



1.冲裁件工艺性审核的目的
冲裁件的工艺性是指冲裁件产品对冲压工艺的适应性,亦即冲裁件的形状结构、尺寸大小、尺寸公差与尺寸基准等是否符合冲裁加工的工艺要求。在设计冲模前,对制品零件工艺性审核及分析有着十分重要的实际意义。这是因为良好的冲裁工艺性能使材料消耗少,工序数目少,使用的模具结构简单而且耐用度高,并且容易加工制作。所以,在进行冲模设计前,一定要认真分析所要冲压加工的制品零件的结构形状、尺寸及精度、所使用的材料等诸方面是否符合冲裁工艺要求,从而确定能否采用冲裁加工的可能性。
2.冲裁件工艺性审核方法
冲裁件的工艺性主要应从以下几方面进行审核:
(1)冲裁件的结构形状
冲裁件的形状应力求简单、对称,尽可能为圆形、方形、矩形或有规则的几何形状。要避免冲裁件上出现过长的悬臂或窄槽,否则会使模具结构复杂,减少寿命;也给维修、制造带来困难。若因使用要求必须有悬臂、窄槽及孔,也应符合表2-6中所规定的要求。
表2-6 冲裁最小悬臂窄槽及孔尺寸
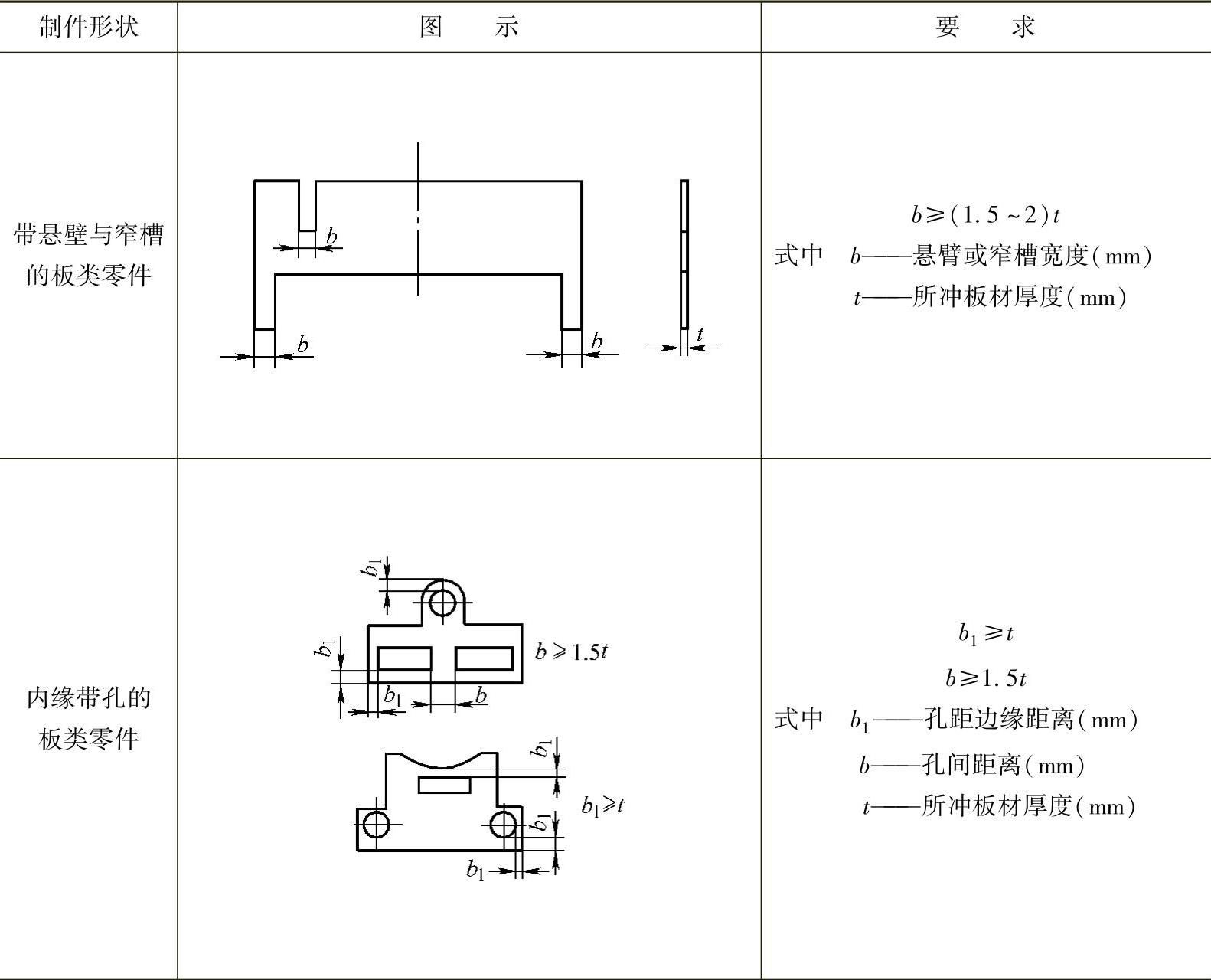
(续)

(2)最小冲孔尺寸
为防止冲裁时由于凸模细小被折断或压弯,其冲压件的冲孔尺寸不能太小。若用一般冲孔模,则可以冲压的孔最小尺寸值见表2-7;若凸模采用护套保护,可冲孔的最小尺寸值见表2-8。
表2-7 用普通冲孔模冲孔的最小尺寸
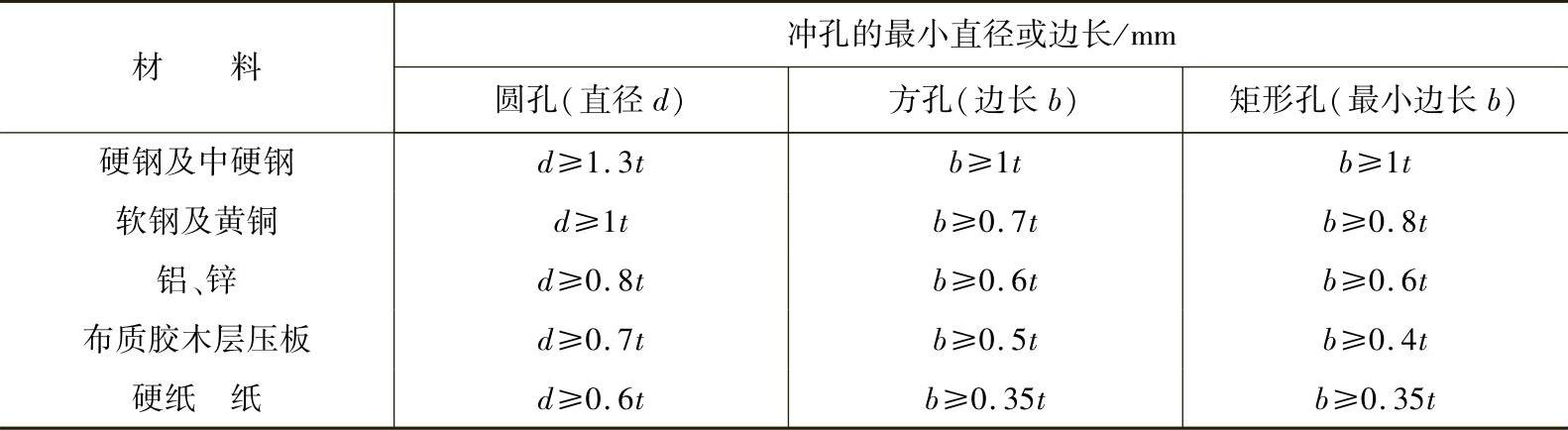
注t—材料厚度,
表2-8 带保护套凸模冲孔最小值

注:t—材料厚度。
(3)最小圆角半径
冲裁件各直线或曲线的连接处要有适当的圆角过渡,避免尖角,以防在冲模中造成应力集中,而使模具过早损坏。其圆角最小半径值见表2-9。
表2-9 冲裁件所允许的最小圆角半径值 (单位:mm)(https://www.xing528.com)
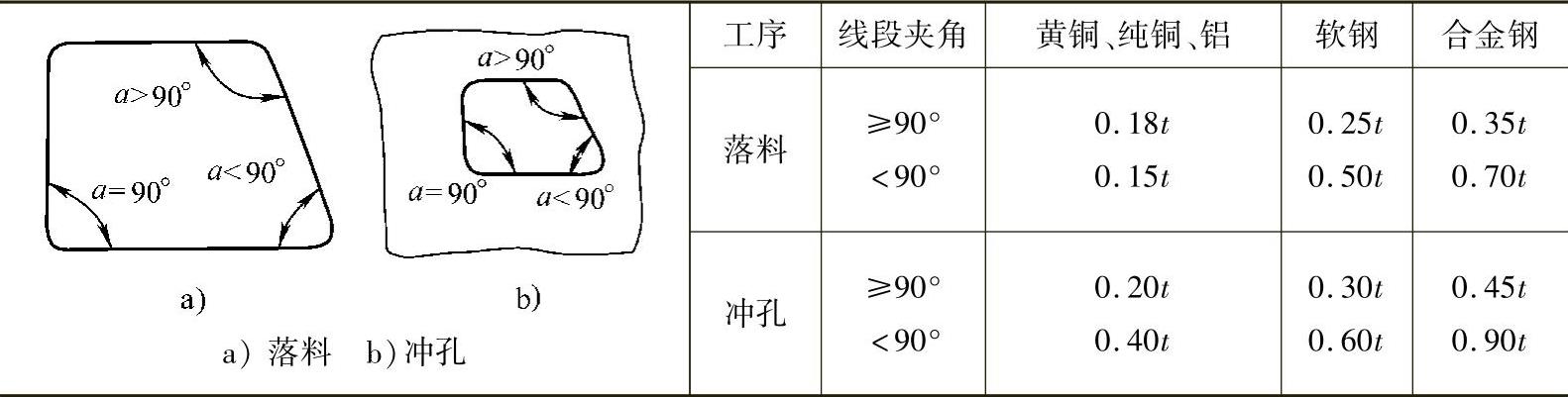
注:t—材料厚度(mm);当t﹤1mm时,均按t=1mm计算。
(4)冲裁件上的尺寸精度
冲裁件上的尺寸精度一般要求不能太高,太高的尺寸精度会给模具制造带来困难。一般金属冲裁件的内外形尺寸精度为IT12~IT14。在审核时,若采用普通冲裁,其冲裁件的尺寸精度不能超过表2-10~表2-14的数值。
表2-10 冲裁件外形及内孔尺寸公差 (单位:mm)
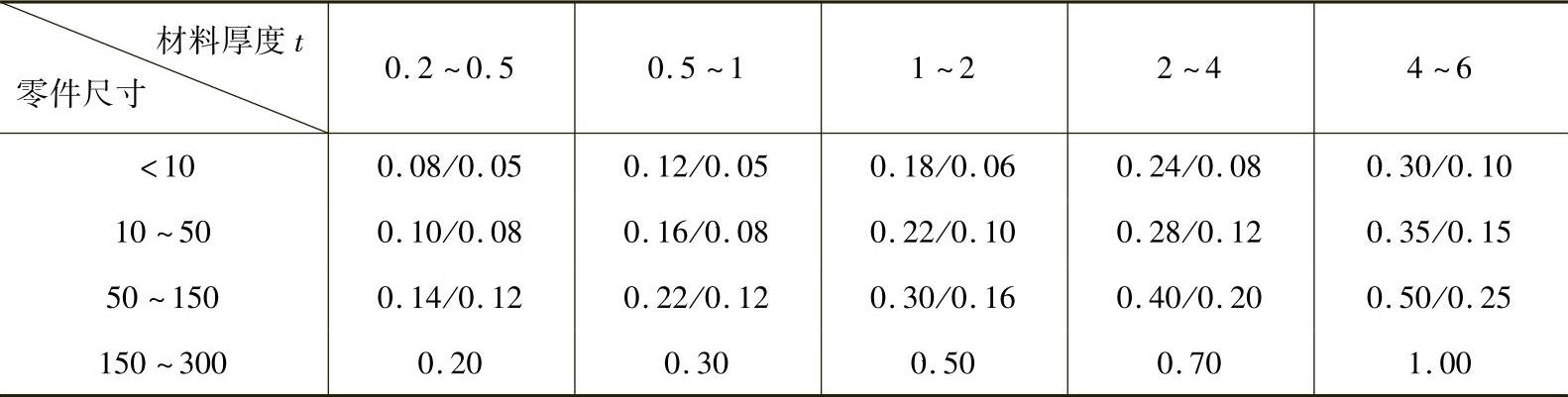
注:表中分子为外形的公差值,分母为内孔的公差值。
表2-11 冲裁件孔中心距极限偏差 (单位:mm)
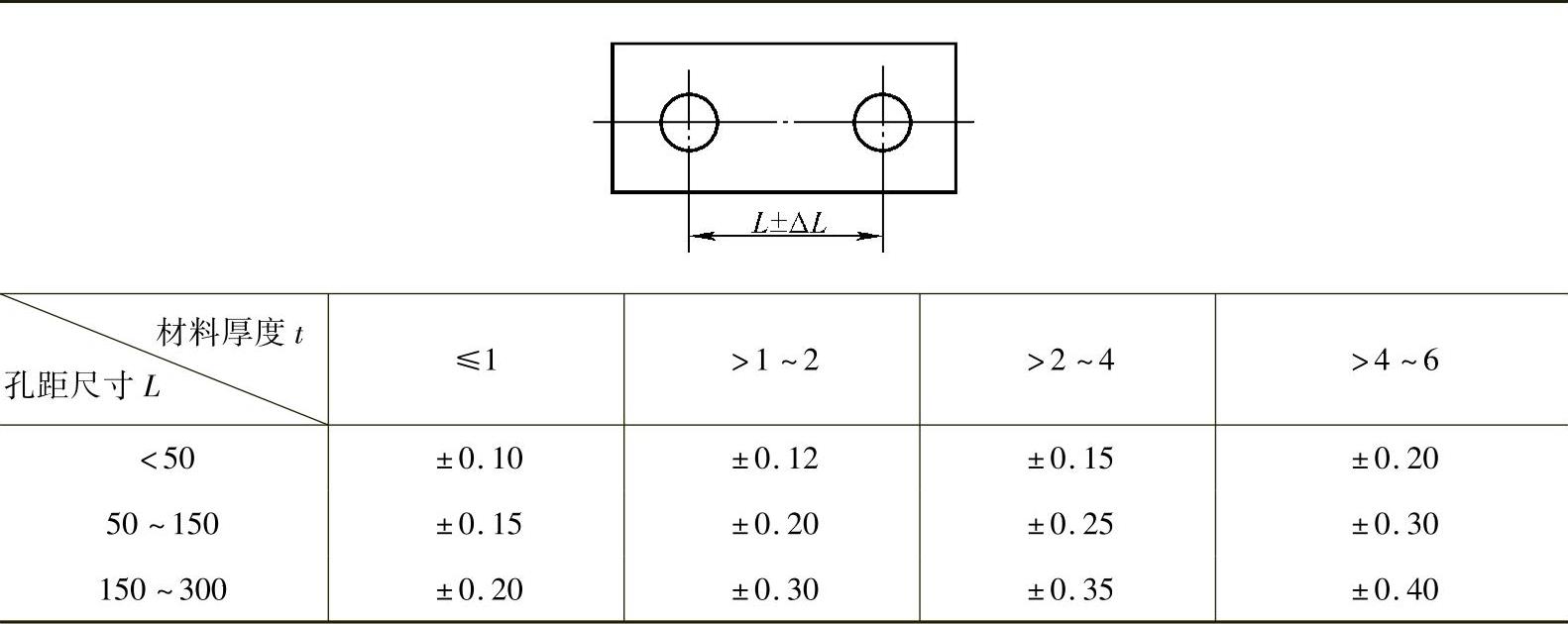
表2-12 孔中心与边缘距离偏差 (单位:mm)
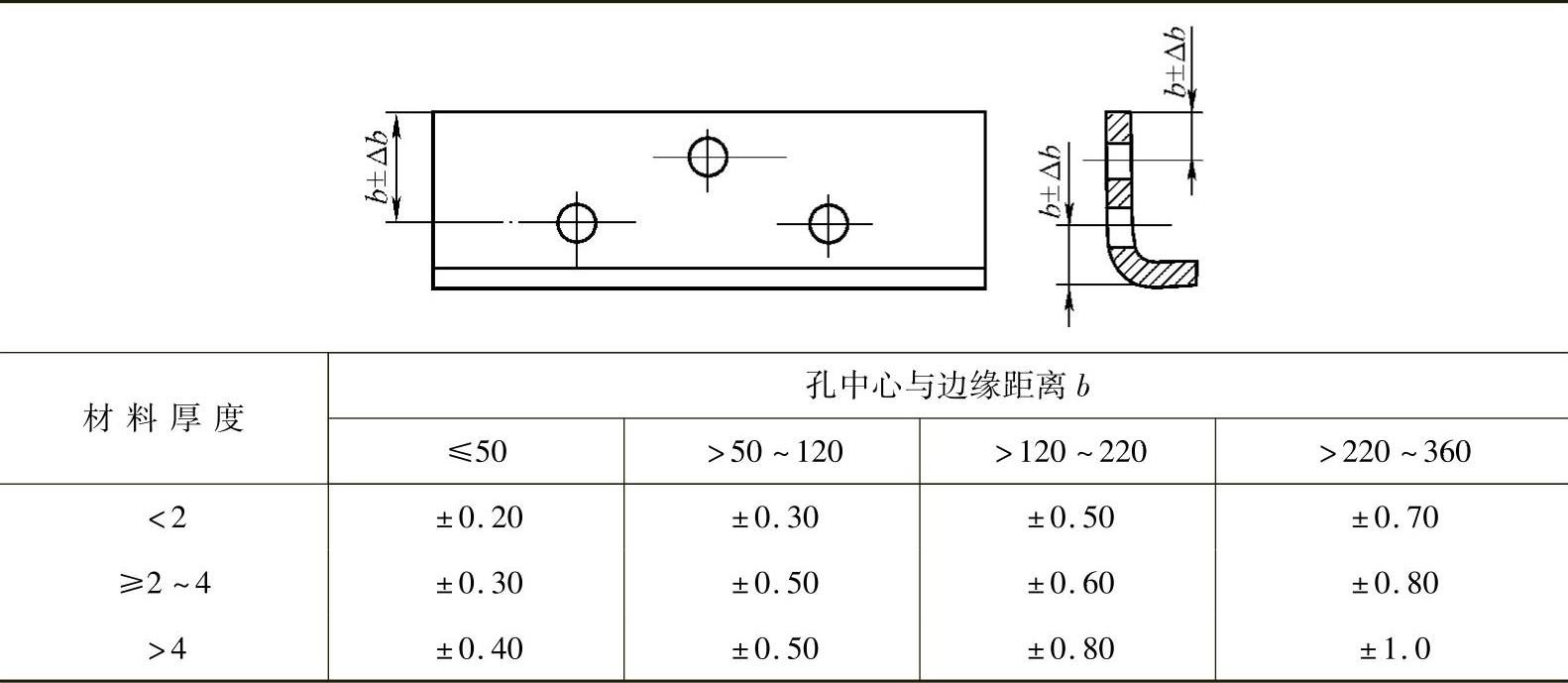
注:本表适用于落料后再进行冲孔的情况。
表2-13 非金属板料冲裁件内、外形尺寸偏差 (单位:mm)

表2-14 非金属冲裁件孔距及孔边距尺寸极限偏差 (单位:mm)

(5)冲裁件断面质量
冲裁件断面(剪切面)表面粗糙度要求不能超过表2-15的数值。若超过表中数值,只能采用精密冲裁或在普通冲裁后加整修工序。
表2-15 普通冲裁断面表面粗糙度

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。