



研磨内外圆柱面可以纯手工研磨,也可以用机床配合手工进行研磨,但前者研磨质量及效率均不高,故通常采用后者的研磨加工方法。
(一)内圆柱面研磨工艺
下面以轴套的研磨为例加以说明。
1.研磨余量
研磨余量应根据零件尺寸的大小和精度高低进行确定,一般在零件公差范围内确定余量。其原则是研磨余量不超过0.005mm,且每次研磨掉的金属层厚度不超过0.002mm。
2.轴套类零件的研磨方法
新换轴套直径较小时,可用手工与机器配合进行研磨。轴套内径较大时,可采用手工研磨。如图13-5所示,研磨的具体操作方法如下:
1)将研磨棒用车床卡盘夹紧并转动,把轴套套在研磨棒上进行研磨。在一般情况下,研磨棒工作部分的长度是工件长度的1.5~2倍。
2)轴套内表面均匀地涂布研磨剂,用手推动轴套,通过研磨棒的旋转和轴套在研磨棒上沿轴线方向作往复运动进行研磨。
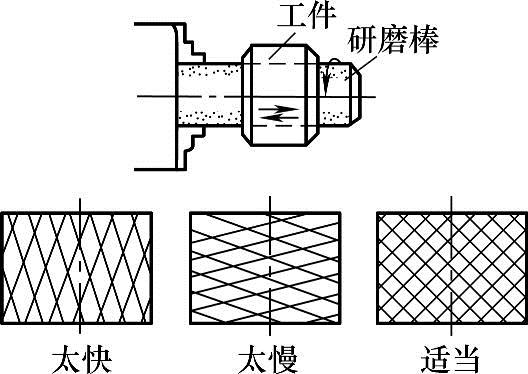
图13-5 轴套的研磨方法
3)一般研磨棒的转速,在直径小于ϕ100mm时为100r/min;直径大于ϕ100mm时为50r/min。工件的往复移动速度可根据工件在研磨时出现的网纹来控制。当出现45°方向网纹时,说明被研磨轴套的移动速度适宜。
4)轴套研磨的操作注意事项。(https://www.xing528.com)
①粗研磨或研磨内径较小的轴套时,应用较大的压力、较慢的速度进行研磨;精研磨或研磨较大的轴套时,应采用较小的压力和较快的速度。
②若采用纯手工研磨轴套时,应尽量使轴套中心置于垂直地面方向,其目的是防止轴套磨偏。
③研磨剂中不能混有杂物,以免拉伤轴套内表面。
④研磨剂应薄而均匀地涂抹在轴套内表面,切忌厚薄不均。
⑤孔口挤出的研磨剂应及时擦除,以免孔口扩大。
⑥研磨一段时间后应注意调头,更换研磨方向,防止轴套孔出现椭圆度及锥度。
⑦轴套不能夹持太紧,以防拱曲变形。
⑧研磨时,发热温度若超过50℃,应停止研磨。
(二)外圆柱面研磨工艺
与研磨内圆柱面操作方法及注意事项相似,研磨时先把工件装夹在机床上,如图13-6所示,工件外圆上涂一层薄而均匀的研磨剂,套上研具,调整好研磨间隙(可根据粗研和精研余量调整),然后开动机床,手捏研磨套,在工件轴向的全长上连续匀速来回移动,不得在某一段上停留。同时研磨套还应作断续旋转,用以消除由于工件或研具自重而造成的不圆误差缺陷。研磨一定时间后,应检查研磨质量,如发现圆柱度超差,应做好标记,调整间隙重点研磨;如发现工件出现锥度误差,可将研具或工件调头装夹,再调整好研磨间隙,做校正性研磨。
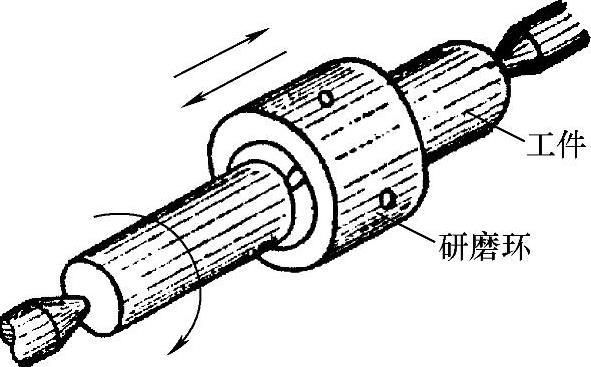
图13-6 外圆柱面的研磨方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。