



图9-6a、b所示为电机检修时测定子与转子间隙的仪器(也称塞尺),其结构如下所述:
1)活动套筒与活动测量杆尾端为螺纹联接(螺纹规格为M10×1mm)。
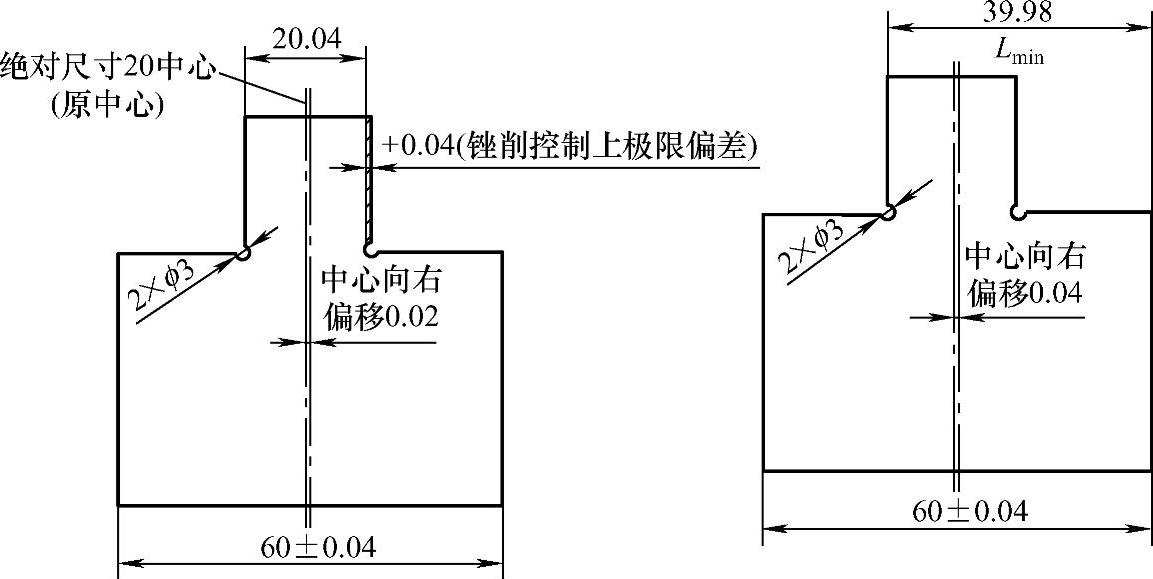
图9-5 最小控制尺寸的含义
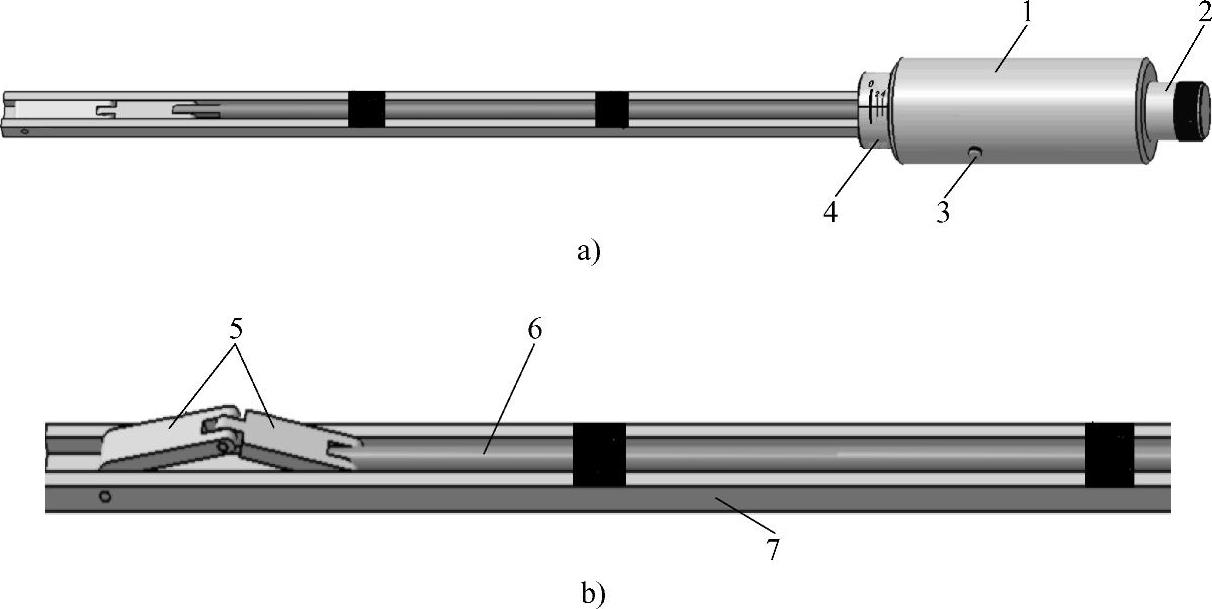
图9-6 间隙测量装置(电机检修用塞尺)
1—活动套筒 2—微调装置 3—活动销轴 4—固定套 5—测量块 6—活动测量杆 7—尺身
2)两测量块与活动测量杆为活动铰链连接。
塞尺的工作原理如下:
当未转动活动套筒时,固定套上零刻线与活动套筒上零线对齐(见图9-6a)。当逆时针转动活动套筒时,活动销轴沿固定套的圆环槽作圆周转动。根据螺旋传动原理,活动测量杆将向左(图9-6所示方向)移动。同时两测量块抬起(见图9-6b),抬起高度可在活动套筒上显示。
现在的任务是用锉削的方法配制两测量块。
两测量块尺寸如图9-7所示。
(一)锉削技术要求
1)根据使用要求,两测量块应在尺身槽内滑动灵活,且不能左右摆动。故两测量块锉削后应达到:
①两测量块侧面锉削后,应达到图9-7所示的尺寸与形状精度要求(测量块与尺身槽两内侧面的配合要求)。
②两测量块端头铰接部分锉削后,应达到图9-7所示的尺寸与形状精度要求(测量块端头凸凹配合部分的配合要求)。
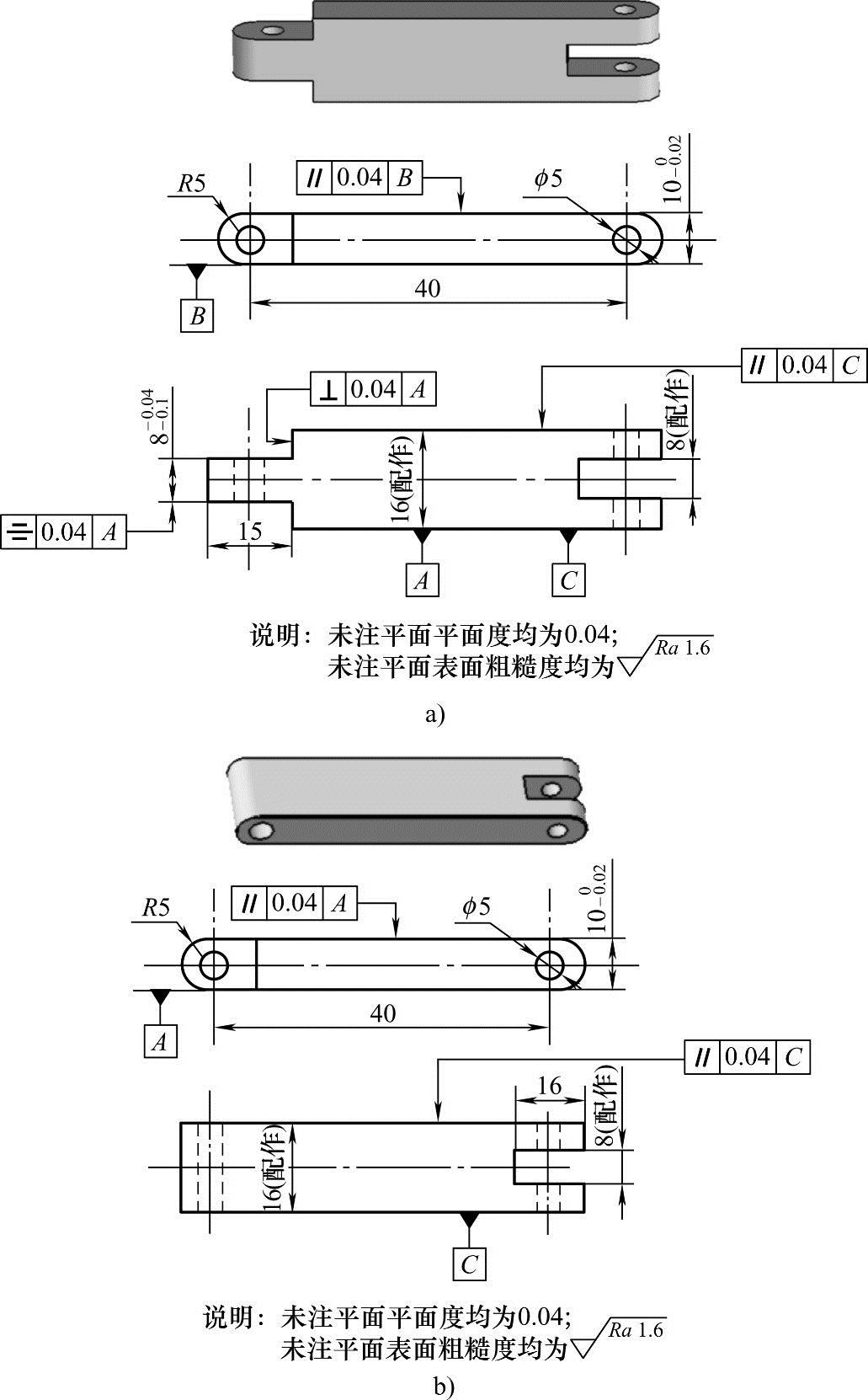
图9-7 测量块
a)测量块一 b)测量块二
③测量块二与活动测量杆端头铰接部分锉削后,应达到图9-7所示的尺寸与形状精度要求(测量块端头凸凹配合部分的配合要求)。
2)根据使用要求,两测量块下表面应与尺身槽底面接触良好,即当塞尺不工作时(未拧动活动套筒时),测量块上表面应与尺身上平面在同一水平面上。故测量块锉削后,上下表面应达到图9-7所示的尺寸与形状精度要求。
(二)锉削用工具
根据两测量块的形状及尺寸,在锉削时应选择的锉刀有10″、6″及4″板锉,且4″板锉非工作锉刀边应进行修磨;整形锉一套。
(三)锉削工艺(https://www.xing528.com)
1.备料
准备18mm×10mm×110mm毛坯钢料(20钢)一块。
2.锉削长方体(见图9-8)
1)首先将面1锉平,利用刀口尺对其平面度进行控制,精度控制在0.04mm以内,同时保证面1的表面粗糙度值在Ra1.6μm以内。
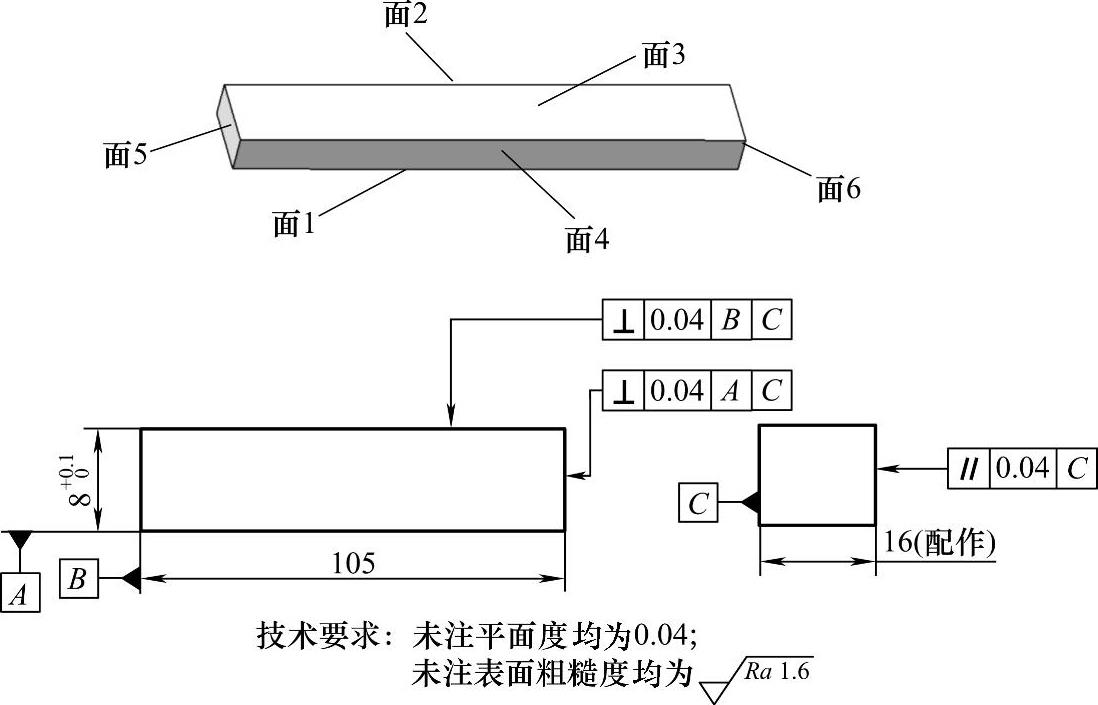
图9-8 锉削长方体尺寸
2)将面1作为基准,划出面3的加工界线,锉削面3,达到如图9-8所示的尺寸及几何公差要求。
3)锉削面2,平面度与表面粗糙度的控制同面1,并控制面2与面1的垂直度(见图9-8)。
4)如图9-9所示,根据尺身内槽实际尺寸,配锉面4,控制尺寸16mm,达到尺身内槽与16mm尺寸方向配合间隙为0.04mm<C<0.1mm。
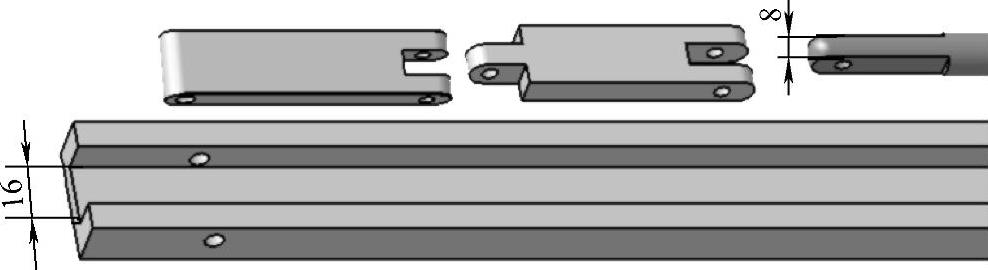
图9-9 测量块与尺身槽的配合
5)锉削两端面5、6,重点控制面5与面1、2的垂直度,面6与面1、2的垂直度,控制总长为105mm。
6)分割长方体,即将长方体分割为件一及件二,如图9-10所示。
图9-10 分割后的方料
3.加工测量块一
1)锉削8mm×16mm凹槽(根据活动测量杆端头锉配合,见图9-7、图9-9),要求活动测量杆与8mm×16mm凹槽两侧间隙为:0.04mm<C<0.1mm。
2)锉削凹槽端头外圆弧R5mm,至总长度值50mm。
3)锉削8mm×15mm端头圆弧R5mm。
4)锉削8mm×15mm端头凸台,达到图9-7所示尺寸及形状精度。
4.加工测量块二(见图9-7b、图9-9)
1)加工8mm×16mm凹槽,方法同件一凹槽。重点控制凹槽与件一凸台的配合间隙为0.04mm<C<0.1mm。
2)锉削件二左端及右端圆弧R5mm,至总长度值50mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。