



近几十年来,各国学者对于磨削区传热问题进行了多方面的研究[1-4]。对于普通磨削方式,磨削传热分析经常用到的是J.C.耶格(Jaeger)的移动热源基本传热模型(简称矩形热源模型)[5]。在Jaeger模型中,假设热源沿一个半无限大物体的表面以工件速度ν移动,即忽略磨削深度ap的影响,认为已加工及未加工表面重合,热源所在表面与其运动方向平行。工件内某一点的温升可由以下公式求出

式中 K0[u]——零阶二类修正贝塞尔函数;
x——磨削表面上任意点离线热源的距离;
z——磨削表面下的深度;
q——热源平均热流密度(W/mm2);
κ——工件材料的导热系数;
α——工件材料的热扩散系数;
v——热源移动速度;
lc——热源与工件的接触长度。(https://www.xing528.com)
在Jaeger的基本模型中假设热源为均匀分布(图2-6a)

考虑到磨削区磨屑厚度从薄到厚的变化,造成磨削区磨粒上所受的力由切入处向切出处逐渐变大,故矩形热源模型将不再适用。贝季瑶和R.斯诺伊斯等人先后提出了三角形热源分布假设[6,7](图2-6b)

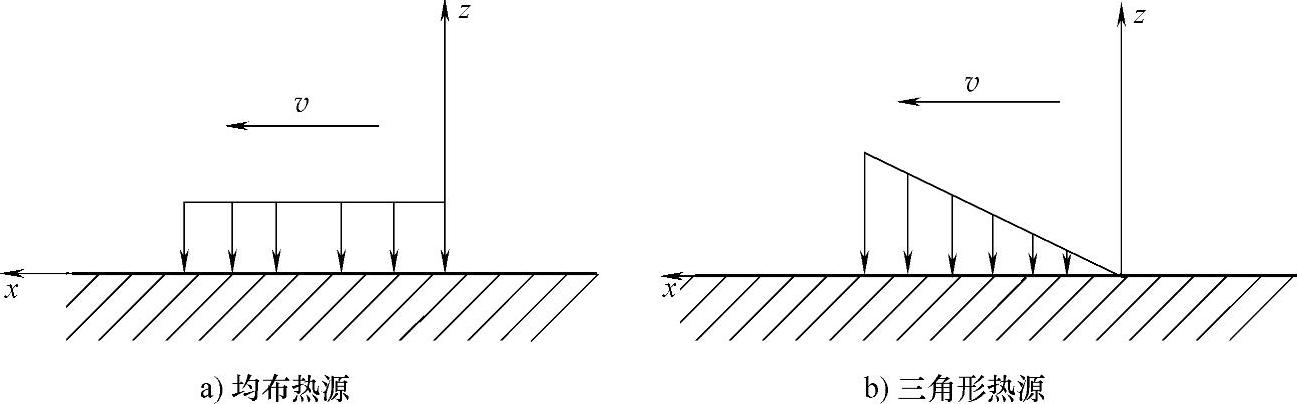
图2-6 Jaeger移动热源示意图
许多学者对磨削区的实际热流分布做了很多研究工作。结合对磨削区温度分布的实际测量并与理论分析结果相比较,发现在多数情况下,三角形热源分布假设更接近实际的磨削热流分布,理论预测的磨削区温度分布与实际测量结果比较吻合。一些学者也探讨了梯形分布和二次曲线分布对磨削区温度分布的影响,在理论上具有一定的价值。对于大多数磨削工况,目前一般公认采用三角形热流分布假设,比较符合磨削区的实际热流分布情况。热流分布形式对最大磨削温度的数值影响不大,但影响磨削温度的具体分布。帕克莱数L=10时,采用三角形热源,最大磨削温度大致在磨削区中部,而采用均布热源,最大磨削温度是在磨削接触区的尾部(x=0),如图2-7所示。
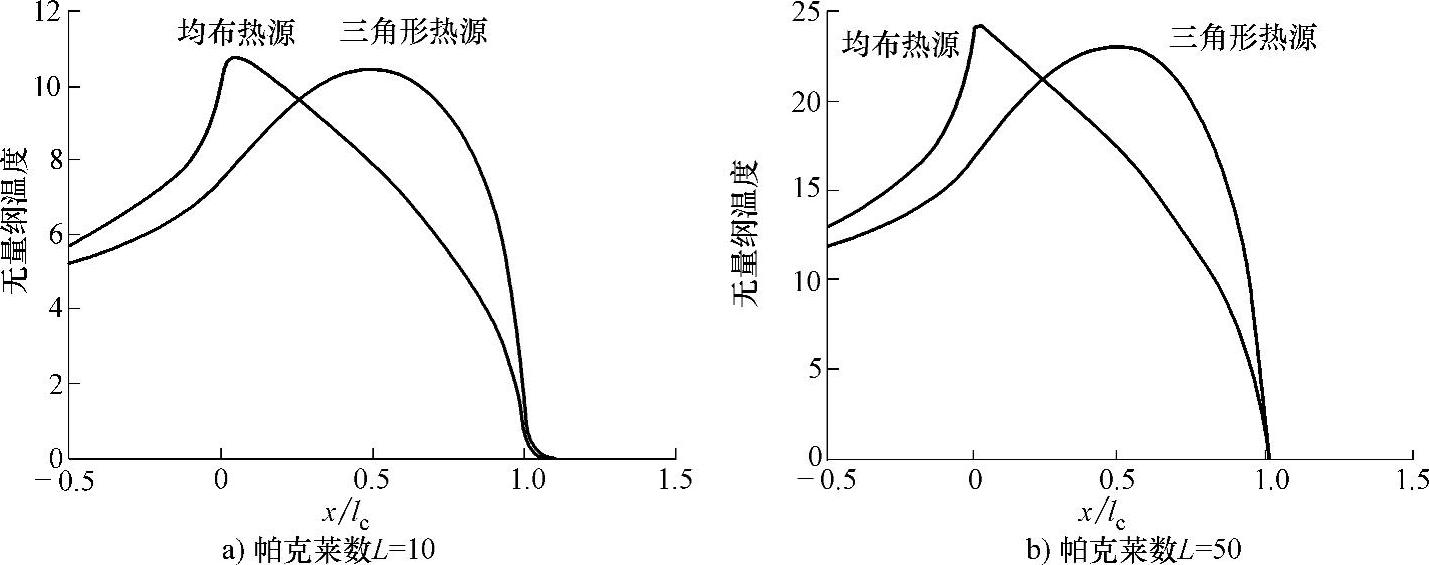
图2-7 均布热源与三角形热源的无量纲温度分布
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。