



图9-11所示的绝缘子拔销钳是输电线路检修及安装中常用的一种自制工具,现将其钳身制作过程描述如下:
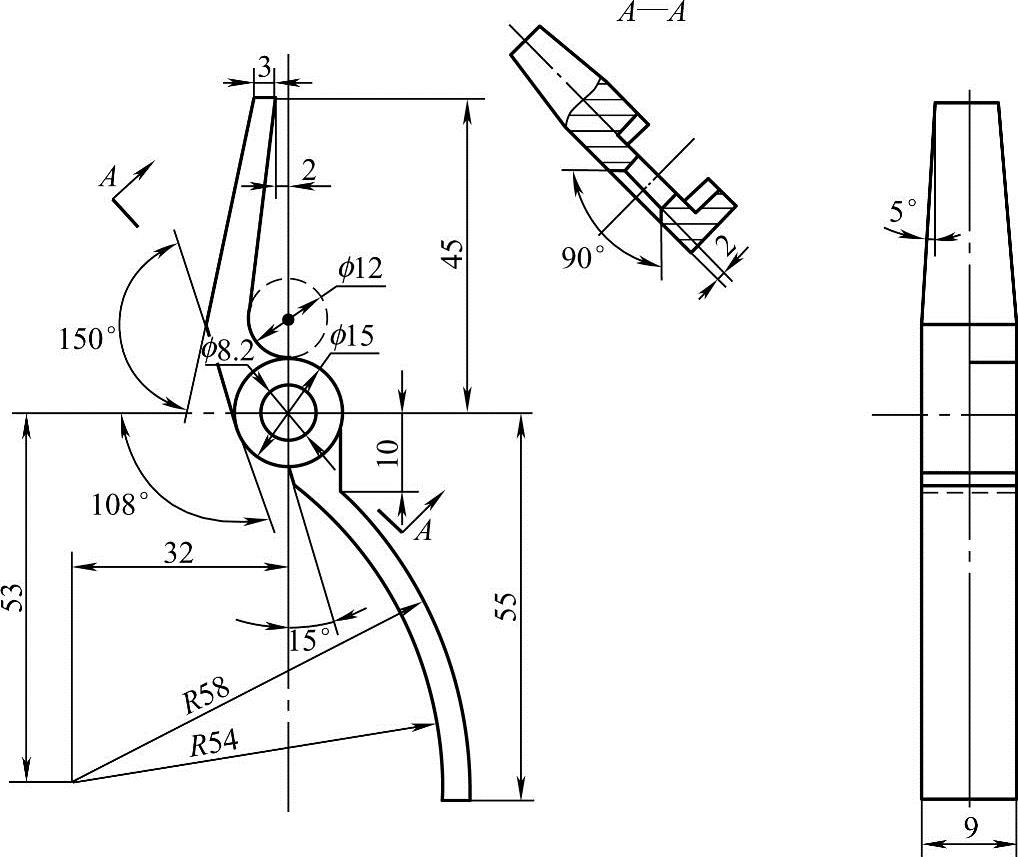
图9-11 绝缘子拔销钳
1.备料
条形35钢钢板尺寸为110mm×20mm×10mm(厚度),如图9-12所示。
2.锉削条形板毛坯料(见图9-13)
1)锉削条形板A面,平面度为0.04mm,并垂直于C。
2)锉削条形板B面,平面度为0.04mm,并垂直于A、C。
3)分别以A、B为基准(既是划线基准,又是测量基准),锉削基准面A与B的对面,达到平面度0.06mm及相应的垂直度要求。
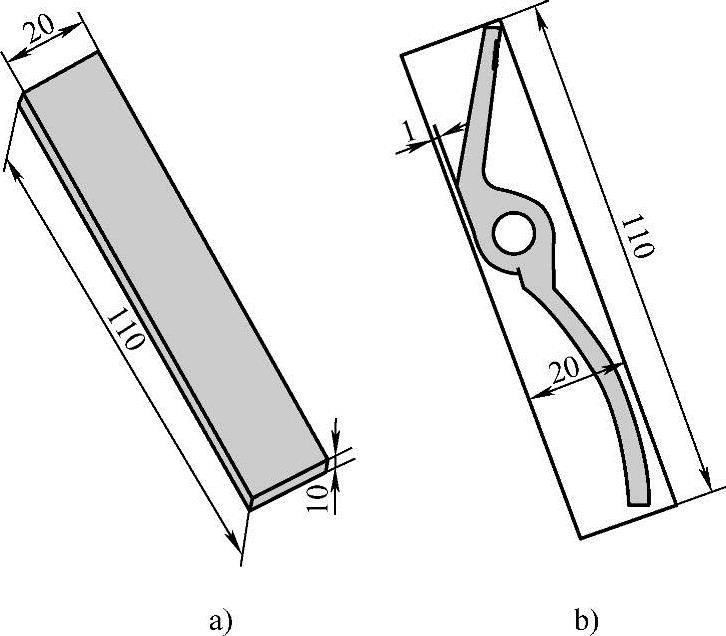
图9-12 锉削备料图
a)备料毛坯尺寸 b)加工成形后的形状
3.孔加工(见图9-14)
1)根据图样尺寸划出ϕ8.2mm回转销孔及ϕ12mm过渡圆弧的孔位线及孔径线。
2)如图9-14所示,在条形板毛坯料坯上钻ϕ8.2mm及ϕ12mm孔。
3)如图9-14及图9-11所示,用锥形锪钻锪出ϕ8.2mm上部锥坑(用于拔销钳的铆接)。
4)用ϕ15mm平底柱形锪钻锪出ϕ15mm配合孔,孔深至4.5mm,如图9-14所示。
4.绝缘子拔销钳外轮廓划线(见图9-15)(https://www.xing528.com)
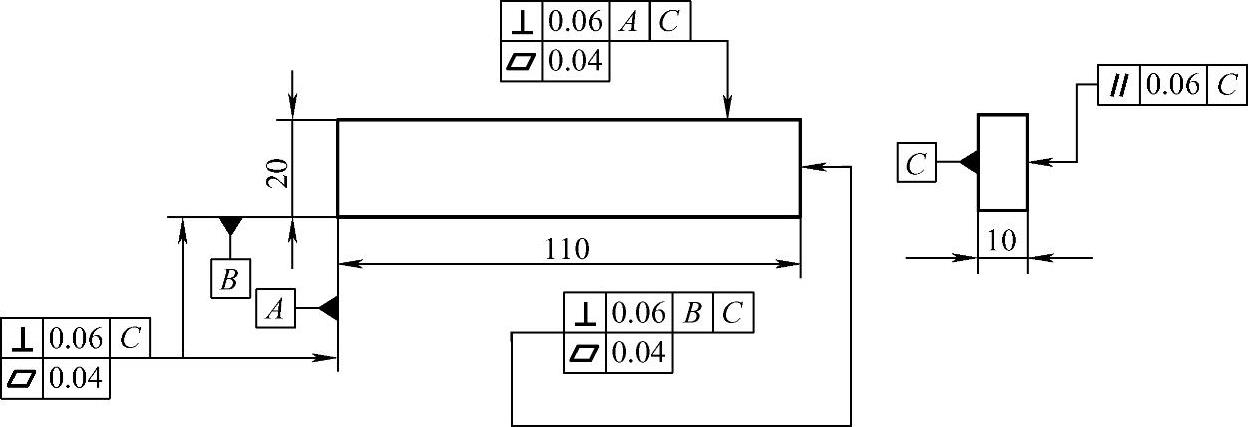
图9-13 条形板锉削图
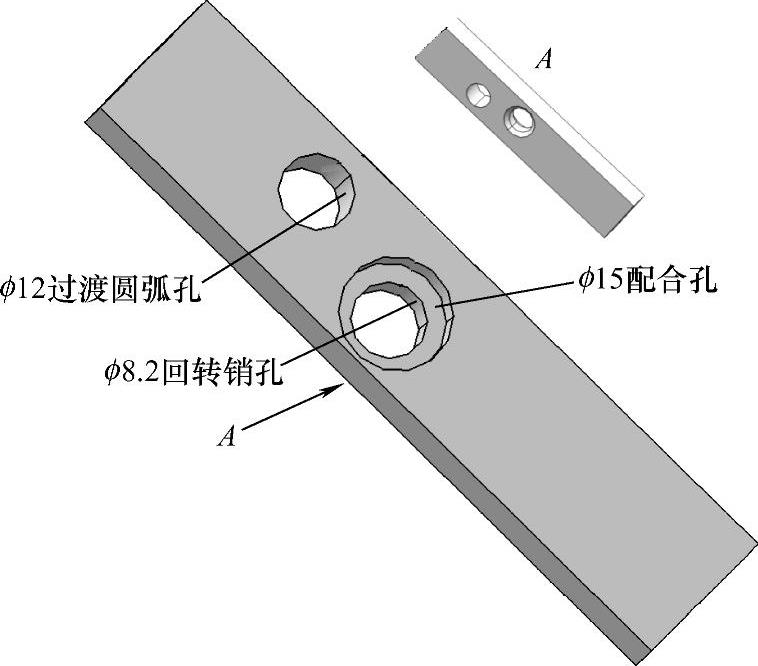
图9-14 绝缘子拔销钳毛坯孔加工
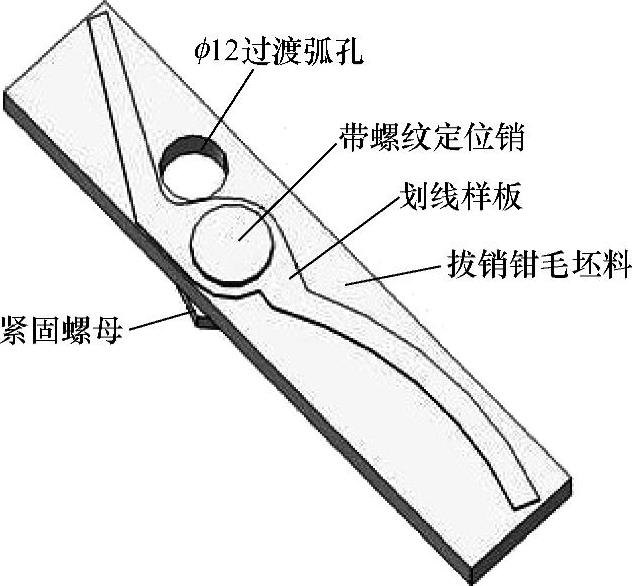
图9-15 绝缘子拔销钳外轮廓划线
1)将样板上的ϕ8.2mm回转销孔与条形板毛坯料上的ϕ8.2mm孔对齐,并插入带螺纹的定位销,用螺母将划线样板与条形毛坯料固定为一体。
2)用划针沿着样板划出拔销钳加工轮廓线。
5.抽料
根据样板所划加工线,用锯削法或排孔法将多余材料去除,此时应特别注意不能用錾子去除材料,如果这样做将使拔销钳钳体变形。
6.绝缘子拔销钳整体锉削
绝缘子拔销钳整体锉削的加工顺序如图9-16所示。
注意加工钳口内侧面时,内侧面轮廓必须与ϕ12mm连接圆弧相切。
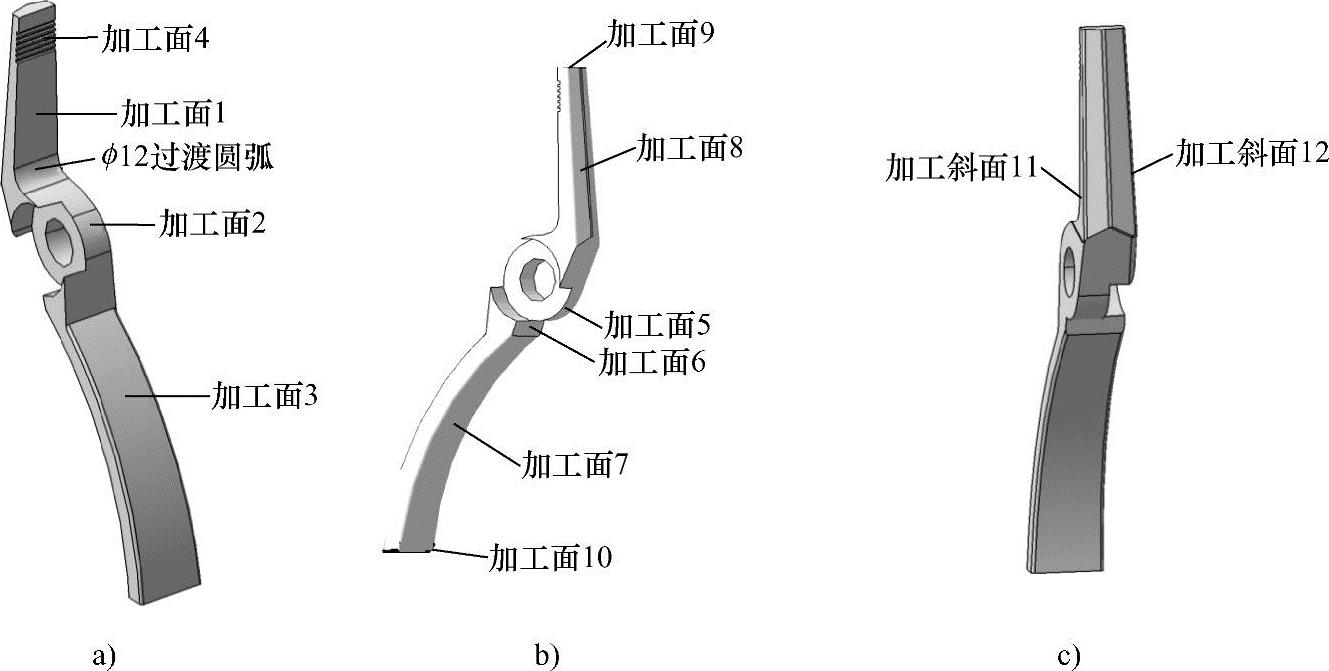
图9-16 绝缘子拔销钳整体锉削步骤
a)步骤一 b)步骤二 c)步骤三
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。