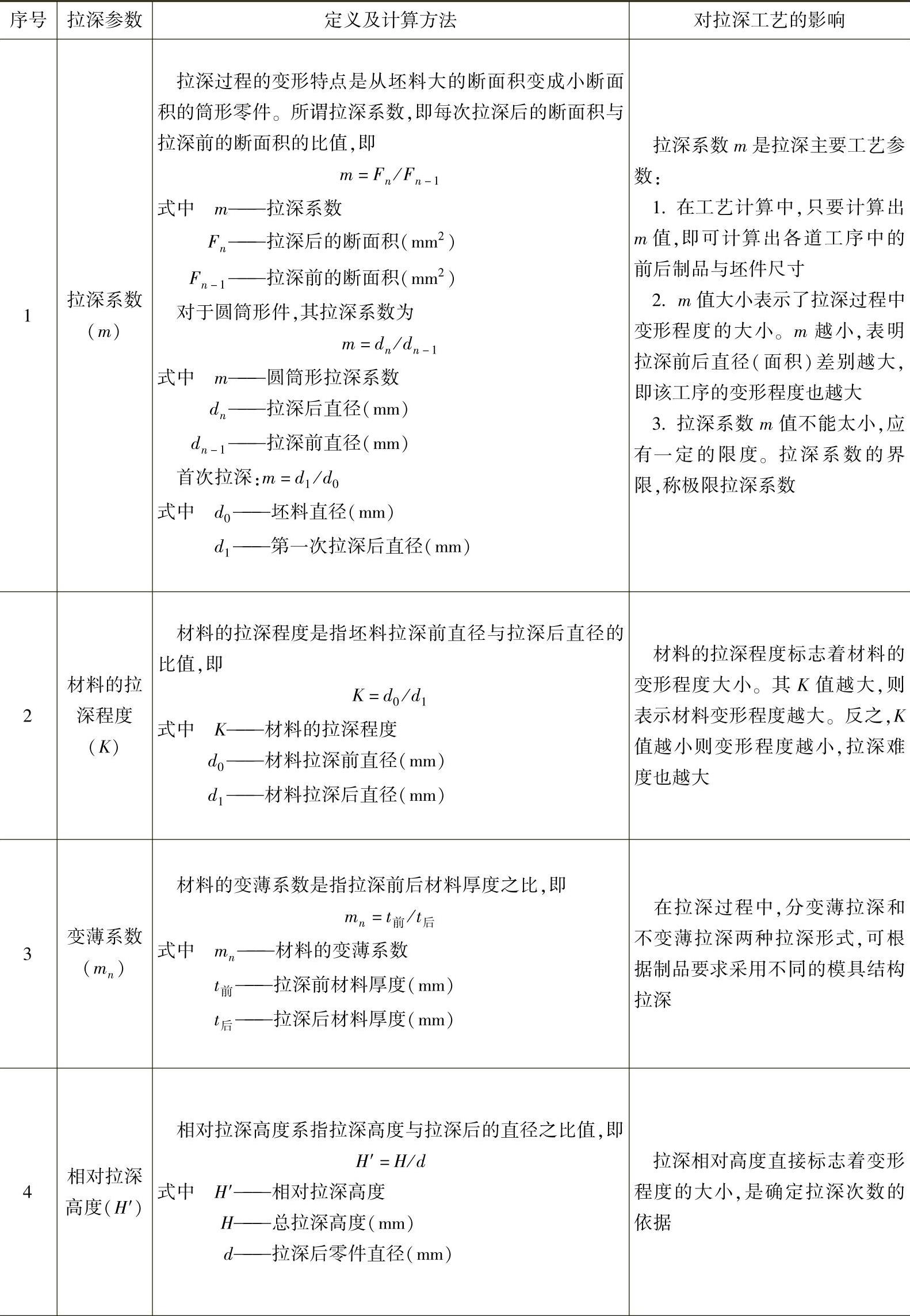
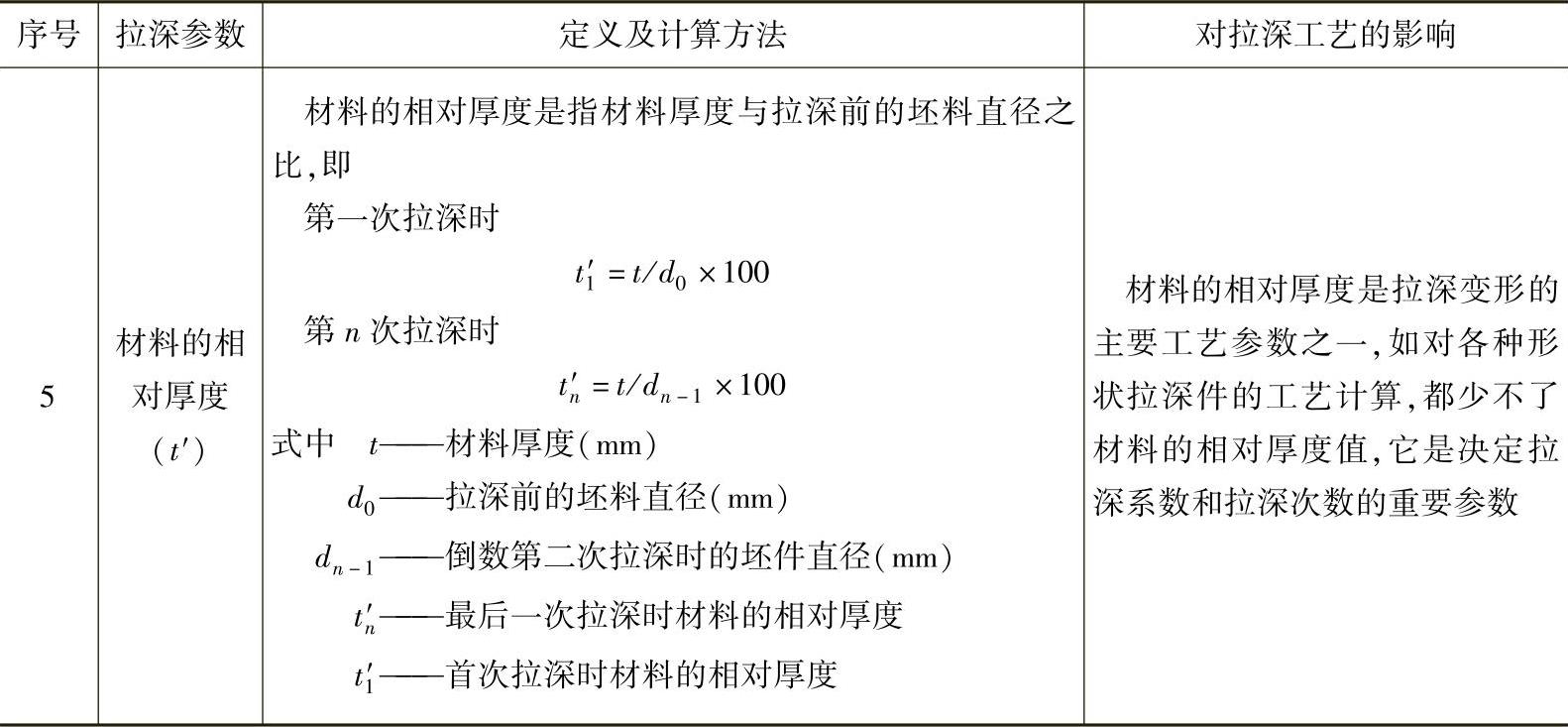
拉深工艺参数包括拉深系数(m)、拉深相对厚度、相对拉深高度等。这些工艺参数对拉深工艺影响很大。设计拉深模时,计算、确定这些拉深参数,对拉深次数的确定以及拉深变形程度、拉深模结构的选择、各道拉深工序坯料尺寸大小都有直接关系。其参数的意义及计算方法参见表2-51。(https://www.xing528.com)
表2-51 拉深工艺参数的计算方法
(续)
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。