



(一)锤子的握持方法
握锤子的方法有松握法和紧握法两种。
1)紧握法是右手的食指、中指、无名指和小指紧握锤柄,大拇指贴在食指上,柄尾露出15~30mm。在挥锤和锤击时握法始终不变。紧握法因锤子握得较死,容易将手磨破,所以很少用,如图5-14a所示。
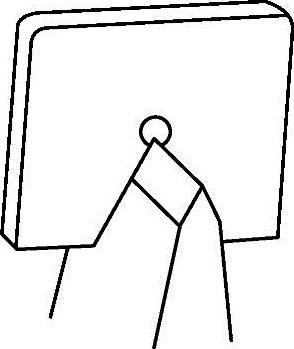
图5-13 用样板检查錾子的刃磨质量
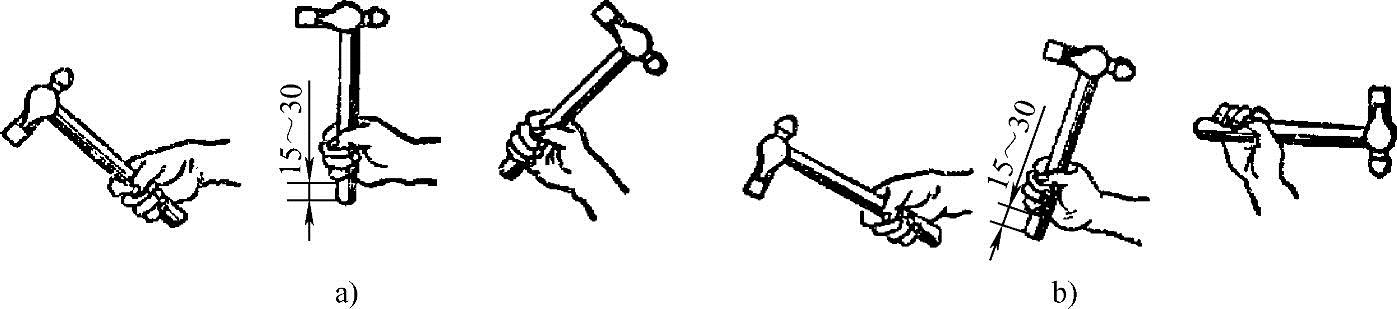
图5-14 握锤法
a)紧握法 b)松握法
2)松握法是用大拇指和食指始终卡住锤柄。当锤子向后举起时(挥锤过程),逐渐放松小指、无名指和中指,自然压着锤柄。锤击过程中,将放松的手指逐渐收紧,并加速锤子运动。此法掌握熟练后,不但可以增加锤击力,而且能减轻疲劳度,所以松握法比紧握法好,如图5-14b所示。
(二)錾削姿势及挥锤方法
1.站立姿势
正确的站立姿势是为了在錾削时便于用力,且全身不易产生疲劳现象。通常左脚向前半步,右脚在后,两脚之间的距离约为一锤柄长,重心置于左脚,稳定地站在台虎钳的近旁。腿不要过分用力,左膝盖稍微弯曲,右腿站稳伸直,两脚站成“V”形。头部不要探前或后仰,应面向工件,目视錾子刃口,具体站立姿势如图5-15所示。
2.挥锤方法
挥锤方法有腕挥、肘挥和臂挥三种,如图5-16所示。
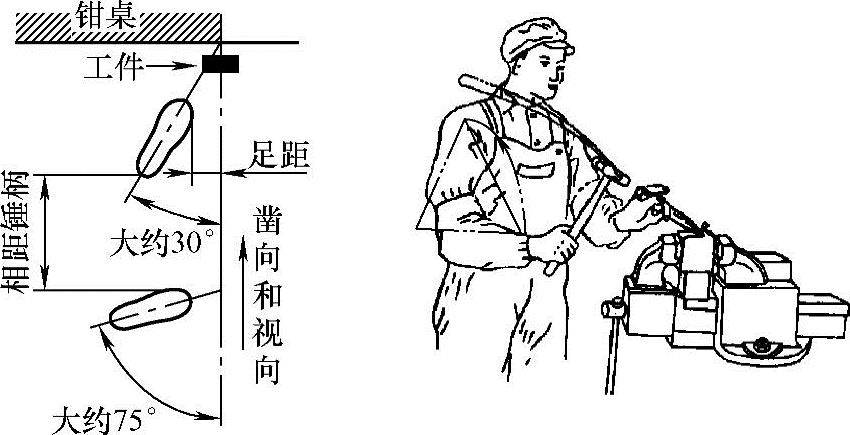
图5-15 錾削姿势
腕挥法通常使用于錾削初始及收尾阶段;肘挥运用最广,适用于錾削平面及开槽;臂挥主要用于錾断金属及开脱螺母。
3.挥锤动作要领
(1)提锤 提肩收肘,将锤子提起至肩部以上;手腕后翻,松握锤柄;锤面向上。

图5-16 挥锤方法
a)腕挥 b)肘挥 c)臂挥
(2)挥锤 视线落向錾刃及被錾削部位,收紧锤柄,手腕加力,锤子在铅垂面内划出弧线(手臂不要外撇,锤子不可沿斜向落下),直击錾顶。
(3)击锤要求 挥锤频率每分钟约40次;击锤有力,准确度高;不能有点锤现象(先用锤子轻点錾顶瞄准,再用力击锤)。
(三)錾削操作动作要领
1.錾子的握法
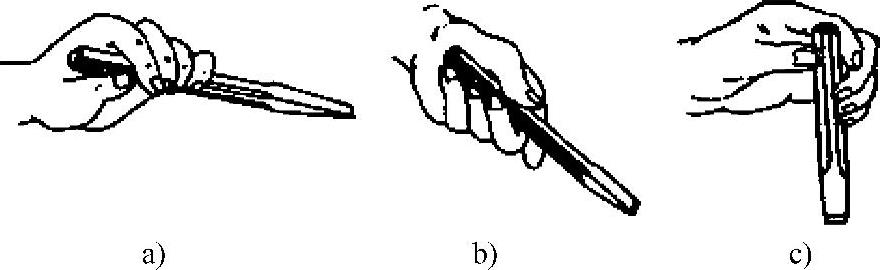
(1)正握法 如图5-17a所示,手心向下,用虎口夹住錾身,拇指与食指自然伸开,其余三指自然弯曲、靠拢、握住錾身,錾子顶部露出虎口10~15mm,露出过长,錾子容易摆动影响锤击的准确度。握錾松紧应适度,以操作灵活、不易疲劳为准。这种握錾方法是基本方法,适用于錾削平面。
(2)反握法 如图5-17b所示,手心向上,手指自然捏住錾身,手心悬空。这种握法适用于錾削小量的平面或侧面。
(3)立握法 如图5-17c所示,虎口向上,拇指放在錾子一侧,其余四指放在另一侧捏住錾子。这种握法适用于垂直錾削,如在铁砧上錾断材料。
 (https://www.xing528.com)
(https://www.xing528.com)
图5-17 握錾方法
a)正握法 b)反握法 c)立握法
2.平面錾削操作要领
1)起錾及终錾方法。如图5-18所示,平面錾削时一般采用斜角起錾法,即开始錾削时,应从工件右尖角处轻轻起錾,錾子首先右斜45°,然后錾顶向下倾斜约30°,待錾刃切入0.5~1.5mm厚度时,将錾顶抬起至要求的錾削后角,便可继续錾削。
如图5-19所示,当錾削工件至尽头时(錾刃距工件尽头约10mm),应调头錾去余下部分,否则工件边缘将会崩裂。
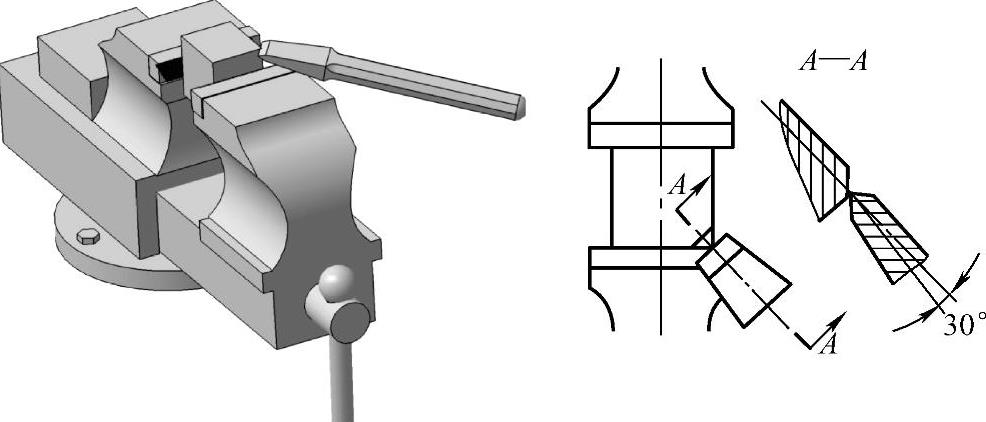
图5-18 起錾方法
2)錾削厚度。当确定錾削余量并划出錾削加工界线后,应分层錾削,每层錾削厚度一般为0.5~1.5mm。
3)錾削后角。如图5-20所示,錾削时,錾子后刀面与切削平面(经过切削刃上一点与切削表面相切的平面)之间的夹角称为錾削后角(用α表示)。錾削后角一般取5°~8°为宜,錾削过程中应保持不变。
4)在錾削过程中,每錾削几次后,可退回錾子稍适停顿,再将錾子刃口抵住被錾部位继续錾削,其目的是随时观察被錾削表面的平整度且有节奏地放松肌肉。
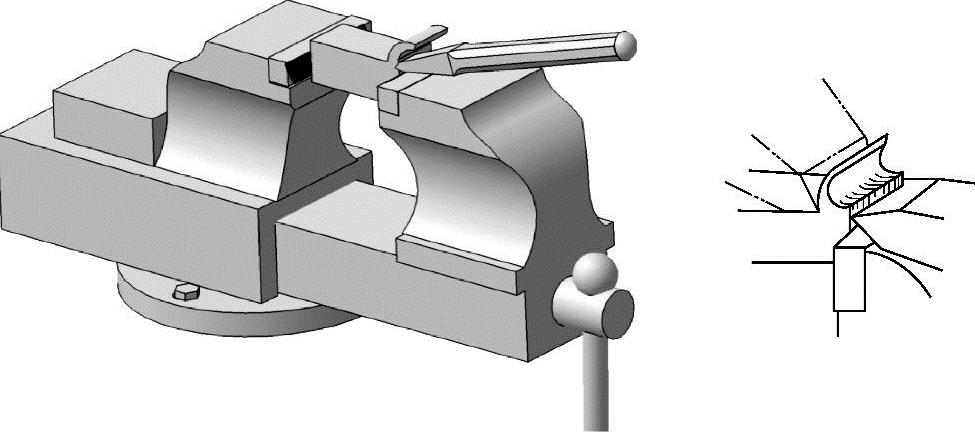
图5-19 终錾方法
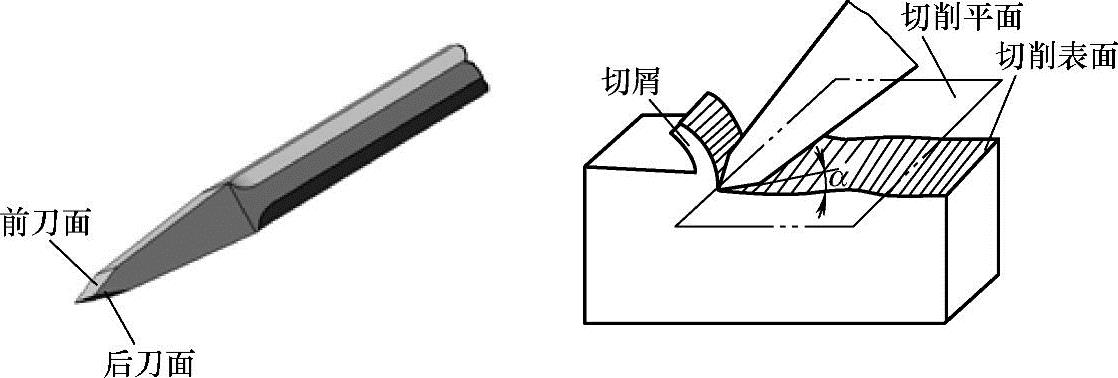
图5-20 錾削后角
3.板料的錾切方法
正确的板料錾切方法如图5-21所示。
1)图5-21a是将板料平放于铁砧上錾切,此法一般用于錾切面积较大或较厚(4mm以上)的板料以及不便于台虎钳夹持的板料。用此法錾切,切口处较难保持平直。
2)图5-21b所示是将板料夹持于台虎钳钳口上进行錾切,较易获得平直的切口。
3)錾切轮廓较复杂且较厚的工件时,为避免錾切变形,先用直径较小的钻头沿外形钻
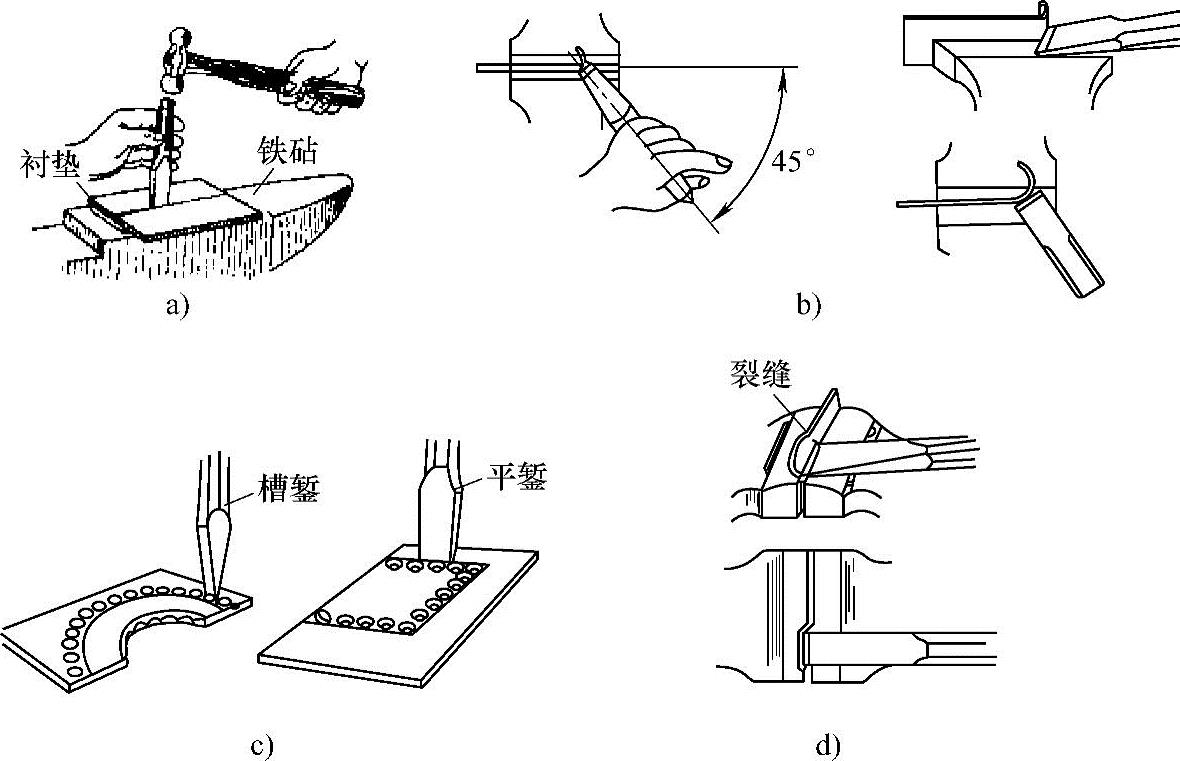
图5-21 薄板料的錾切方法
a)在铁砧上分割板料 b)先钻孔再用錾子分割板料 c)在台虎钳上正确錾切板料的方法 d)错误的錾切板料的方法
出分料孔,然后用尖錾将小孔錾成连通状,最后錾断,这样就錾削出所需的形状了,如图5-21c所示。
4)图5-21d是错误的錾切板料方法。
1)不使用锤柄开裂和松动的锤子。
2)錾削时不准戴手套,需戴好防护眼镜。
3)不要正对着人进行錾削,以防錾屑飞出伤人。
4)錾子头部发现有毛刺时,应及时磨掉。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。