



【摘要】:弯曲工序的安排应根据制品形状、精度等级、生产批量、材料性能等因素进行综合考虑和确定。合理安排弯曲工序,可以简化模具结构,提高制品质量和生产率。形状复杂的弯曲件形状复杂的弯曲件一般要采用两次或两次以上多次弯曲成形,并正确选择弯曲顺序。大批量小尺寸弯曲件对于大批量小尺寸弯曲件,应尽量采用复合或连续弯曲,即尽量设计成复合模或连续模,以保证其弯曲精度,提高工效。
弯曲工序的安排应根据制品形状、精度等级、生产批量、材料性能等因素进行综合考虑和确定。合理安排弯曲工序,可以简化模具结构,提高制品质量和生产率。弯曲件工序安排的方法与原则是:
(1)形状简单的弯曲件
形状简单的弯曲件,如V形、 形、L形、
形、L形、 形、Z形等,一般可采用一次弯曲成形。其特点是:坯料定位和操作方便、弯曲质量好,能保证弯曲精度。但所需要的模具结构比较复杂,成本一般较高。
形、Z形等,一般可采用一次弯曲成形。其特点是:坯料定位和操作方便、弯曲质量好,能保证弯曲精度。但所需要的模具结构比较复杂,成本一般较高。
(2)形状复杂的弯曲件
形状复杂的弯曲件一般要采用两次或两次以上多次弯曲成形,并正确选择弯曲顺序。其安排原则是:弯曲时应先弯外角后弯内角,前次弯曲必须要考虑后次弯曲能有可靠的定位,而后序弯曲不能影响前次弯曲的形状。图2-6是各类制品零件弯曲方法,供设计时参考。
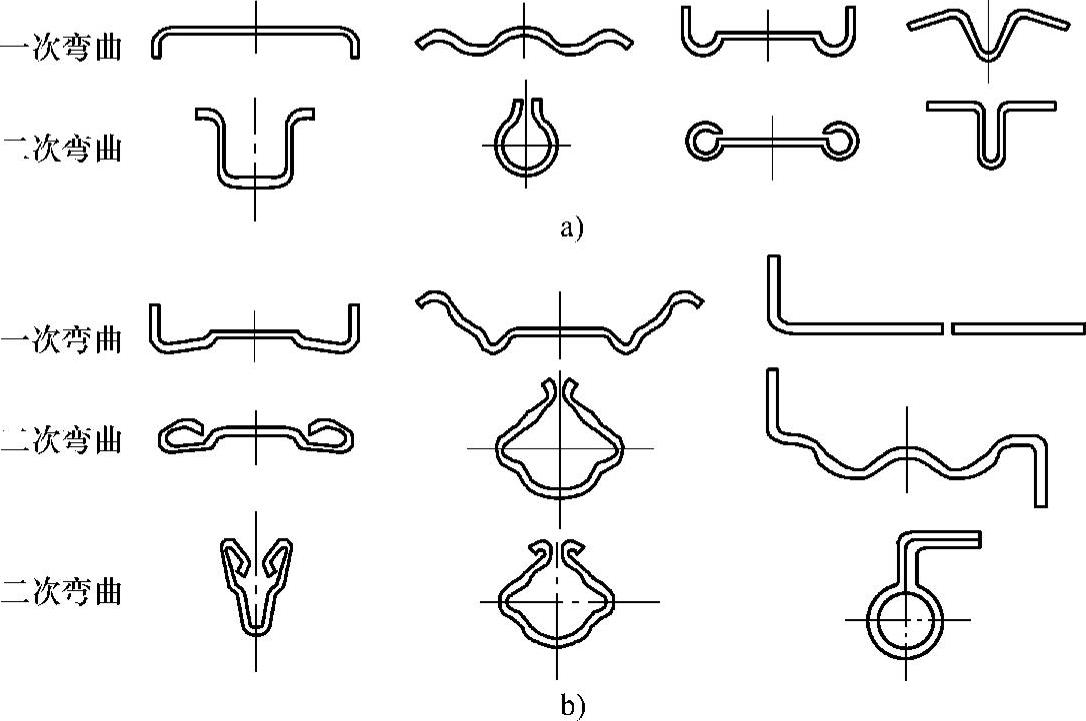
图2-6 多次弯曲成形零件
a)两次弯曲 b)两次及两次以上的弯曲
(3)单面不对称零件(https://www.xing528.com)
对于单面不对称几何形状零件(图2-7),应采用先对称弯曲形成双件后,再在中间切开的方法形成单件。这样可以在冲压加工时容易定位,并且受力均匀,如图2-7所示的零件。
(4)大批量小尺寸弯曲件
对于大批量小尺寸弯曲件,应尽量采用复合或连续弯曲,即尽量设计成复合模或连续模,以保证其弯曲精度,提高工效。如图2-8所示的零件弯曲。
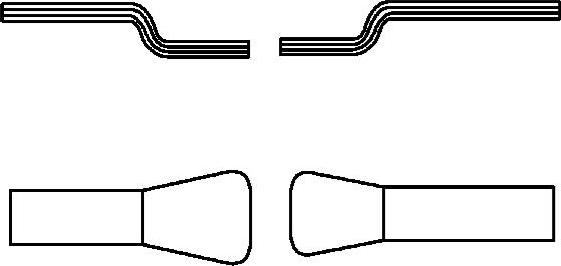
图2-7 对称弯曲成形后再切开

图2-8 连续弯曲成形
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。