



1.半圆头铆钉的铆接
1)参看表11-1,根据被铆件的厚度,正确选择铆钉直径;根据铆钉直径和装配精度,参看表11-2正确选择钻铆钉孔的钻头直径(通孔直径)。若通孔直径选得过小,铆钉被打入后,将损坏连接件孔壁,甚至出现裂纹;若孔径选得过大,铆接时铆钉就会歪斜,甚至造成弯曲,不但影响铆合头外观,而且铆接强度也将大为降低。
2)被连接板料上钻孔或配钻孔,孔口去毛刺。
3)插入铆钉,将铆钉圆头放在顶模上,用压紧冲头镦紧铆接件使其贴合,如图11-7a所示。
4)如图11-7b所示,用锤子镦粗铆钉头。
5)如图11-7c所示,边锤击,边修整,使铆合头初步成形。
6)如图11-7d所示,用罩模修整铆合头至要求形状。在使用罩模时,不得损伤铆合头及压伤工件表面。
2.沉头铆钉的铆接
1)正确选择钻铆钉孔的钻头直径,其方法同半圆头铆钉的铆接。
2)被连接板料上钻孔或配钻孔后,必须在上下两孔口锪孔。
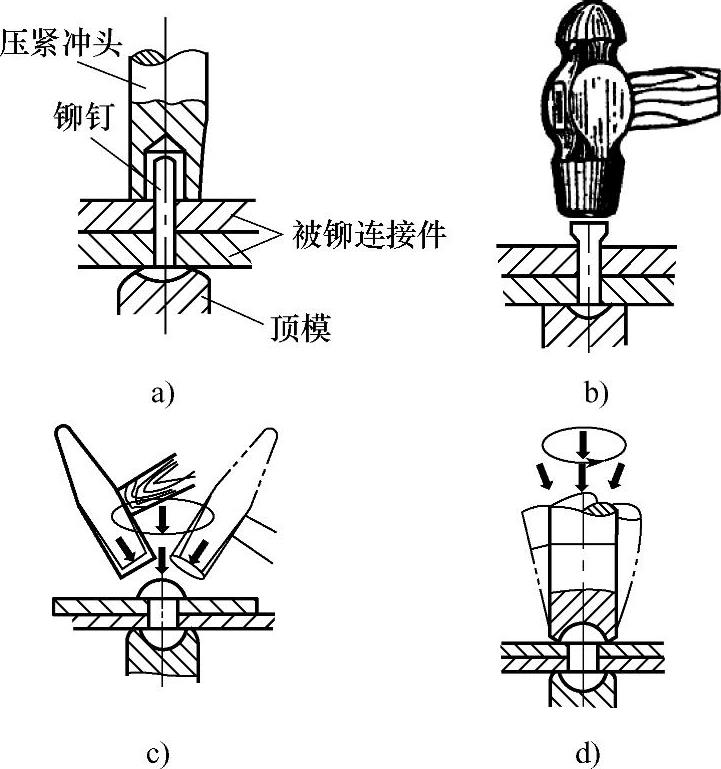
图11-7 半圆头铆钉的铆接过程
a)压紧铆接件 b)镦粗铆钉 c)锤击成形 d)用罩模修整,铆合成形
3)将沉头铆钉插入铆钉孔中,若有现成的成形铆钉,只需镦粗成形铆钉另一端头即可,其工艺步骤如图11-8所示。
4)若不用成形铆钉,而用截好的圆钢来代替成形铆钉,可继续按如下方法操作:
①将截好的圆钢插入铆钉孔内,在正中位置镦粗两头。
②先铆平一端,再铆平另一端,最后将两端面修平,如图11-9所示。
3.手工铆接击锤注意事项(https://www.xing528.com)
1)镦粗时,锤击力方向应通过铆钉轴线,不得偏斜,以防止铆钉杆弯曲及铆合头偏斜。
2)铆接锤击过程中,不得使铆接件有延展情况或表面打出凹痕。
3)手工锤击铆接时,应经常观察铆合头的形状变化,适时调整击锤力度。对于半圆头铆钉的铆接,当镦粗成形后,通过观察铆合头的形状,适时调整击落力度和击锤点,以修整出较为理想的形状。
4)手工铆接时,锤头边缘尽可能减少碰撞孔口边缘金属材料的次数,以减少孔口边缘金属材料的变形量,同时防止裂纹的产生。
5)手工铆接半圆头铆钉,垫着罩模进行修形时,要注意防止锤子击偏,使罩模弹起伤人。
4.空心铆钉的铆接
如图11-10所示,空心铆钉插入孔后,首先将工件压紧,用样冲将空心铆钉的口边胀开,然后用特制的成形冲头冲成铆合头。
5.关于活动铆接
为使铆接件被铆接后能相互转动,活动铆接时,除按上述铆接工艺操作外,在镦粗铆合头的过程中,锤击力要轻,边锤打边检查活动情况,以防止被“铆死”。若铆接后被铆件难以相对转动,可先在铆合头下方垫上空心顶模(空心顶模形状与压紧冲头相似),然后用锤子敲击铆合头,则铆钉就会松动,两被铆零件即能相对运动。若两被铆件出现过松现象,还可按固定铆接工艺将其铆紧,因此活动铆接的松紧可根据需要进行调整。
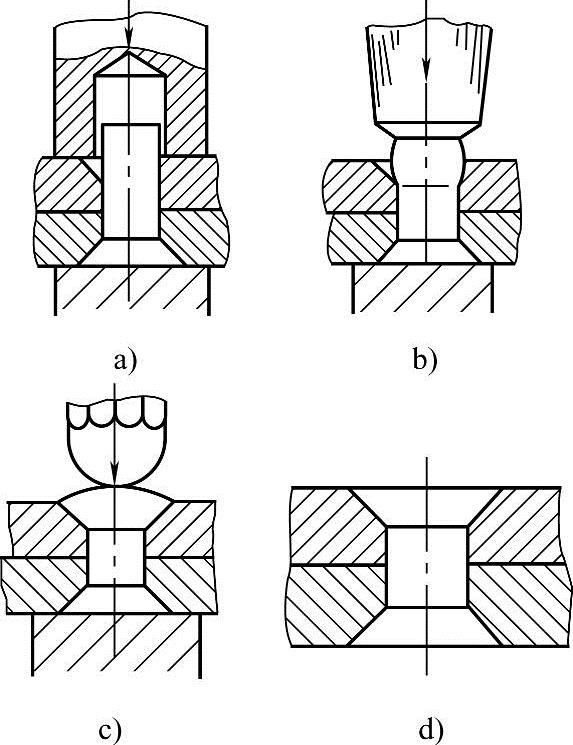
图11-8 沉头铆钉的铆接工艺步骤(一)
a)压紧铆接件 b)镦粗铆钉伸出端 c)镦粗并填平沉头座孔 d)锉平铆钉高出部分
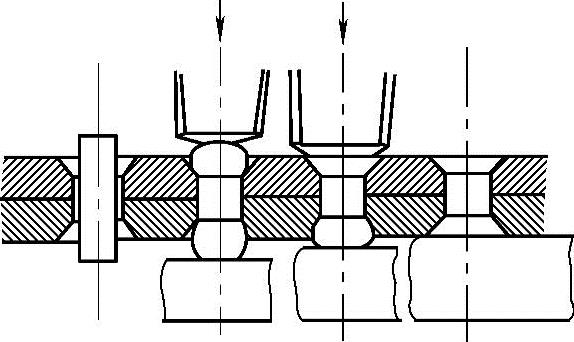
图11-9 沉头铆钉的铆接工艺步骤(二)
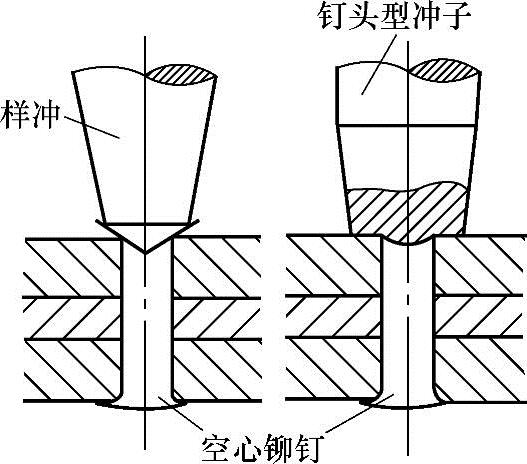
图11-10 空心铆钉的铆接工艺
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。