



【摘要】:根据表7-3和表7-5的计算结果,得出磨削表面温度在磨削接触弧长方向的分布情况,如图7-1所示。图7-2 磨削表面下不同深度的温升与距表面深度的关系曲线表7-2 传入工件的平均热源强度计算表7-3 均布热源情况下工件表面温升表7-4 均布热源情况下工件不同深度各点温升表7-5 三角形热源情况下工件表面温升表7-6 三角形热源情况下工件不同深度各点温升
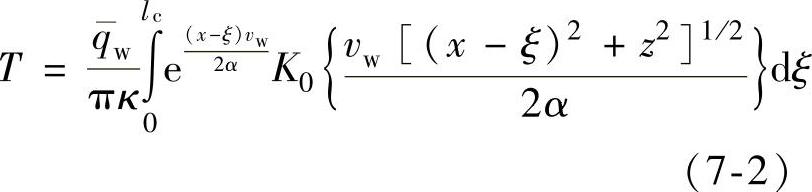
根据本书2.4节的分析,平面磨削温度场可通过下式计算

式中 K0[u]——零阶二类修正贝塞尔函数;
q(ξ)——热源热流密度分布函数;
κ——工件材料的导热系数;
α——工件材料的热扩散系数;
v——热源移动速度;
lc——热源与工件的接触长度。
在上述基本模型中,若假设热源为均匀分布则
考虑到磨削区磨屑厚度从薄到厚的变化,造成磨削区磨粒上所受的力由切入处向切出处逐渐变大,若假设热源呈三角形热源分布,则
利用均匀热源模型分析,平面磨削温度场计算式如下
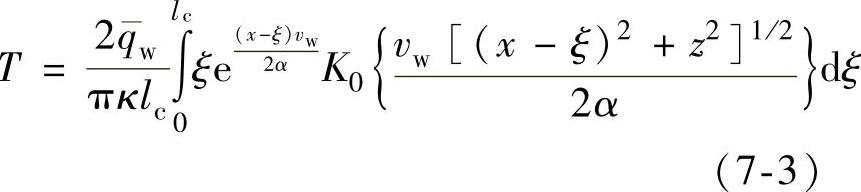
而利用三角形热源模型分析,磨削温度场计算式如下
 (https://www.xing528.com)
(https://www.xing528.com)
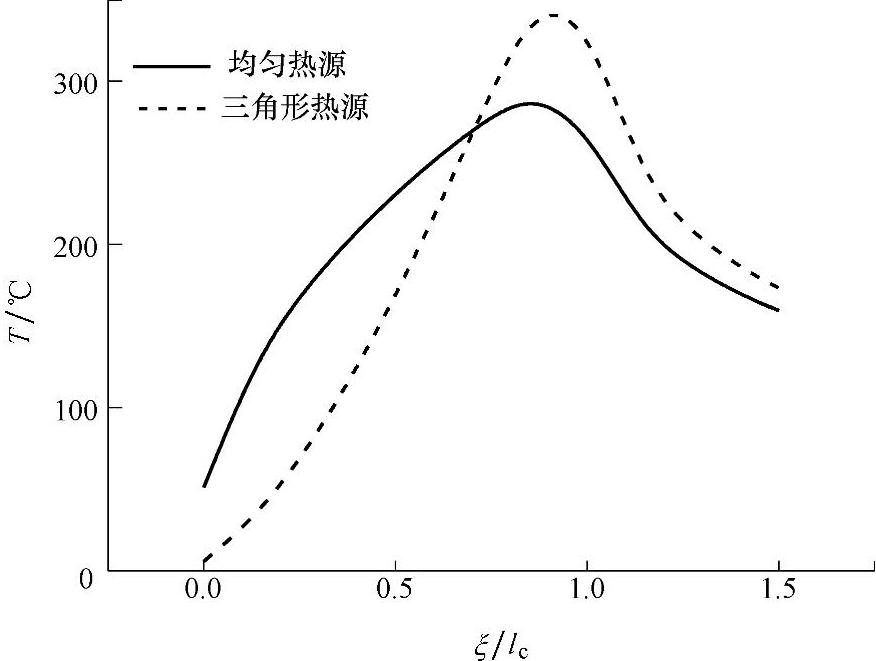
图7-1 磨削表面温度在接触弧长方向上的分布情况
对式(7-2)进行数值积分,计算得到均匀热源分布情况下,工件表面及工件不同深度各点的温升分别见表7-3和表7-4;对式(7-3)进行计算得到三角形热源分布情况下,工件表面及工件不同深度各点温升分别见表7-5和表7-6。
根据表7-3和表7-5的计算结果,得出磨削表面温度在磨削接触弧长方向的分布情况,如图7-1所示。
根据表7-4和表7-6的计算结果,得出磨削表面下不同深度的温升与距表面深度的关系曲线,如图7-2所示。
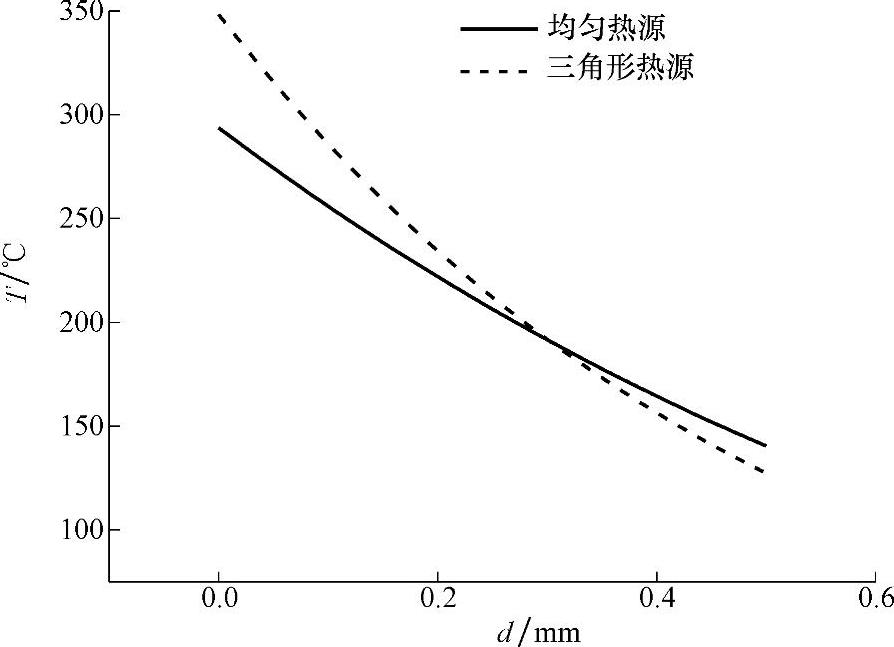
图7-2 磨削表面下不同深度的温升与距表面深度的关系曲线
表7-2 传入工件的平均热源强度计算
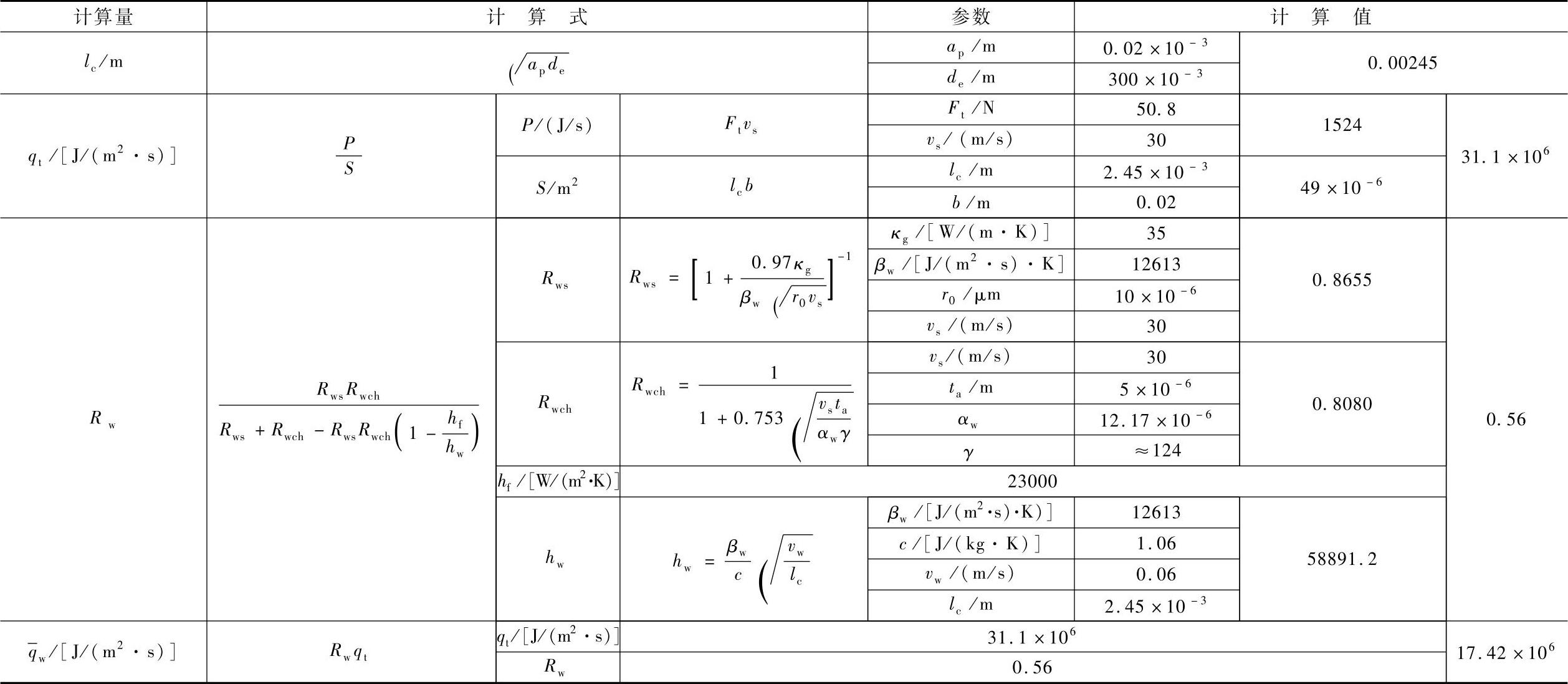
表7-3 均布热源情况下工件表面温升

表7-4 均布热源情况下工件不同深度各点温升
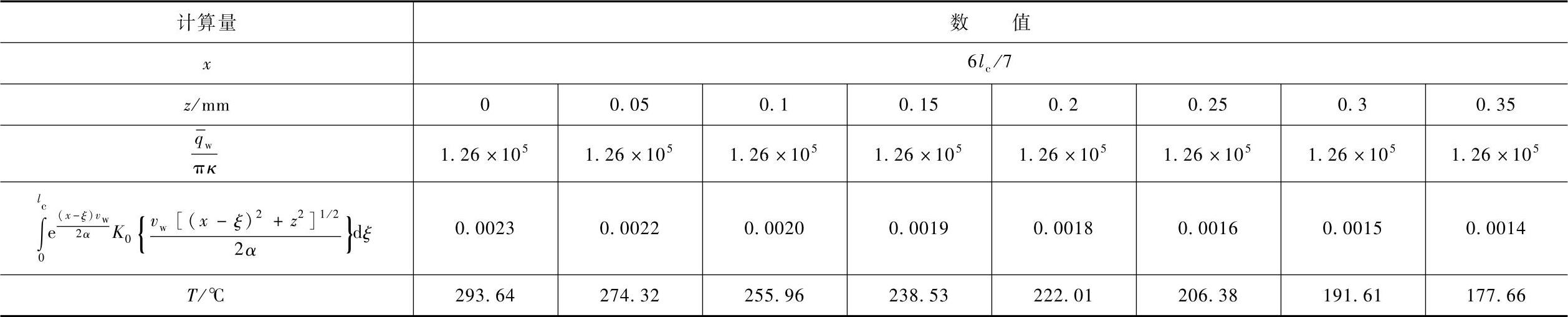
表7-5 三角形热源情况下工件表面温升
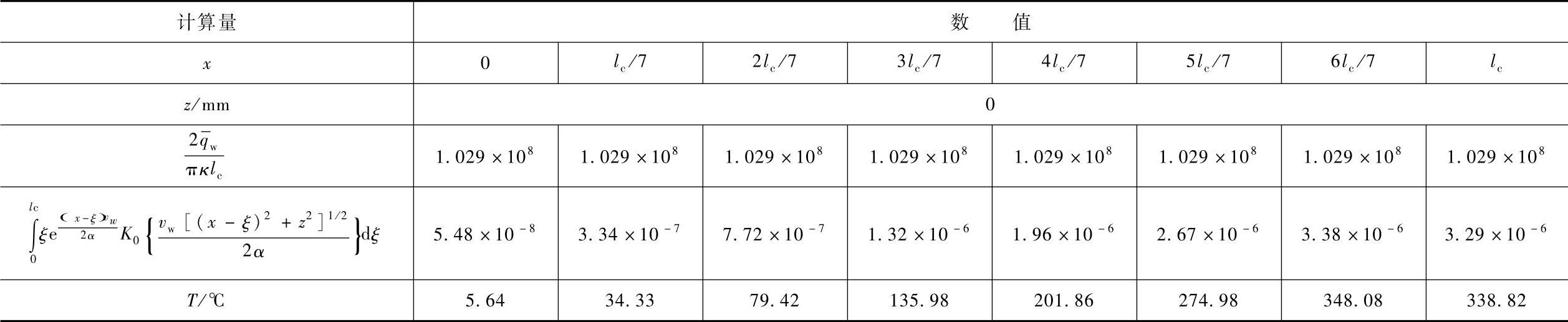
表7-6 三角形热源情况下工件不同深度各点温升

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。