



錾削时所用的工具主要有錾子和锤子。
(一)錾子
1.錾子的种类及用途
錾子是錾削时的切削刀具,它一般由碳素工具钢制成。
錾子由头部、切削部分及錾身三部分组成,如图5-1所示。头部有一定的锥度,顶端略带球形,以便锤击时作用力容易通过錾子中心线,使錾子容易保持平稳。现錾身多数呈六棱形,以防止錾削时錾子转动。
錾子分为平錾、槽錾和油槽錾三种,其用途如下:
(1)平錾 平錾又称扁錾、阔錾,主要用于錾削平面,切断小尺寸的圆钢、扁钢及錾切薄钢板等。如图5-1所示为平錾各部分尺寸及名称,平錾的刃宽一般为10~20mm。
(2)槽錾 槽錾又称尖錾、狭錾,主要用于开凿金属表面的沟槽、键槽和分割曲线型板料。槽錾的刃宽根据槽宽决定,一般约为5mm,如图5-2所示。錾削面积较大平面时,可先用槽錾开槽,然后用平錾錾平,如图5-3所示。
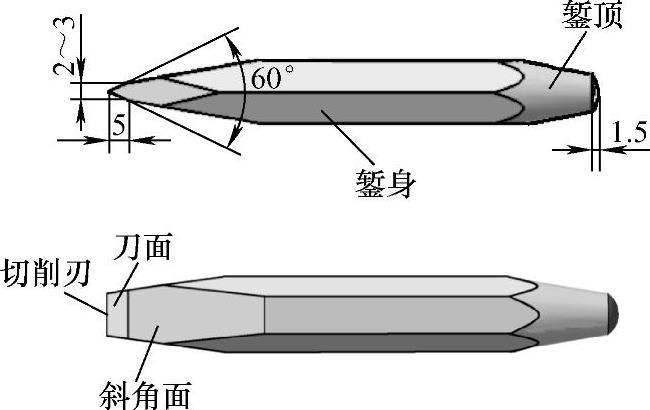
图5-1 平錾各部分尺寸及名称
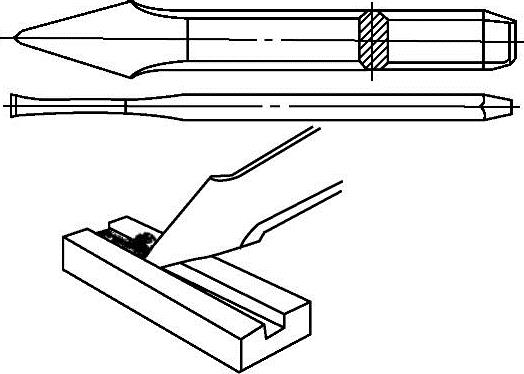
图5-2 錾削沟槽、键槽
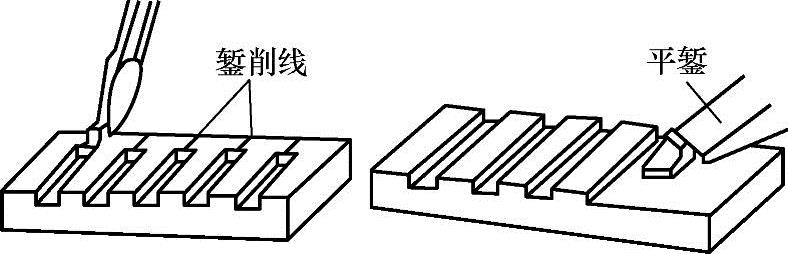
图5-3 面积较大平面的錾削
(3)油槽錾 油槽錾主要用于錾油沟,如錾削轴瓦油槽和其他滑动面的油槽。它的錾刃应磨成与油沟形状相符的圆弧形,宽度等于油槽宽,并在工件上按划线痕錾油槽。油槽应錾得光滑且深度一致。錾削方法如图5-4所示。
2.錾子的工作角度
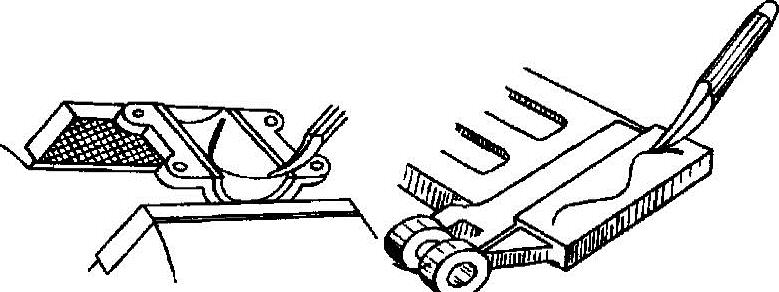
图5-4 錾削油槽
影响錾削质量和效率的主要因素是錾子的楔角和錾削时的后角大小。(https://www.xing528.com)
楔角β的选择:錾子是属于切削刀具的一种,它的切削刃由两个刃面所组成,形状呈楔形,故称由两刃面形成的角为楔角,以β表示。楔角小,錾子刃口锋利,但强度较差,容易崩裂。楔角大,刀具强度好,但錾削阻力大,不易切削,如图5-5所示。楔角大小应根据工件的软硬程度来选择。一般情况下,錾削脆性、硬性的材料,楔角要大些;錾削较软材料时,楔角要小些。錾削硬材料的楔角为60°~75°;中性材料为50°~60°;铜、铸铁材料为30°~50°。
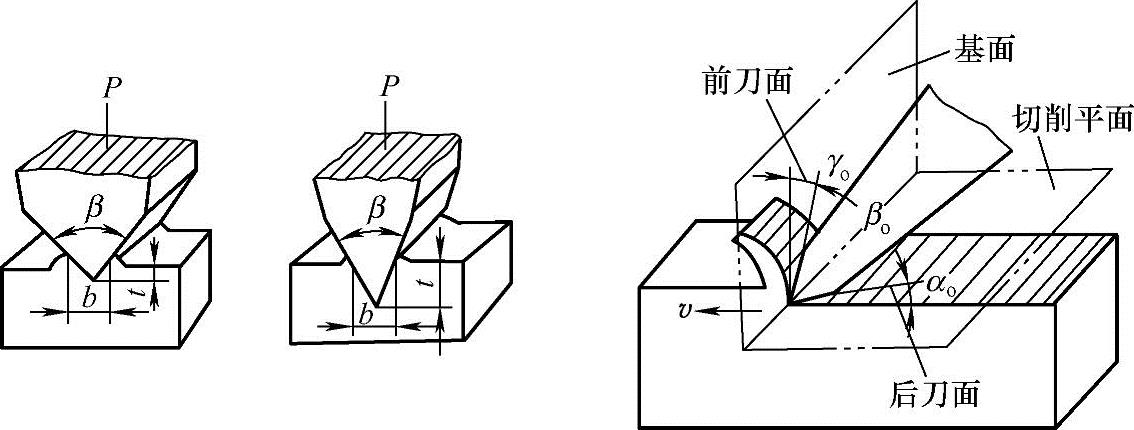
图5-5 錾削的角度
后角αo的选择:錾子后刀面与工件之间的夹角称为后角,后角太大,会使錾子切入工件太深。后角太小,由于錾削方向太平,錾子容易从工件表面滑出,同样不能切削,如图5-6所示。一般后角以5°~8°为宜。在錾削过程中,后角应尽量保持不变,否则加工表面将不平整。
(二)锤子
1.锤子的规格
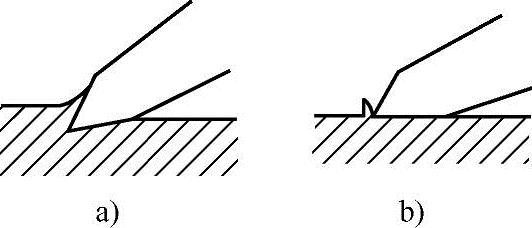
图5-6 錾削时錾子后角的大小与工件的关系
a)αo大 b)αo小
图5-7a所示的锤子俗称榔头,是钳工基本操作及拆装操作中最常用的手动工具之一。
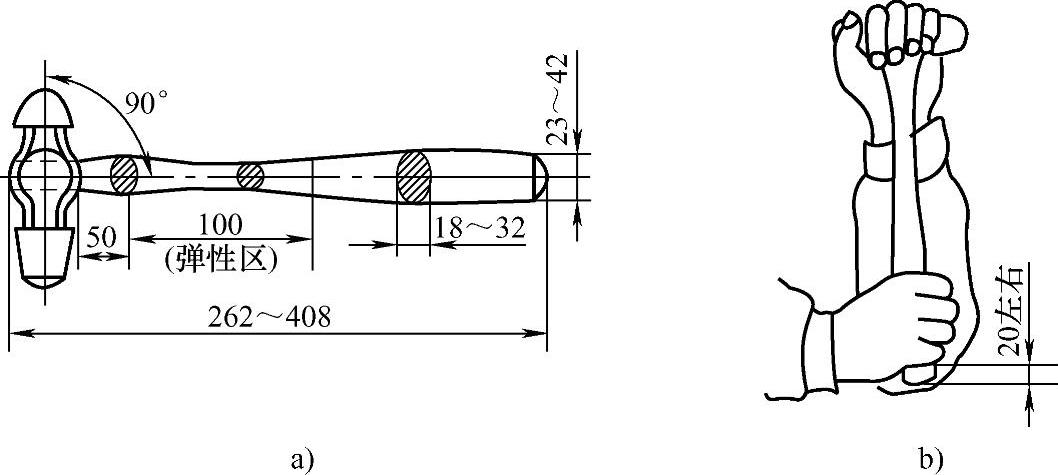
图5-7 锤子结构
a)锤子及锤柄 b)锤子锤柄长度的确定
锤子由锤头和木柄两部分组成。锤头的重量大小用来表示锤子的规格,常用的有0.22kg、0.44kg、0.66kg、0.88kg、1.1kg等几种。锤头用碳素工具钢(T7或T8)制成,并经淬硬处理。锤柄用坚韧的木料制成,一般选檀木的较多。锤子的锤柄长约为300~350mm,锤头越重,安装的手柄越长,如1.1kg锤头应安装350mm长锤柄。但也可根据人的小臂长度来定,如图5-7b所示。
2.锤子的安装
如图5-8所示,安装锤子时,要使锤柄中线与锤头中线垂直;锤柄安装在锤头中必须稳固可靠,要防止脱落而造成事故。为此,装锤柄的孔应做成椭圆形。锤柄敲紧在孔中后,端部再打入楔子就不易松动了。锤柄也应是椭圆形,这样用手握持时,锤子便不会转动了,锤击点更为准确。
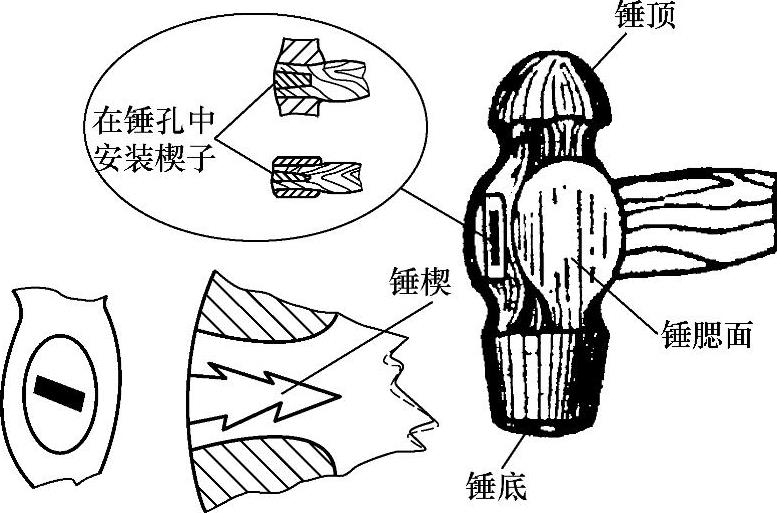
图5-8 锤子安装简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。