



(一)显示剂
对研刮削前,为了了解工件误差的大小和位置,就必须在被刮削表面上薄而均匀地涂上一层有颜色的涂料,通过对研,显示出凸起部位,如图12-2所示,然后用刮刀刮去。
常用的显示剂有红丹粉和普鲁士蓝。使用红丹粉显色时,将其与机油和牛油调和在一起,因这种显示剂无反光,显点清晰,价格低廉,广泛应用于铸铁和钢件上。普鲁士蓝油是用普鲁士蓝粉和蓖麻油及适量机油调和而成的,呈深蓝色,研出的点小而清晰,故常用于刮削精密工件及有色金属工件。
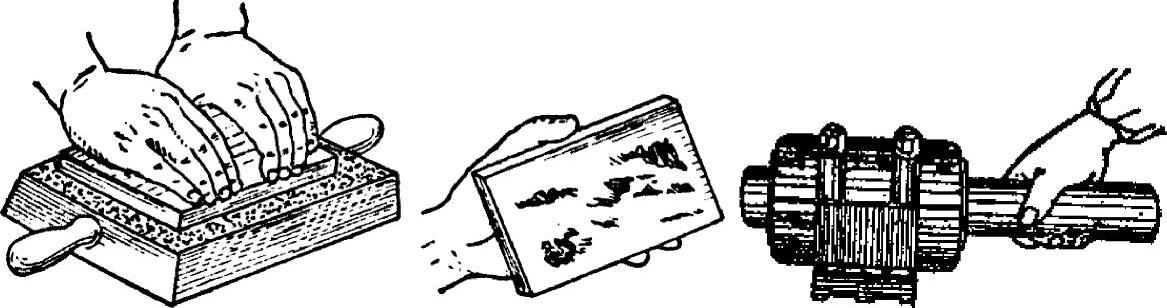
图12-2 研点显示法
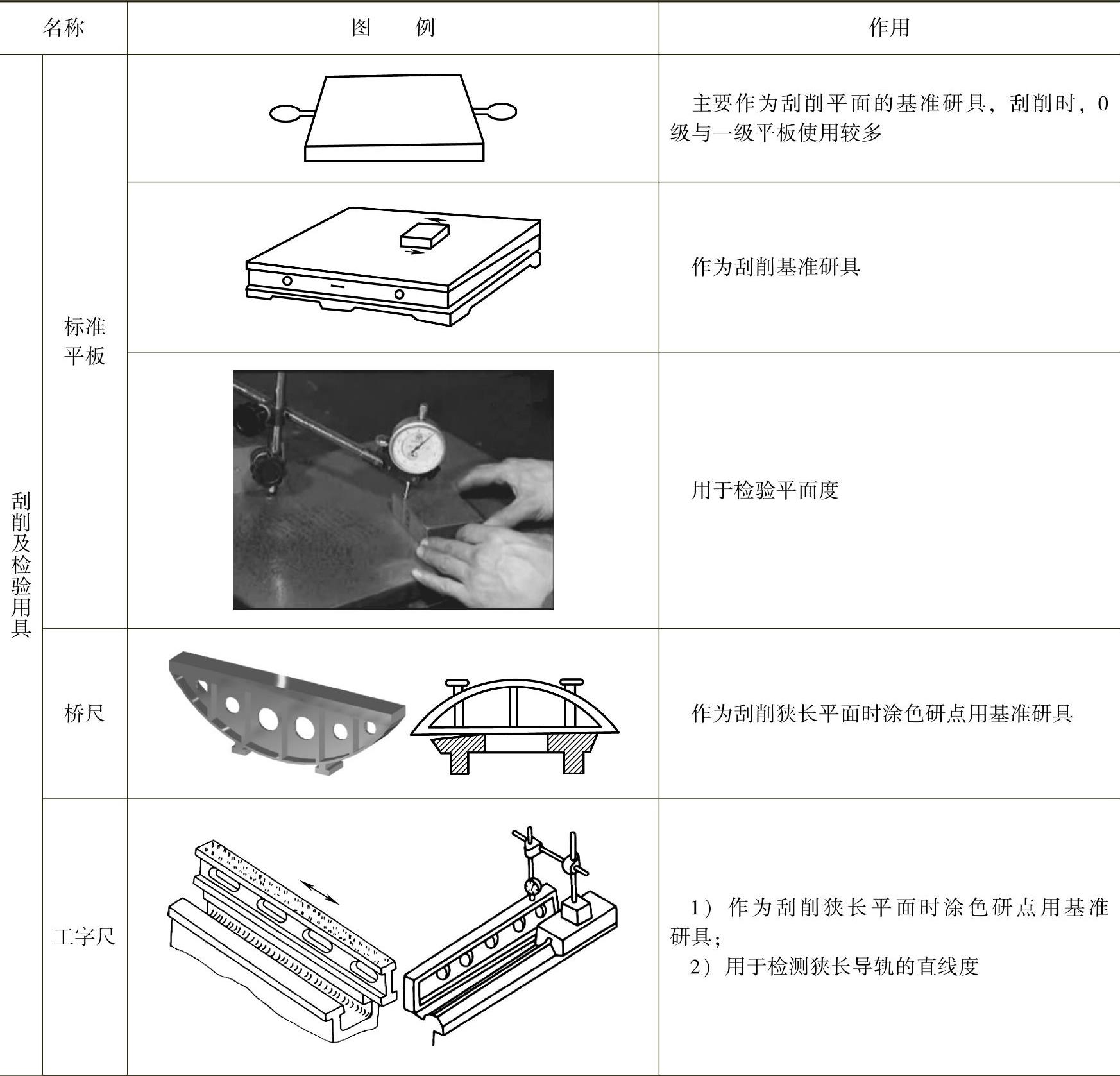
(二)刮削常用研具及检具(见表12-1)
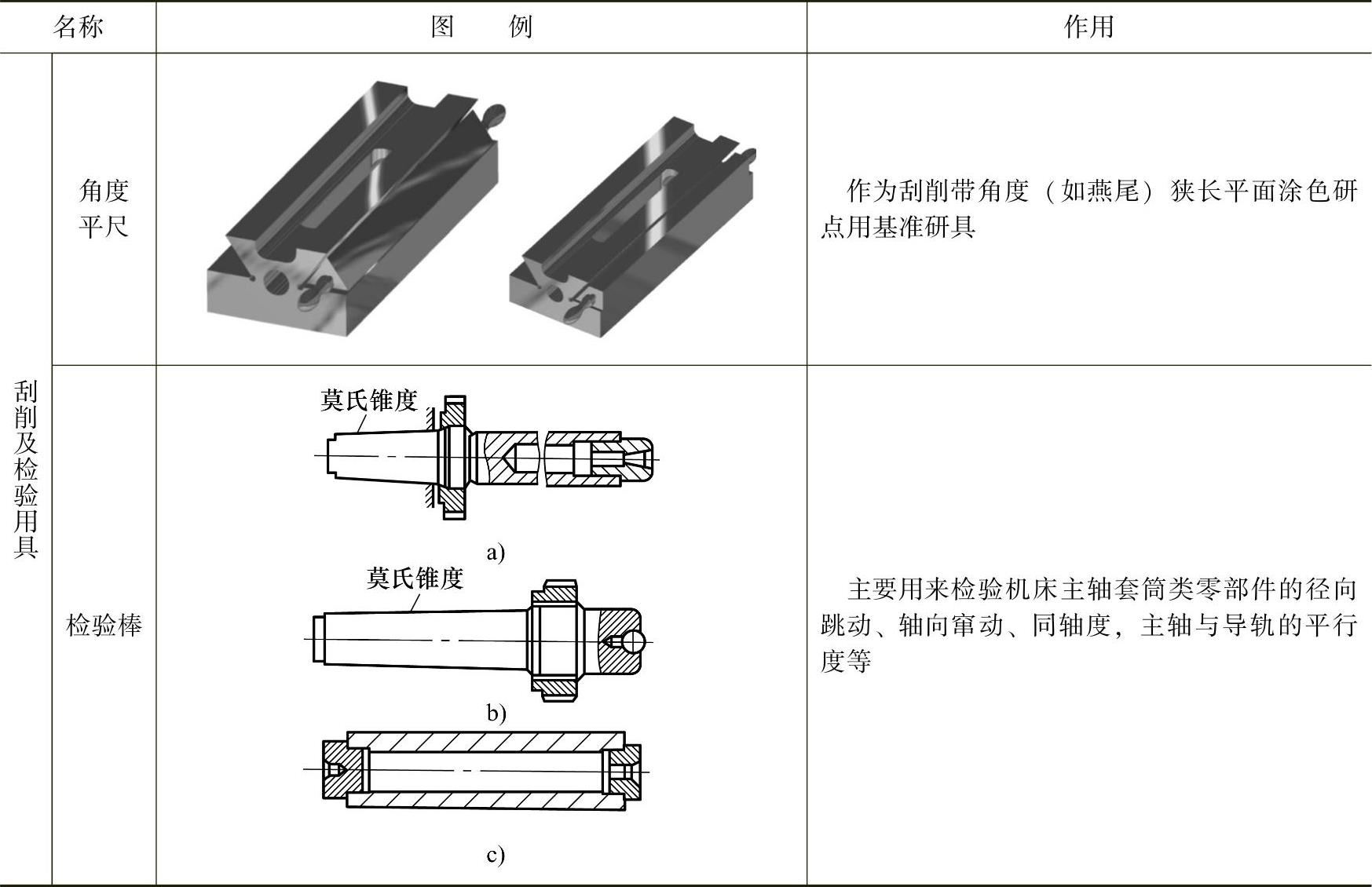
表12-1 刮削常用研具及检具
(续)
(三)刮刀
1.平面刮刀
(1)平面刮刀的种类 常用平面刮刀按材质可分为整体刮刀和镶头刮刀,整体刮刀常用合金工具钢(如9SiCr)、弹簧钢等制成,前部刃口经淬火处理。镶头刮刀主要是在刀身前端镶有硬质合金刀头。
如图12-3所示,常用平面刮刀按形状又可分为手推平刮刀、挺刮式平刮刀、弯头平刮刀等。
(2)平面刮刀的切削刀头形状及楔角 平面刮刀的切削刀头形状及楔角如图12-4所示。
1)如图12-4a所示,平面粗刮刀楔角(刮刀前刀面和后刀面之间的夹角)为90°~92°,且刃口平直。
2)如图12-4b所示,平面细刮刀楔角一般为95°左右,且刃口略有圆弧。
3)如图12-4c所示,平面精刮刀楔角一般为97°左右,且刃口圆弧曲率较细刮刀大。
(3)平面刮刀的切削角度 如图12-5所示,刮刀在刮削过程中,前角γ一般在-15°~35°之间变化,后角α一般在20°~40°之间变化。由于刮刀切削前角较小,对工件表面有推挤、压光作用,从而降低了被加工面的表面粗糙度值。
2.曲面刮刀
曲面刮刀主要用来刮削内曲面,如各类滑动轴承,有时也用曲面刮刀刮去内孔毛刺。
(1)曲面刮刀的种类
1)三角刮刀和蛇头刮刀。三角刮刀和蛇头刮刀主要用于刮削一般内曲面和刮去孔口毛刺,如图12-6所示为它们的结构形式。(https://www.xing528.com)
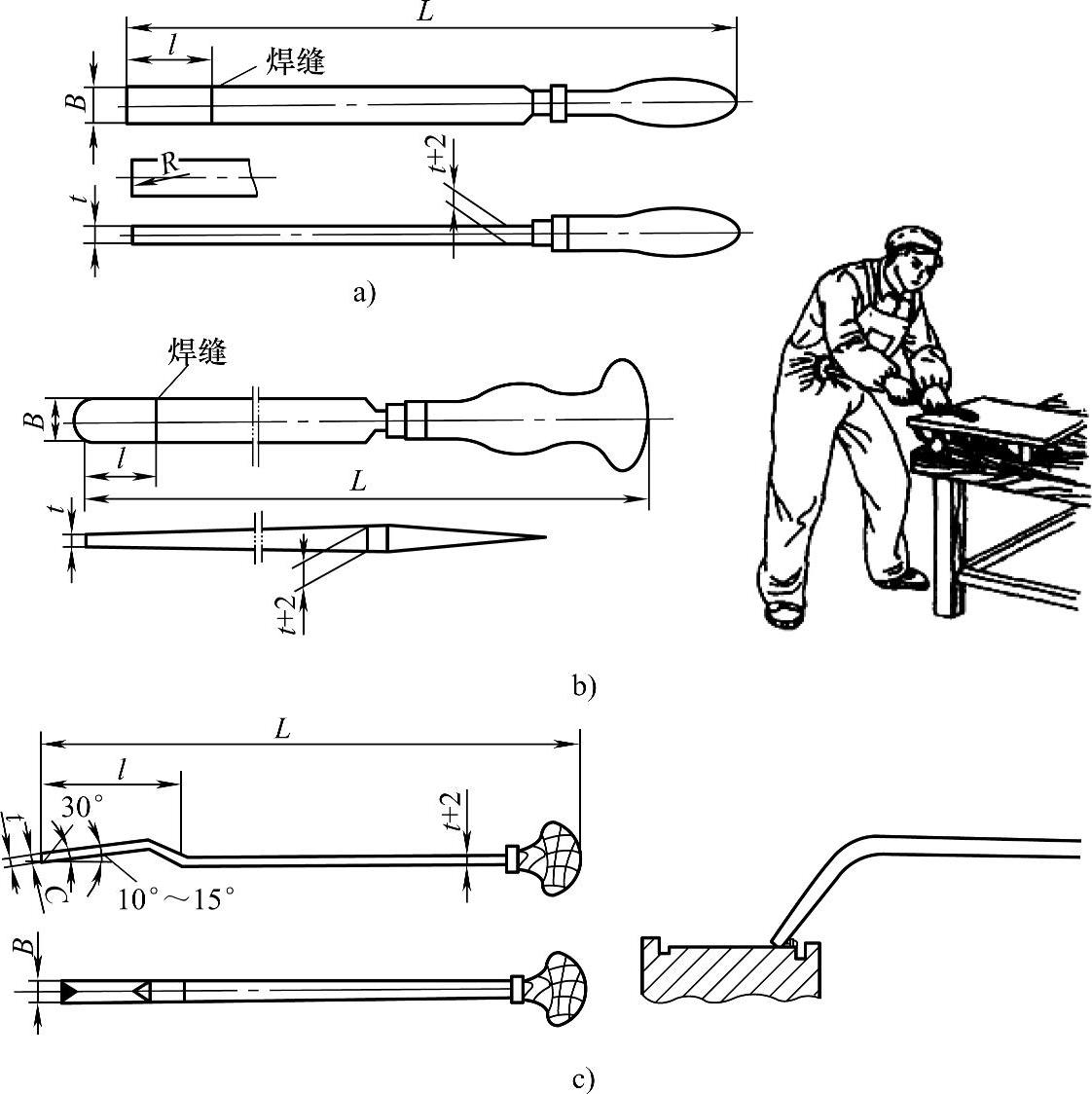
图12-3 常用平面刮刀及用途
a)手推平刮刀 b)挺刮式平刮刀 c)弯头平刮刀及拉刮台阶
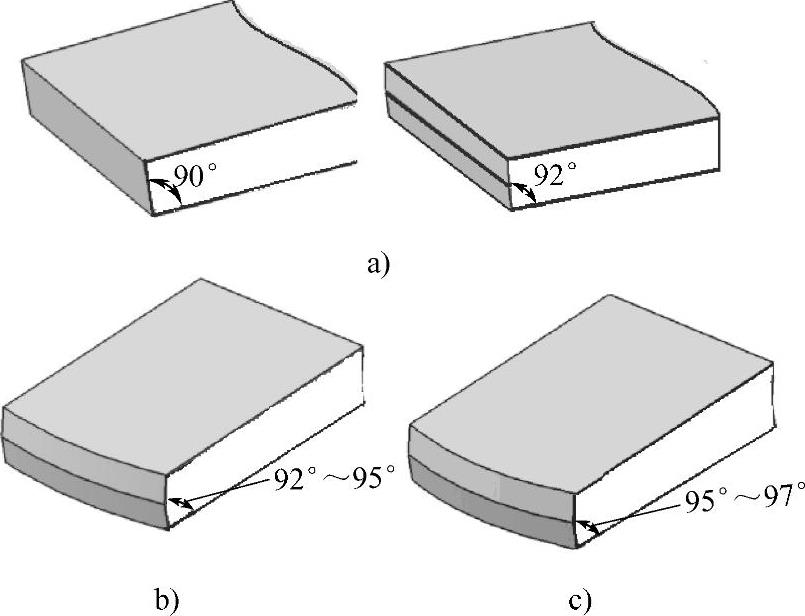
图12-4 平面刮刀的楔角
a)平面粗刮刀楔角 b)平面细刮刀楔角 c)平面精刮刀楔角
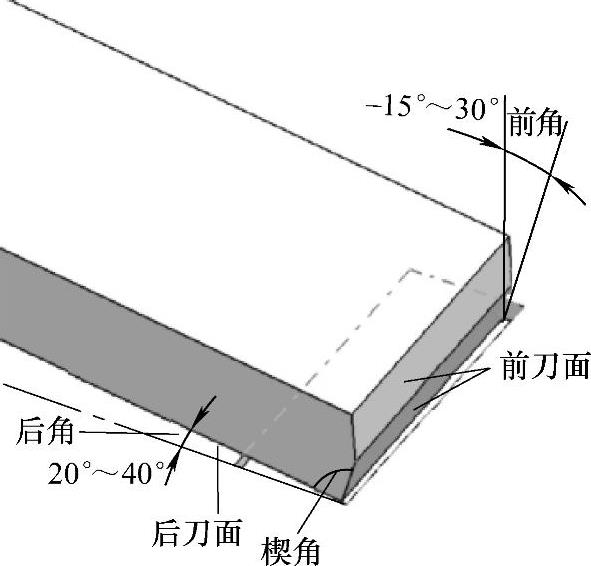
图12-5 平面刮刀的切削角度
2)半圆头刮刀。如图12-7所示,半圆头刮刀刃口部分为半圆形,刮出的点子不易产生棱角,适用于刮削剖分轴承等。半圆头刮刀刃口尺寸R可根据所刮削的曲面半径大小来修磨。
3)柳叶刮刀。如图12-8所示,柳叶刮刀有两个刀刃,刀尖为精刮部分,后部为强力刮削部分,适用于刮削铜套和剖分轴承等。
(2)曲面刮刀的切削前角。图12-9所示为曲面刮刀的切削形式,曲面刮刀采用正前角或零前角刮削时,切屑较厚,刀痕较深,适用于粗刮削和较软轴承合金的刮削,如材质较软的巴氏合金的刮削。
采用负前角刮削时,切屑较薄,能减轻刮削时的振痕,从而降低被加工表面的粗糙度值;但由于刃口挤刮现象较严重,在刮削硬度较低的材质时,如锡基轴承合金,容易产生啃刀及刮削丝纹,故通常使用于较高硬度的铜基轴承合金或最后精刮时的修整。若需用负前角精刮硬度较低轴承内曲面时,应尽量减小刮刀的径向压力。
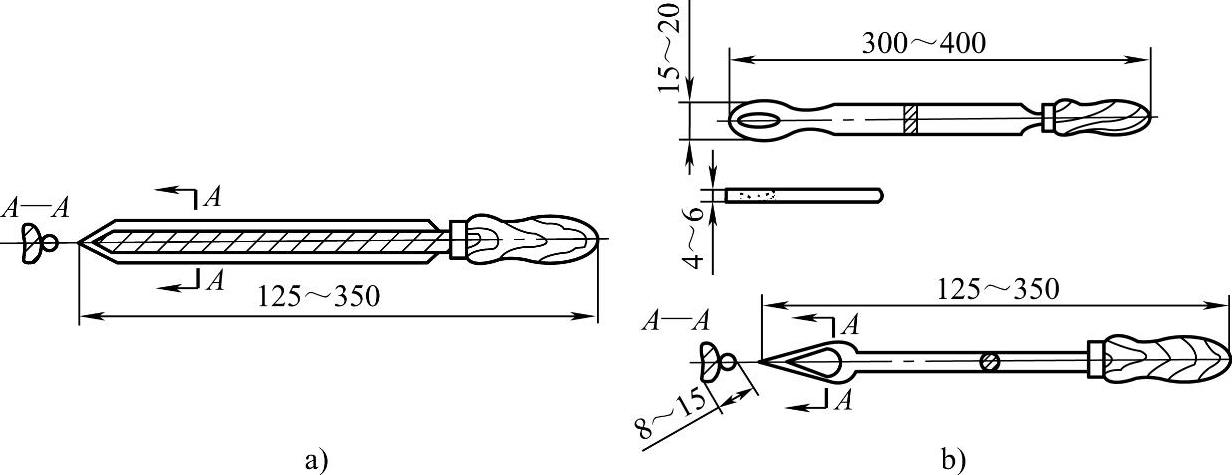
图12-6 三角刮刀和蛇头刮刀的结构
a)三角刮刀的结构形式 b)蛇头刮刀的结构形式
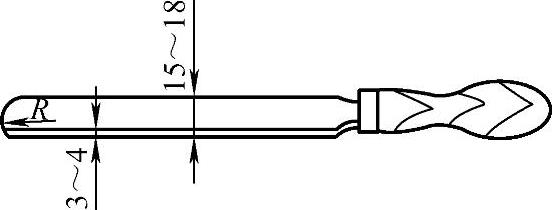
图12-7 半圆头刮刀
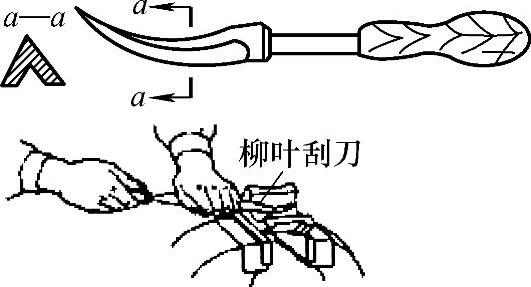
图12-8 柳叶刮刀
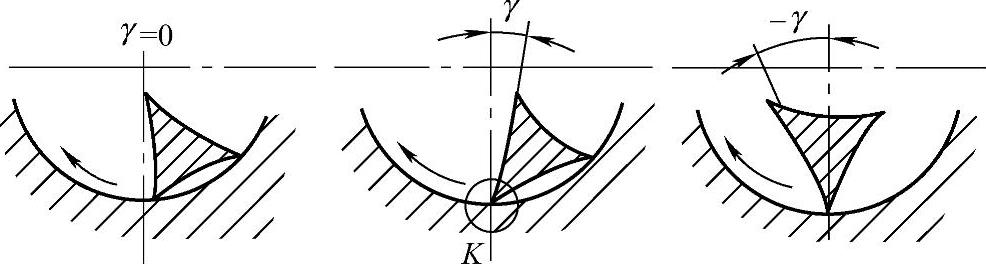
图12-9 曲面刮刀的切削前角
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。