



(一)錾子的刃磨要求
1.刀具刃磨总体要求
1)切削刃平直、对称、锋利,无崩豁、裂纹现象出现。
2)磨出正确的切削(工作)角度。
3)刀具的刃长、切削面大小符合要求,刃口不可过长,切削面面积不可过大。
4)切削面(工作面)平整、对称、光滑,无圆弧面、多棱面现象出现。
5)刀具的握持或夹持部分,形状正确,便于夹持或握持;无裂纹、无毛刺、无掉块等现象。
2.錾子的刃磨要求
錾子的刃磨除了要符合上述刀具刃磨的总体要求外,还应做到以下几点:
1)根据被加工材料,正确选择錾子的楔角。
2)切削刃的宽度约为5mm。
3)如图5-10所示,切削刃应垂直于錾身中心线,且应在錾子的对称中心平面上。
4)对于未磨过的毛坯錾子,应修整斜角面及錾子两侧面,其修整方法及要求与切削刀面的修磨方法及要求基本相同。
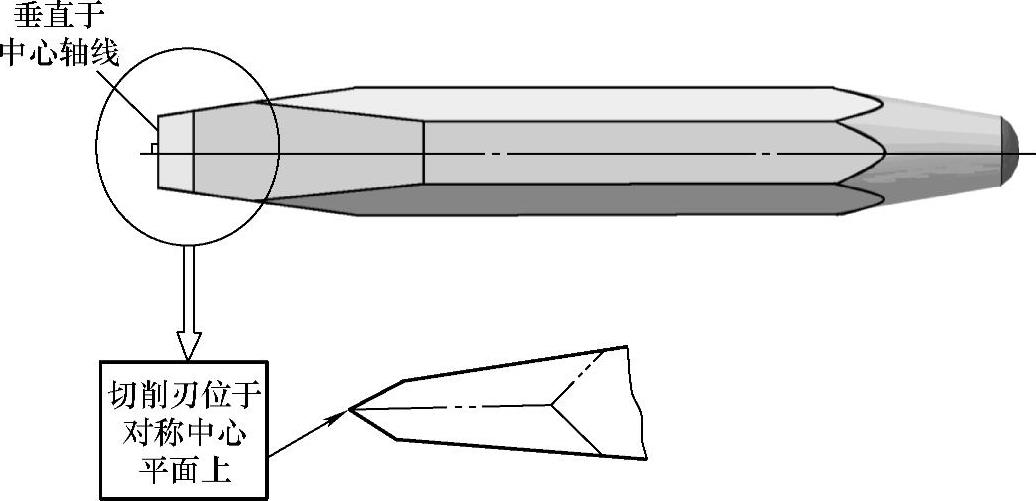
图5-10 錾子刃磨时切削刃的位置要求
5)錾顶如果出现凸凹不平、“蘑菇头”及毛刺、飞边堆积等现象,必须在砂轮上修整至要求形状。(https://www.xing528.com)
6)除符合上述刃磨要求外,刃磨时,平錾的切削刃可略带弧形,其作用是在平面上錾去微小尖凸部分时,切削刃两边的尖角不易损伤平面的其他部分。
7)除符合上述刃磨要求外,尖錾的切削刃长度应与槽宽相对应,两个侧面间的宽度应从切削刃起向柄部逐渐变窄,以避免錾子在錾槽时被卡住,同时保证槽的侧面能錾削平整。
8)刃磨錾子时,常出现的刃磨错误现象如图5-11所示。
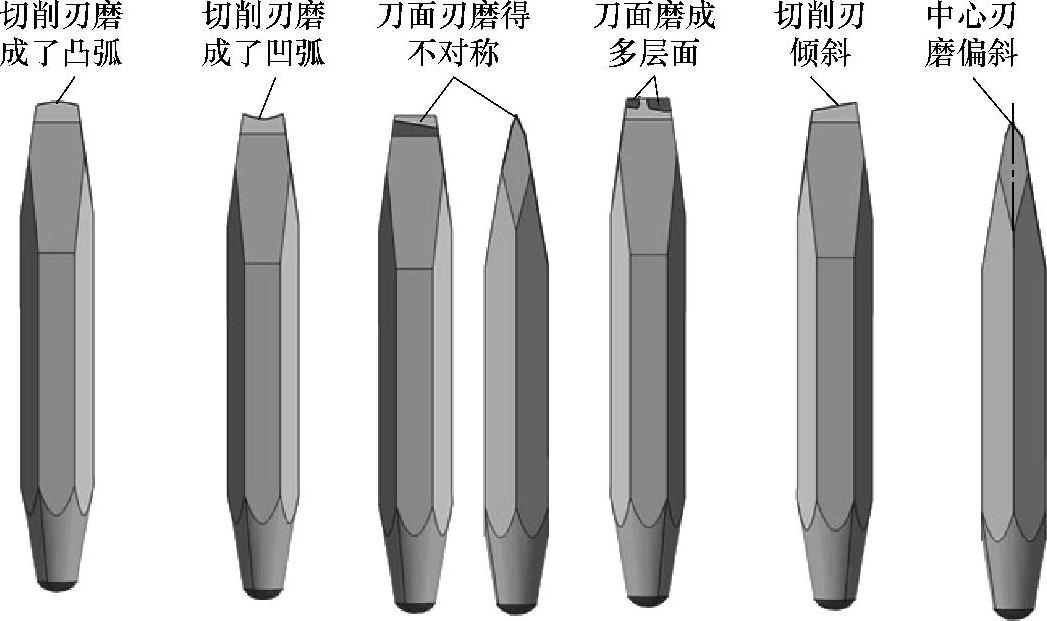
图5-11 錾子刃磨时产生的缺陷
(二)錾子的刃磨方法
錾子刃磨的基本方法如图5-12所示。
1)严格遵守砂轮机安全操作规程。
2)刃磨錾子时,操作者应站在砂轮机左侧,用右手大拇指和食指捏住錾子的前端,左手拿稳錾身,在旋转着的砂轮轮缘上进行刃磨。
3)刃磨时,必须使切削刃高于砂轮水平中心线,在砂轮全宽上作左右平稳、均匀的移动,并要控制錾子的方向、位置,保证磨出所需的楔角值。
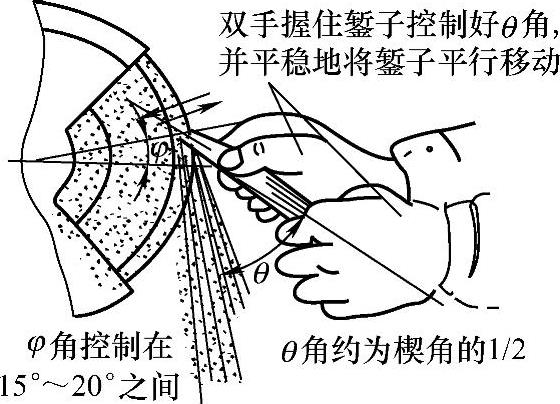
图5-12 錾子的刃磨方法
4)刃磨时施加在錾子上的压力应适中,不宜太大或太小。若施加压力过大,錾子势必抖动,刃磨时产生振痕,也易出现多棱面;若施加压力过小,则表面不宜磨平,磨削效率低。
5)刃磨錾刃时,要经常蘸水,防止錾刃退火。
6)錾子刃磨后可用专用样板检查其刃磨质量,如图5-13所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。