



1.冲裁排样的原则及方法
在冲模设计过程中,排样是一项很重要的设计过程。所谓排样即是指将所要冲压的制品零件在条料、卷料或坯料上的位置排列及布置方法。零件的排样是否合理,直接关系到被冲材料的有效利用和冲压制品的成本。这是因为在冷冲压生产中,制品零件材料的费用一般要占整个零件成本费用的60%~80%。因此,合理的排样是降低冲压件成本、提高材料利用率、简化模具结构、提高冲模耐用度的有效措施。
(1)确定合理排样的原则
在排样时,要遵守下述原则:
1)材料利用率要高。材料的利用率可按下式计算:
K=na/A×100%
式中 K——材料的利用率(%);
n——材料上的制品数量;
a——单个制品面积(mm2);
A——条料总面积(mm2)。
即在排样时,可采用多种方案进行排样,分析对比后,最终确定出利用率最高的方案。
2)要根据生产批量大小进行排样。当生产批量较大时,应采用多排式混合排样,即一次可冲几个制品零件,以提高生产率。
3)要注重模具结构的复杂性。在排样时不仅要考虑材料利用率和批量大小,还要兼顾模具的复杂性及制造加工的难易程度和可能性。如单排排样,模具体积小,结构简单,容易加工制造。但生产批量较大时,其经济性较差,成本较高,还是采用多排排样为好。
(2)确定合理排样的方法
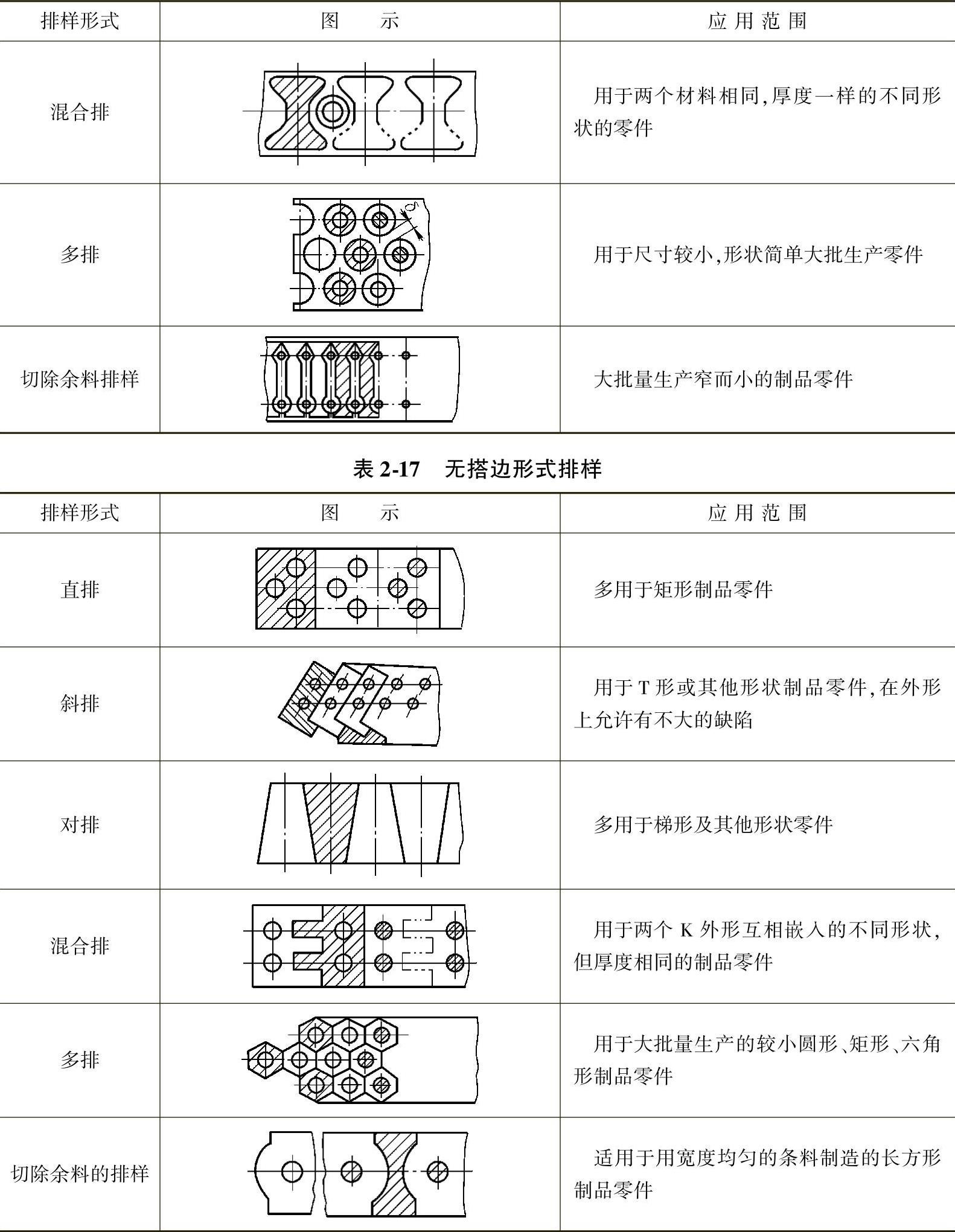
排样分有搭边排样、少搭边排样及无搭边排样三种方法。在确定排样时,可按制品零件的形状,用纸片剪成5~10个样件,在纸面上摆出各种不同的排样方案,从中确定一个废料最少的排样,作为合理的排样方案。但对于精度要求较高的复杂制品零件,一般不能单纯以考虑材料利用率,还应考虑到批量、模具结构等多种因素来确定合理排样形式。表2-16、表2-17列出了各种排样形式,供排样时参考。
表2-16 有搭边排样形式
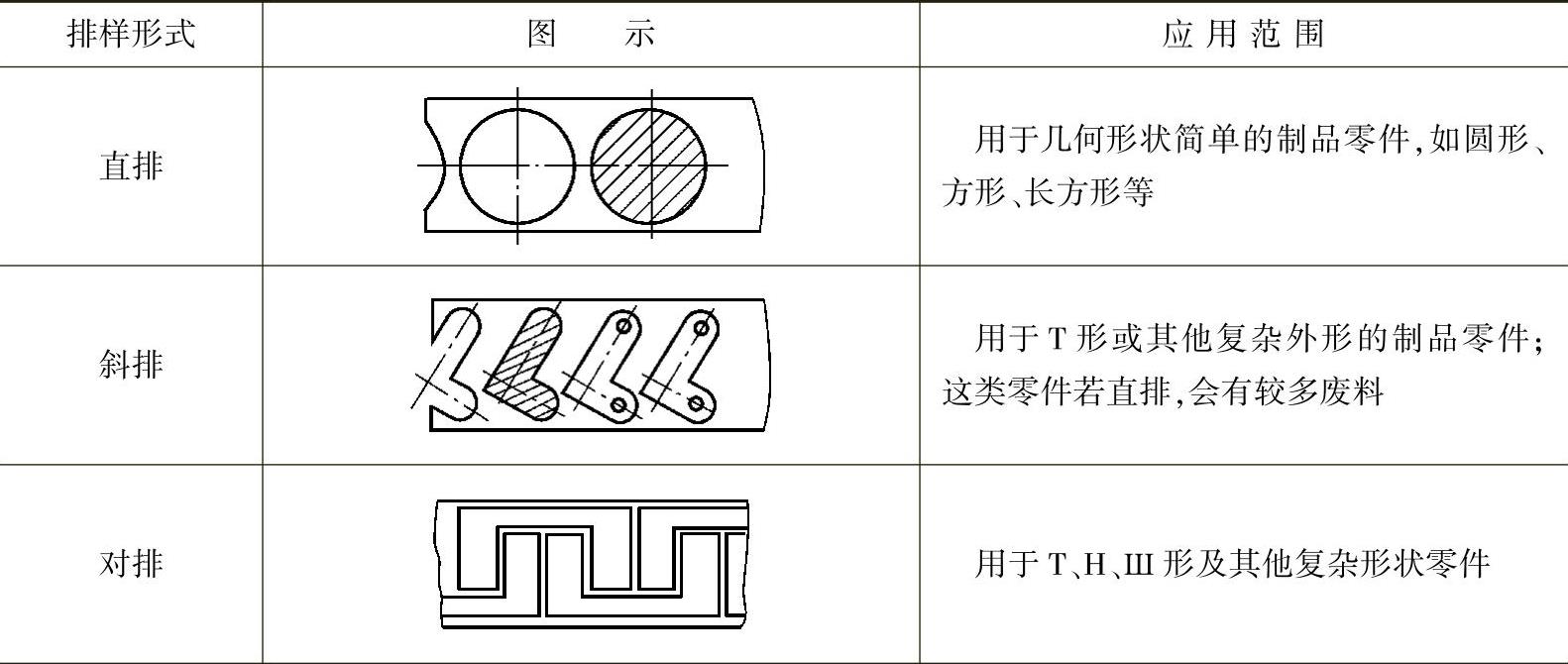
(续)
(3)排样注意事项(https://www.xing528.com)
1)在排样时,如果采用无搭边排样,即条料的宽度就是工件某尺寸时,其所能达到的尺寸精度就是条料的剪裁精度。故在制定工艺规程时,应充分注明条料剪裁精度要求,一般应采用斜刃剪裁裁料。
2)对于弯曲、拉深等成形件坯料的排样,一定要注意板料轧制纤维方向,以防止弯曲类零件在弯曲时开裂。
3)当余料尺寸较大又无法避免时,应尽可能保证余料的完整性,以可供其他同材料、同厚度零件冲裁使用。
4)排样时,其排数不应太多。对于小型零件不宜超过三排,大中型零件最好采用单排,以防止条料加宽,增加模具制作的复杂性。
2.最小搭边值的选择
在进行冲裁排样时,制品与制品之间、制品与条料边缘之间的板料称为搭边。搭边是用来补偿冲压过程中条料定位的误差,以保证条料具有一定的刚性,保证送料方便和制件质量。由于搭边是废料,故搭边值不宜选的过大,但选得过窄又会引起冲压过程中搭边断裂或翘曲,从而造成啃模,而影响冲压正常进行。
(1)选择搭边的原则
1)制品的外形越复杂,圆角半径越小,则搭边及边距值应选得越大。
2)制品投影面越大,其搭边及边距值也应随之增大。
3)材料的厚度越大,其搭边、边距也应随之增大。
4)材料的机械强度与硬度越高,则选择的搭边及边距值应越小;而材料塑性较好时其搭边及边距应随之增大。
5)送料和挡料的方式能确保准确时,其搭边及边距可适当减小,反之应加大。
6)钢制模具比橡胶冲裁模搭边值要小些。
(2)搭边值选择方法
合理的冲裁最小搭边及边距值可参考表2-18所列数值选取。
表2-18 冲裁合理搭边值 (单位:mm)
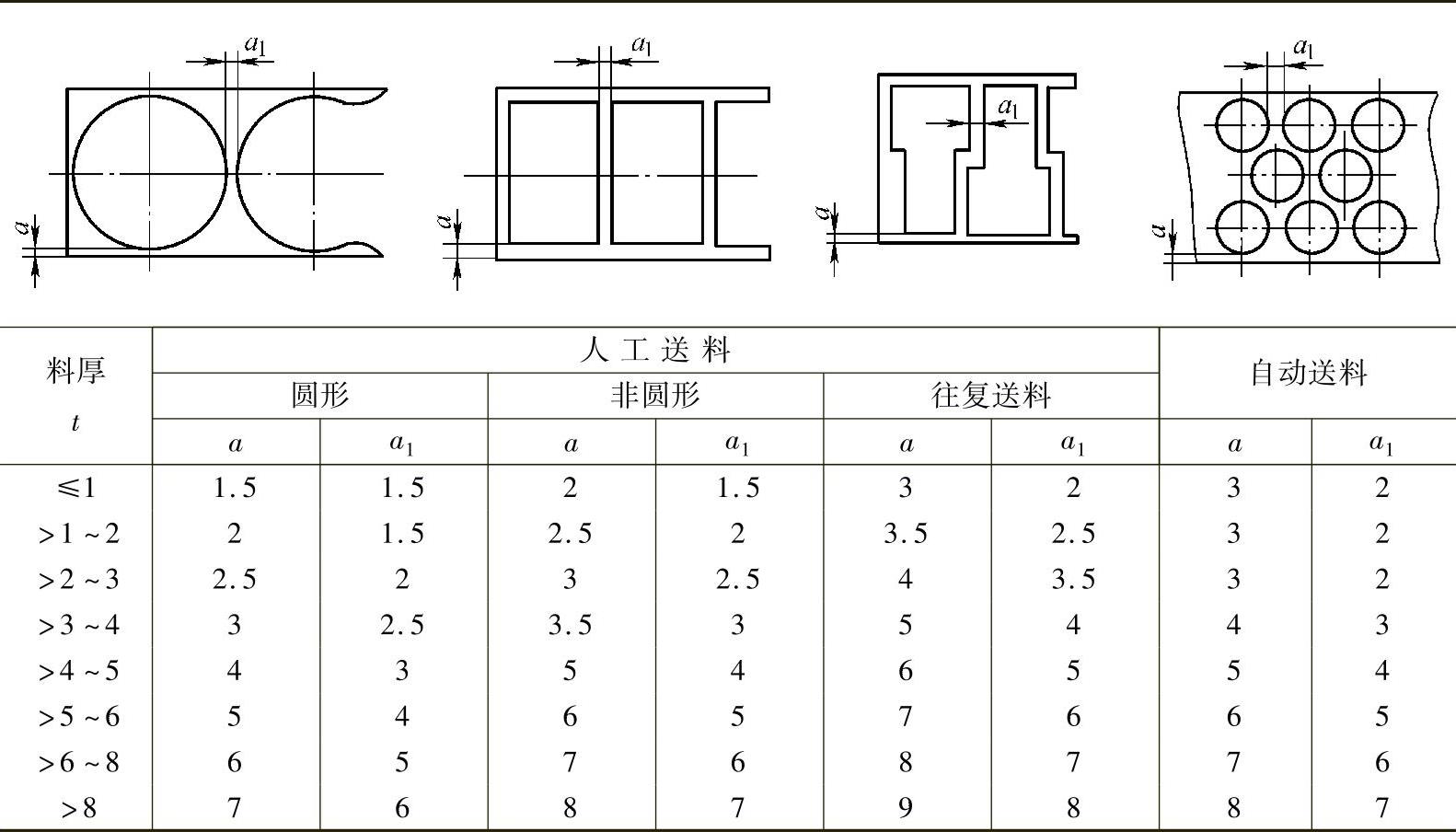
注:非金属材料(皮革、纸板、石棉等)的搭边值应比表中值大1.5~2倍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。