



冲裁工艺力是指在冲模使用时所需的冲裁力和附加力(卸料力、推件力、顶件力)的总和。在冲模设计时,计算和确定冲裁工艺力的目的,一是依据工艺力的大小而选用冲压设备,即压力机的吨位大小;二是通过冲裁力的计算,可对冲模主要受力零件,如凸、凹模、垫板等进行强度校核,以及对卸料零件及装置进行合理选择,以保证所设计的冲模安全性。
(1)冲裁力的计算
冲裁力是指在冲裁过程中,通过冲模使板料分离所需的最小压力。其计算方法为:
P=1.3KLtτ
式中 P——冲裁力(N);
K——修正系数,对于平口剪刃,K=1;对于斜刃口,当α≥4°时,K=0.4~0.7;
L——冲裁件的周边总长度(mm);
t——冲裁件材料厚度(mm);
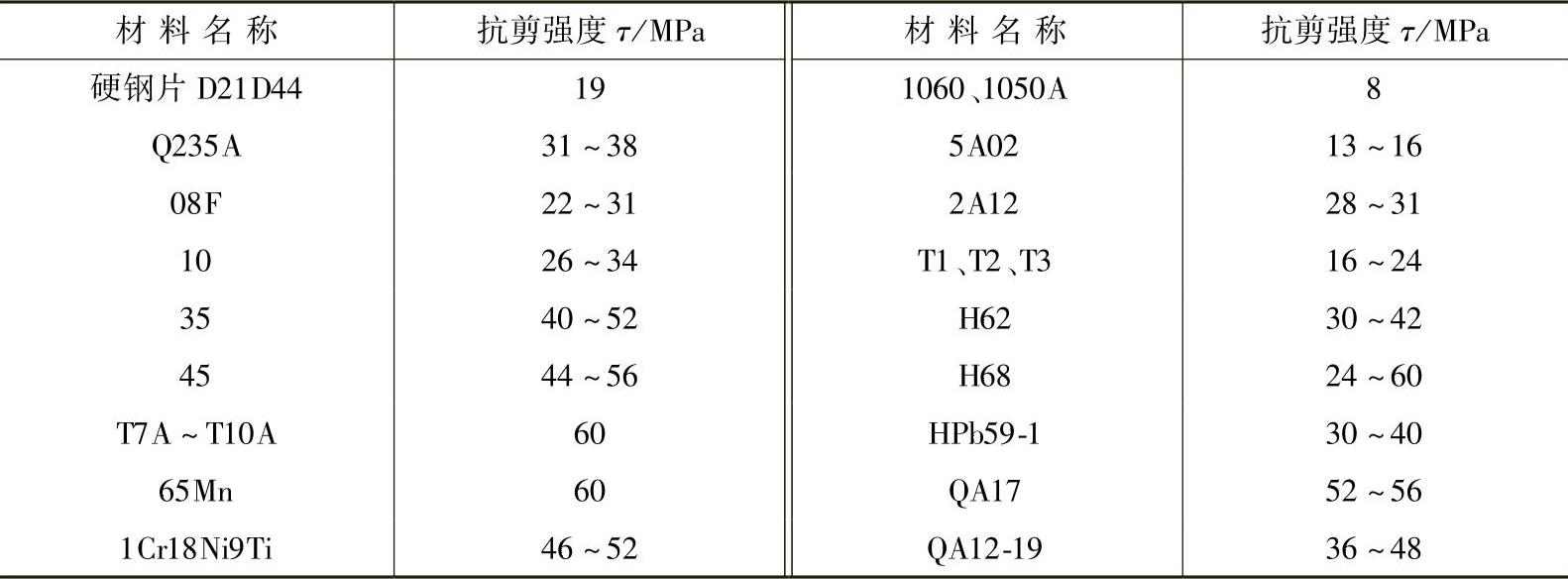
τ——材料的抗剪强度(MPa),见表2-32。
表2-32 材料的抗剪强度τ
(2)推件力的计算
推件力是指在落料与冲孔时,由于材料的弹性变形,使冲下的制品或废料卡在凹模洞孔中后,能将其从凹模中推出所需的力。其计算方法为:
P推=n·K推·P
式中 P推——推件力(N);
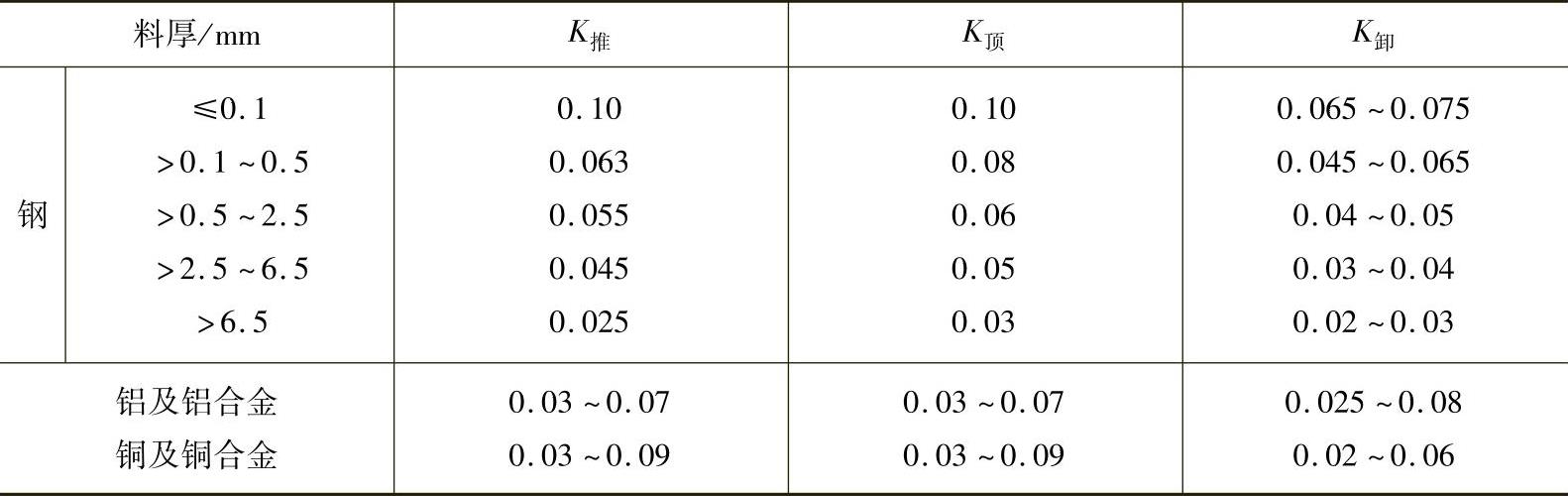
K推——推件力系数,见表2-33;
P——冲裁力(N);
n——同时卡在凹模内的制品数量。
(3)顶件力计算(https://www.xing528.com)
顶件力是指在冲裁过程中,从凹模内沿着与凸模运动相反方向,将制件或废料顶出所需的力。其计算方法为:
P顶=K顶·P
式中 P顶——顶件力(N);
P——冲裁力(N);
K顶——顶件力系数,见表2-33。
(4)卸件力计算
卸件力是指在冲裁时,将留在凸模上的条料或制品卸出模外所需的力。其计算方法为:
P卸=K卸·P
式中 P卸——卸料力(N);
K卸——卸料系数,见表2-33;
P——冲裁力(N)。
表2-33 K卸、K推、K顶值
(5)冲裁模总工艺力
冲裁模总工艺力是指冲裁力及卸料力、推件力、顶件力的总和,即
P总=P+P推+P卸+P顶
不同的冲裁模,其P卸、P顶、P推并不同时存在,设计者在计算时应根据模具结构确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。