



(一)磨料
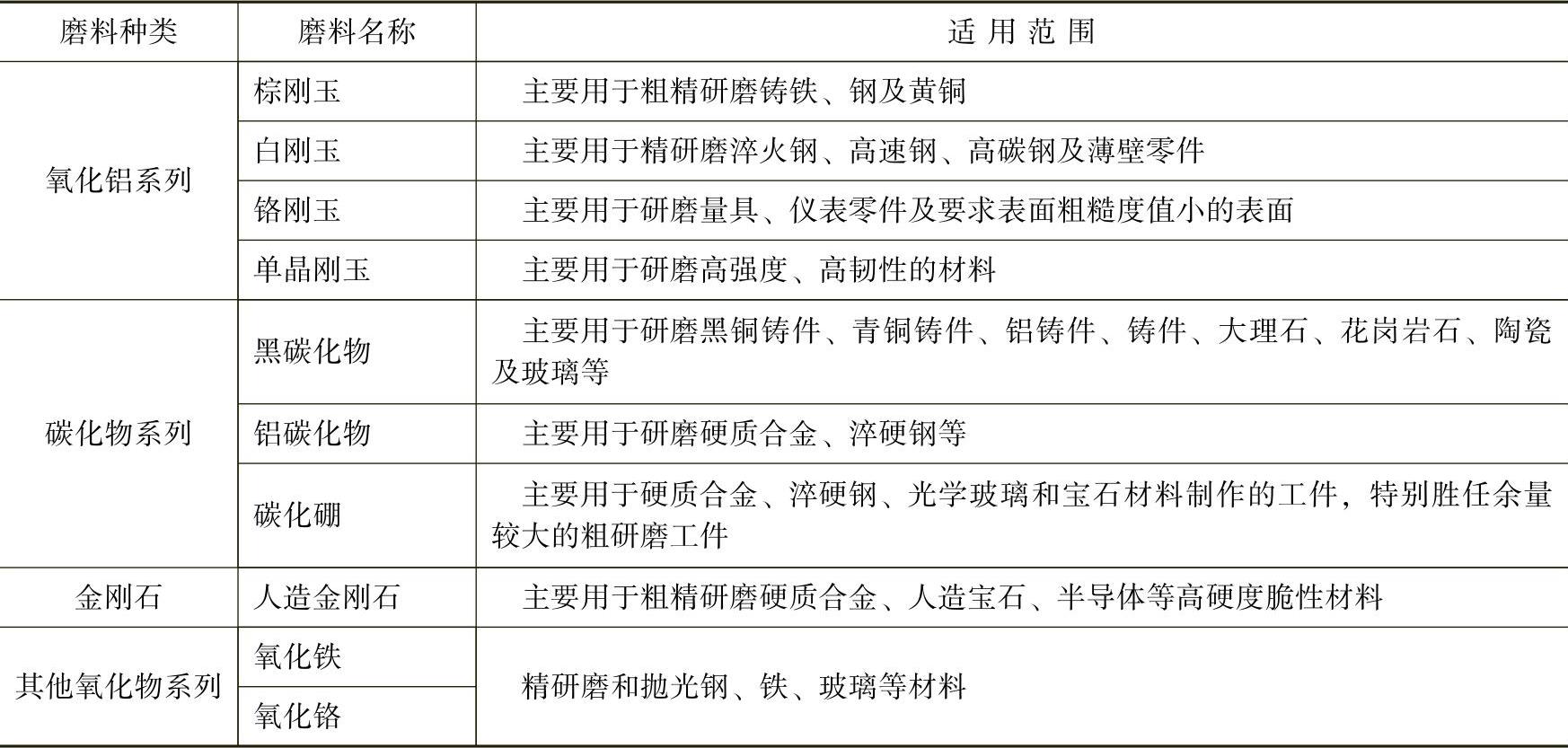
1.常用磨料种类及适用范围(见表13-1)
表13-1 常用磨料种类及适用范围
2.常用磨料的型号及用途
磨粉一般用于粗研磨,粒度号数越大,磨料越细。微粉一般用于半精研磨和精研磨,号数越小,粒度越细,见表13-2。
表13-2 常用磨料型号

(二)研磨剂
手工配制研磨剂应合理选择磨料粒度(见表13-1),再配以一定比例的硬脂酸、稀释油液(煤油、汽油、机油)等。如配制粗研用研磨剂,可用8%(指质量分数,下同)的磨料(磨粉或微粉)、4%的硬脂酸、8%的油酸、变压器油及煤油各占40%,再加微量蜂蜡等。精研磨时不加油酸,多加煤油即可。(https://www.xing528.com)
随着研磨技术的不断推广应用,现多采用磨料、润滑液、硬脂酸配制而成的研磨膏。使用时,将研磨膏加机油稀释后即可使用。如常用研磨膏成分为40%的金刚砂磨料、20%的氧化铬、25%的硬脂酸、10%的电容器油及煤油等。使用时可参阅有关产品资料。
(三)研具
1.研具材质
研具的选用原则是其本身材质硬度一定低于磨料硬度,且一般软质耐磨材料性能较佳。其中,球墨铸铁、低碳钢、铜及铝多适用于压嵌式研具,巴氏合金适用于精密轴承的研磨,玻璃及涤纶织物主要用于抛光,而硬木质材料及皮革做的研具主要适用于有色金属的抛光。
2.常用研具结构及形式
研具结构形式通常要求与被研工件表面形状相吻合。如图13-2a所示研磨平板主要适用于较大平面的研磨。带研磨凹槽的平板一般用于平面的粗研磨,光滑平板一般用于平面的精研磨。图13-2b所示条形研磨平板主要适用于狭长的条形工件及内槽研磨;图13-2c所示为常用研磨套,适用于外圆柱面的研磨;图13-2d所示研具主要适用于内圆柱面的研磨等,与研磨用平板类似,带曲线研磨凹槽的研磨棒一般用于内孔的粗研磨,光滑外圆柱面一般用于内孔的精研磨。
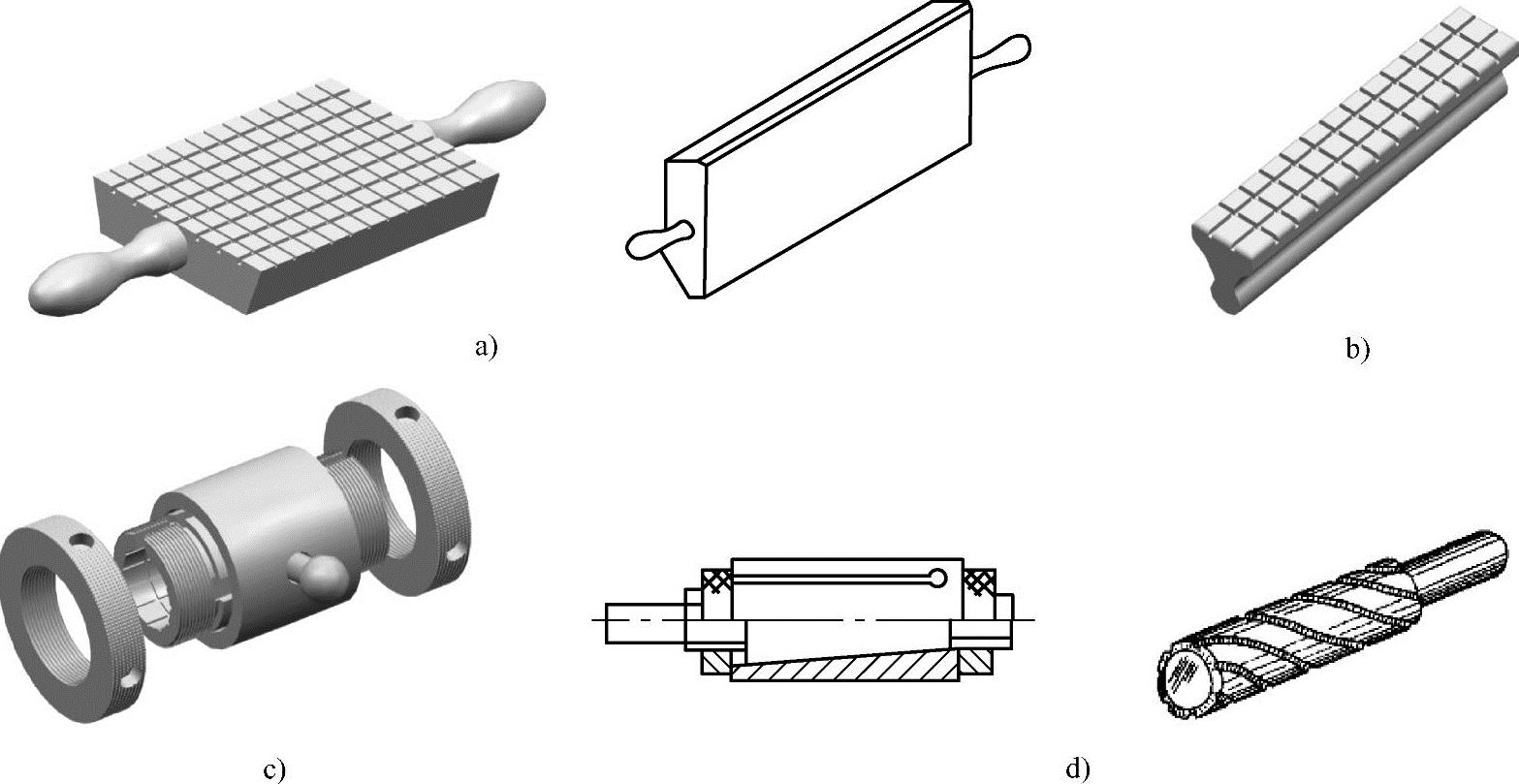
图13-2 研磨常用研具
a)研磨用大平板 b)研磨狭长平面用研磨平板 c)研磨外圆柱面用研磨套 d)研磨内圆柱面用研磨棒
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。