



(一)平面刮刀的刃磨
1.平面刮刀的刃磨要求
平面刮刀的总体刃磨要求是:
1)刮刀两后刀面平整、光滑,无圆弧面及凹凸不平现象。
2)刮刀两前刀面及切削刃对中心轴线对称,平整、光滑,无凹凸不平现象,在刮刀厚度方向上无圆弧面。
3)根据适用场合不同,正确磨出刮刀楔角。
4)在砂轮上刃磨工具钢材质的刮刀时,注意刃磨过程中应蘸水冷却,以防刮刀头部退火,若为镶硬质合金的刮刀,硬质合金刀头部分在刃磨时不应蘸水,以防止刃口开裂。
2.平面刮刀的刃磨方法
(1)刃磨刮刀后刀面(见图12-10)
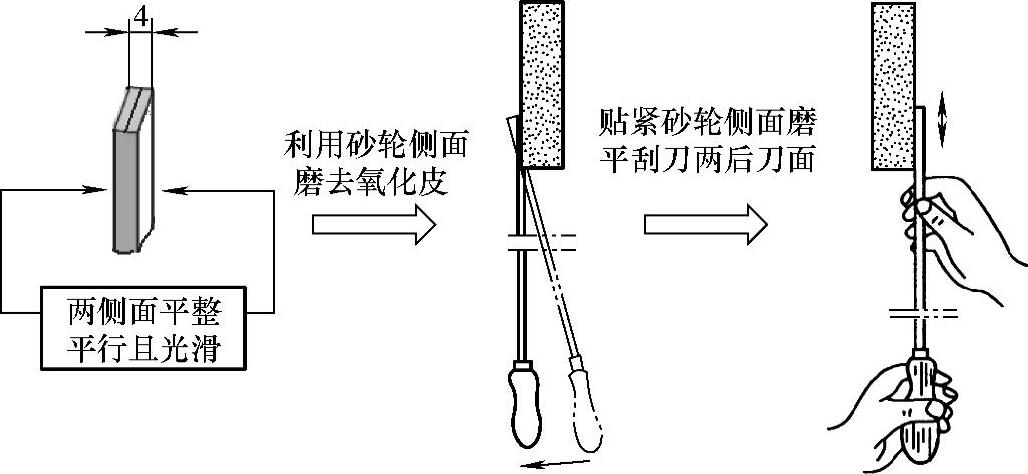
图12-10 刮刀后刀面的粗磨
(2)粗磨刮刀前刀面及切削刃 如图12-11所示,粗磨刮刀前刀面及切削刃时,应将刮刀的顶端平稳地放置于砂轮轮缘上,且放置位置应稍高于砂轮中心。为了防止顶端触碰砂轮轮缘时的剧烈抖动,可先将刮刀倾斜一角度,轻轻接触砂轮,然后再将刮刀自上而下缓慢移动到所需位置。若要求刃磨楔角为90°,应将刮刀放置于水平位置;若要求楔角大于90°,则刮刀刃磨时,应倾斜β-90°。
待磨好一面之后,以前手(离砂轮轮缘最近的手为前手)为支点将刮刀反转180°后,刃磨另一面,这样可使两前刀面对称。
刃磨顶端切削刃时,刮刀应平稳地左右移动。若要求顶端刃口为直线形(粗刮刀),则应沿直线移动刮刀;若要求刮刀刃口为圆弧(细刮与精刮用刮刀),则应轻微地摆动刮刀,摆动量大小应根据刃口圆弧曲率大小而定。
3.平面刮刀的精磨
刮刀在砂轮上粗磨后,刃口存在较大的微观不平度,若直接用于刮削,刀痕较深,也容易崩豁,使刮削时出现丝纹。故刮刀粗磨后,应在油石上进行精磨处理。
(1)刮刀后刀面的精磨 在油石上精磨刮刀后刀面时,首先检查油石表面的平整程度,油石中间存在凹凸不平时,不能使用。在油石上涂上清洁的机油,然后将刮刀后刀面紧贴油石表面,双手同时水平慢速均匀移动刮刀,精磨一段时间后,用钢直尺检查刮刀后刀面是否磨平。如图12-12所示,图12-12a是修磨刮刀后刀面的正确方法,若按图12-12b所示方法刃磨刮刀,在刃磨时刮刀后刀面不但容易抬起,刮刀也容易横向倾斜,这样会将刮刀后刀面磨斜或使刮刀后刀面产生圆弧面。
(2)刮刀前刀面及刃口的精磨 刮刀前刀面及刃口的精磨如图12-13所示。
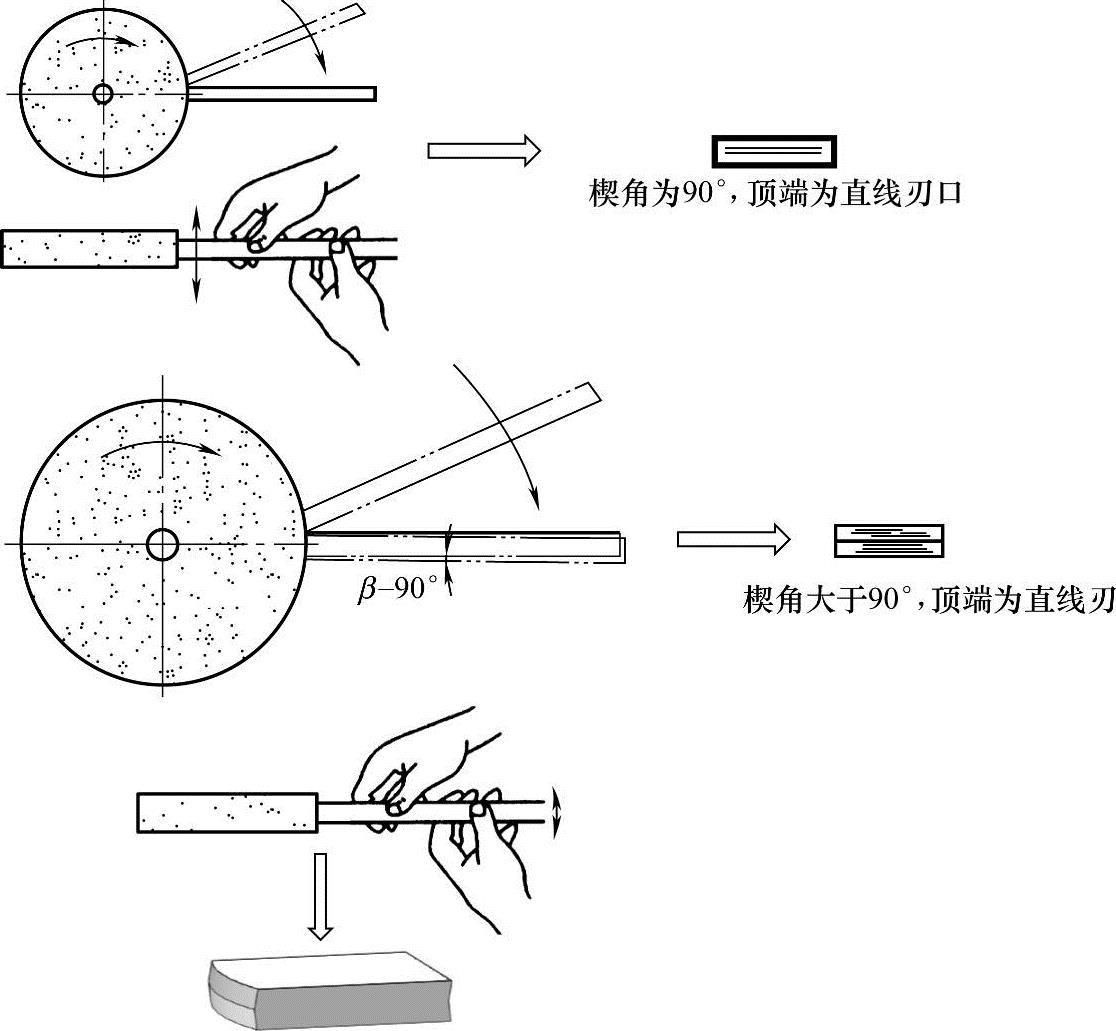
图12-11 刮刀前刀面及切削刃的粗磨
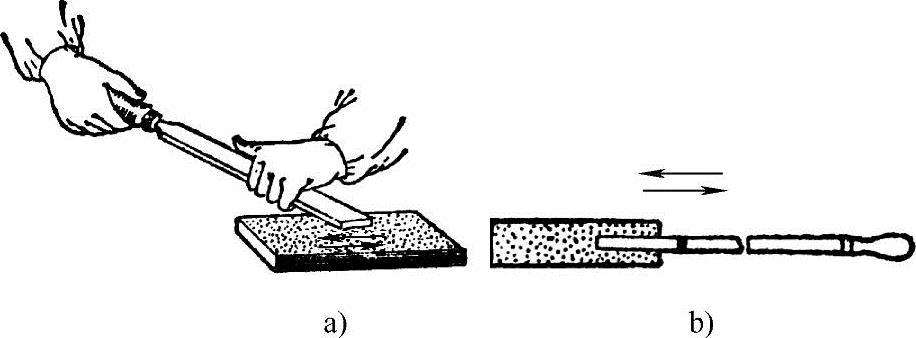
图12-12 平面刮刀后刀面的精磨
a)后刀面正确的精磨方法 b)后刀面错误的精磨方法(https://www.xing528.com)
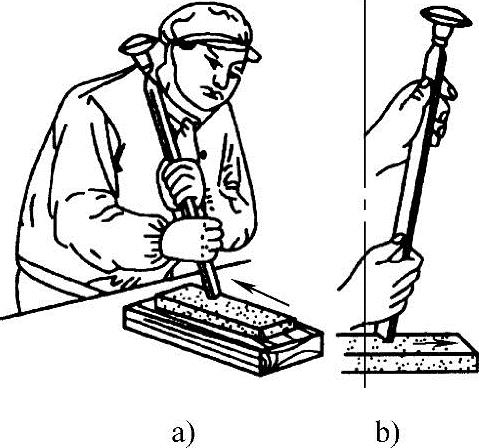
图12-13 平面刮刀前刀面及刃口的精磨
方法一:如图12-13a所示,将刮刀上部靠在肩上,两手握持刀身,由前至后拉动刮刀,然后将刮刀略微抬起,再由前至后拉动刮刀,这样反复刃磨后检查前刀面的平面度。注意若精磨楔角为90°的刮刀,在刃磨时,刀身应保持与油石垂直,即前刀面紧贴油石表面刃磨,若精磨楔角大于90°的刮刀时,刀身应倾斜相应的角度。
方法二:如图12-13b所示,两手握持刀身,使刮刀前刀面紧贴油石表面,施加向下压力的同时前推刮刀,磨至油石前端时略抬刮刀并收回,然后二次刃磨。同上所述,若精磨楔角为90°的刮刀,在刃磨时,刀身应保持与油石垂直,若精磨楔角大于90°的刮刀时,刀身应倾斜相应的角度。
还应特别强调的是,无论采用哪种刃磨方法,在刃磨时双手都应同时移动刮刀,而不应将一只手作为支点,另一只手摆动刮刀,如果这样刃磨,刮刀前刀面将会出现圆弧面,影响刮刀的锋利程度。
(二)曲面刮刀的刃磨
1.曲面刮刀的粗磨
目前曲面刮刀基本上都是成形刮刀,粗磨曲面刮刀主要是修整磨损后的曲线内槽以及通过修磨弧面使刃口弧线连续且消除刃口崩豁现象。
(1)三角刮刀的粗磨 在砂轮机上修磨三角刮刀刀头弧面的方法如图12-14所示。
将刮刀以水平位置轻压在砂轮的外圆弧面上,按刀刃弧形来回摆动,使三个面的交线,形成弧形刀刃。
在砂轮机上修磨三角刮刀曲线内弧槽的方法如图12-15所示。
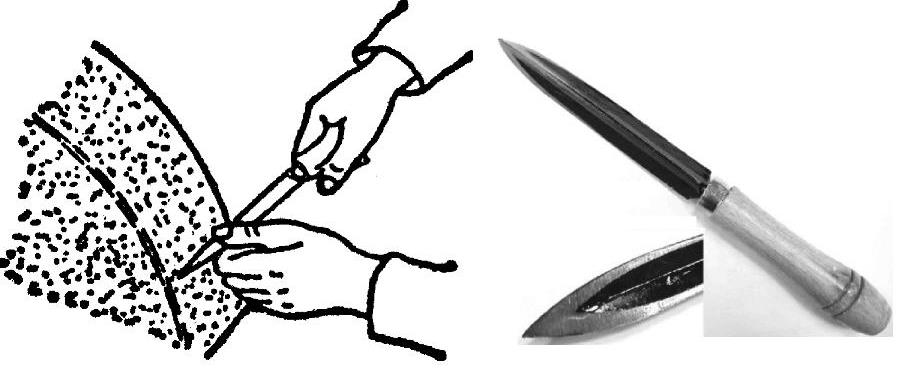
图12-14 三角刮刀刀头弧面的粗磨
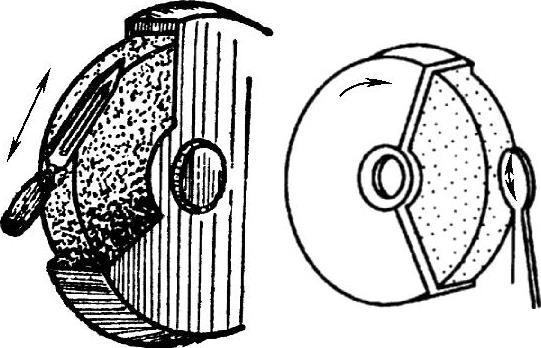
图12-15 修磨三角刮刀曲线内弧槽的方法
修磨内弧槽时将刮刀内弧槽的中心放置于砂轮边缘上,上下移动控制槽的长度,同时左右移动控制槽宽,刀槽要开在两刃的中间。
(2)蛇头刮刀的粗磨 将蛇头刮刀放置于砂轮中心平面上,沿砂轮外圆弧面作上下摆动,将弧形修磨成形。在砂轮边缘上修磨凹槽并留出2~3mm棱带。
2.曲面刮刀的精磨
如图12-16所示,曲面刮刀的精磨同样在油石上完成。精磨时,顺着油石长度方向来回移动刮刀,同时依刀刃的弧形作上下摆动,直至三个面所交成的三条刀刃上的砂轮磨痕消除,弧面光滑,刃口锋利为止。如欲获得更为光滑的弧形曲面和更为锋利的刃口,也可在研磨平板上放上研磨剂来研磨刀刃。

图12-16 三角刮刀的精磨
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。