



【摘要】:在冲压生产中,用来将金属或非金属板材相互分离的过程称为冲裁,其所使用的冲模称为冲裁模。使由凸模与凹模组成的刃口切下的制品零件与板料分离,完成整个冲裁工艺过程。图2-2 冲裁工艺过程1—工作台 2—凹模 3—板料 4—凸模 5—压力机滑块2.冲裁模典型结构形式冲裁模典型结构形式见表2-5。表2-5 冲裁模典型结构形式(续)(续)(续)
在冲压生产中,用来将金属或非金属板材相互分离的过程称为冲裁,其所使用的冲模称为冲裁模。冲裁模按其工序性质不同,主要可分为落料模、冲孔模、切边模、切口模、整修模等。
1.冲裁模成形制品零件工艺过程
利用冲裁模加工制品零件的冲裁工艺过程如图2-2所示。即由凸模4与凹模2组成的冲裁模分别安装在压力机滑块5及工作台1上,而凸模与凹模组成一对上、下刃口。冲裁时,将被冲板料3首先放在凸、凹模之间。当开动压力机时,凸模便随压力机滑块5下降并与板料3接触。待压力机的滑块继续下降给以凸模压力,则板料即在凸、凹模组成的刃口间发生塑性变形直至最后分离,形成制品及余料,而完成整个冲裁过程。待压力机滑块回升时,将板料再送进凸、凹模之间,等待第二次冲裁。这样反复依此下去,即可实现冲裁批量生产工作。
在冲裁过程中,板料分离过程大致可分为三个阶段,即弹性变形阶段、塑性变形阶段、最后为开裂阶段。使由凸模与凹模组成的刃口切下的制品零件与板料分离,完成整个冲裁工艺过程。
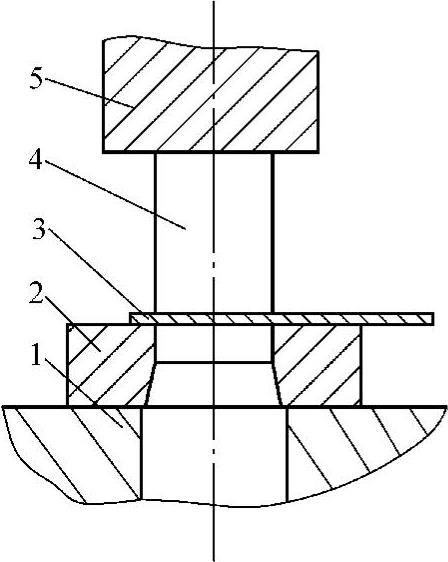
图2-2 冲裁工艺过程
1—工作台 2—凹模 3—板料 4—凸模 5—压力机滑块
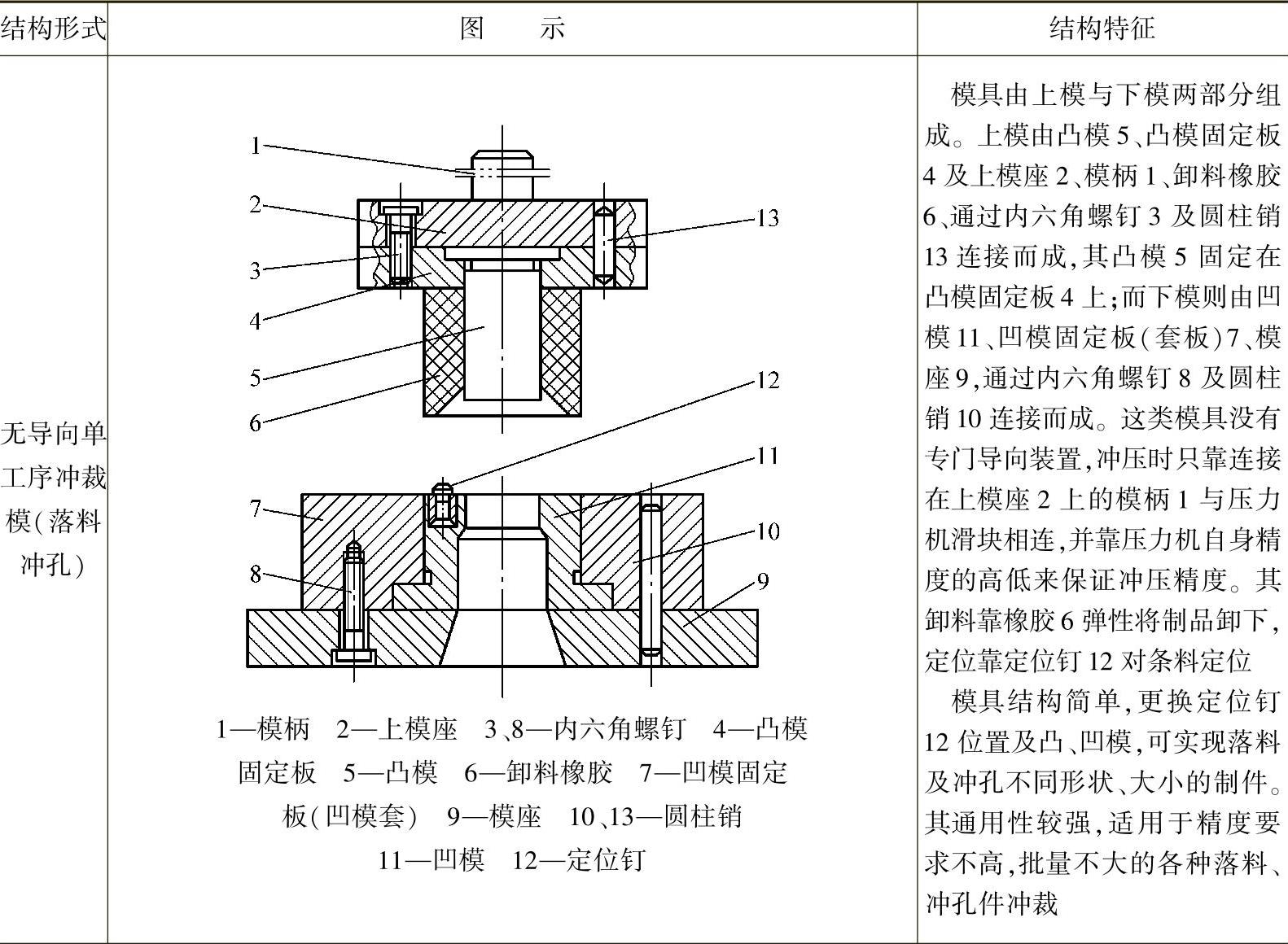
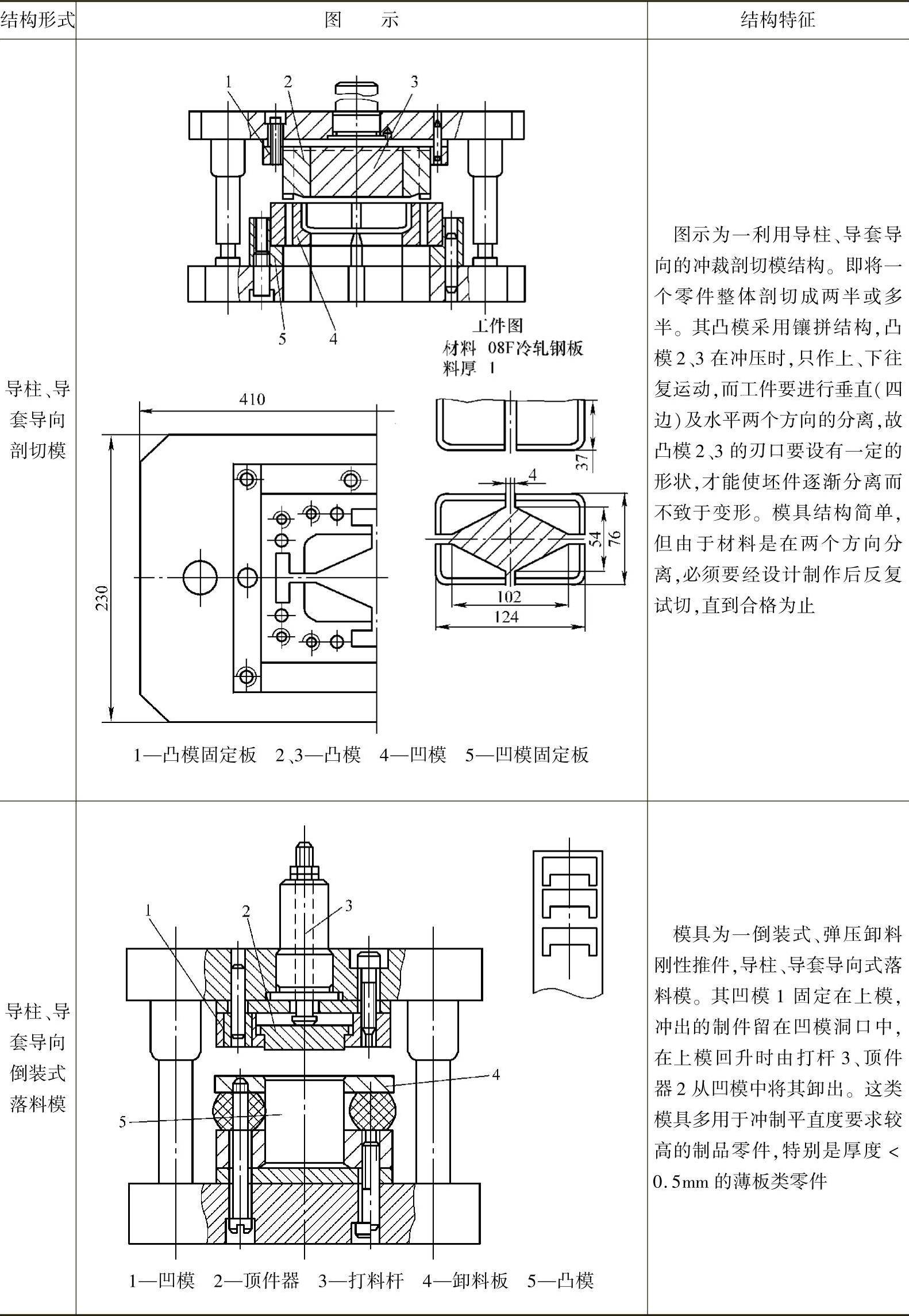
2.冲裁模典型结构形式
冲裁模典型结构形式见表2-5。(https://www.xing528.com)
表2-5 冲裁模典型结构形式
(续)

(续)

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。