



1.扁钢及角钢的锯削
经验证实,为保证锯削时锯齿不被工件的棱边卡住,避免锯条折断现象发生,锯削时,通常应有3~4齿与被锯削表面接触。因此,锯扁钢或角铁时,应从宽面往下锯,如图4-17所示。从宽面往下锯不但锯削效率高,而且能较好地防止锯齿的崩缺。反之,若从窄面往下锯,非但不经济,而且只有很少的锯齿与工件接触,使锯齿被卡住。工件越薄,锯齿越容易被工件的棱边钩住而折断。
2.槽钢的锯削
(1)槽钢锯削前的夹持 锯削前应正确夹持槽钢,以免使槽钢在锯削加工过程中发生变形而影响使用。如图4-18所示为槽钢在台虎钳上锯削前的夹持方法。
(2)槽钢的锯削方法 如图4-19所示,锯削槽钢时,一般分三次从宽面往下锯,不能在一个面上往下锯,应尽量做到在长的锯缝口上起锯,因此工件必须多次改变夹持的位置。先在宽面上锯槽钢的一边(见图4-19a);再把槽钢反转夹持,锯中间部分的宽面(见图4-19b);最后把槽钢侧转夹持,锯槽钢另一边的宽面(见图4-19c)。若按图4-19d所示,把槽钢只夹持一次锯开,一是效率低;二是在锯高而窄的中间部分时,锯齿容易折断,锯缝也不会平整,所以此方法不宜采用。
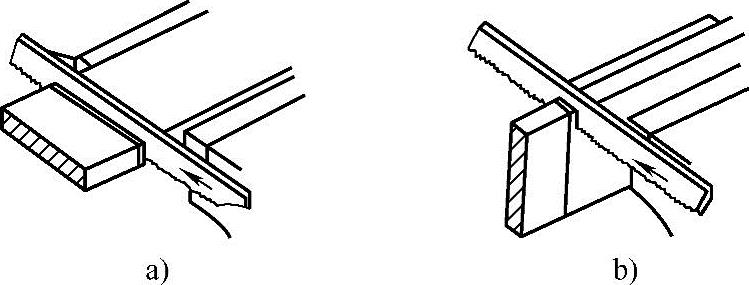
图4-17 扁钢的锯削
a)正确 b)不正确

图4-18 槽钢在台虎钳上锯削前的夹持方法
a)正确的夹持方法 b)错误的夹持方法

图4-19 槽钢的锯削
a)翻转一 b)翻转二 c)翻转三 d)正常锯路锯削
3.深缝的锯削(https://www.xing528.com)
如图4-20所示,锯深缝时,先垂直锯,当锯缝的高度达到锯弓高度时,锯弓就会与工件相碰,此时应把锯条拆出转90°重新安装,使锯弓转到工件的侧面,然后按原锯路继续锯削。

图4-20 深缝的锯削
4.管材的锯削
(1)管材锯削前的夹持 锯削前应正确夹持管材,以免使管材在锯削加工过程中内径发生变形而影响使用。图4-21所示为管材在台虎钳上锯削前的夹持方法。
(2)管材的锯削过程 如图4-22所示,锯削管材时,不能从一个方向锯到底,因为锯子锯穿管材内壁后,锯齿即在薄壁上切削,由于受力集中,很容易被管壁钩住而折断。正确的方法是:当锯到管材内壁时就停锯,把管材向推锯方向转过一些,锯条依原有的锯缝继续锯削,这样不断地转锯,直至锯断为止。还应注意的是对于薄壁圆管,在锯削前应用V形方木块夹持锯削。
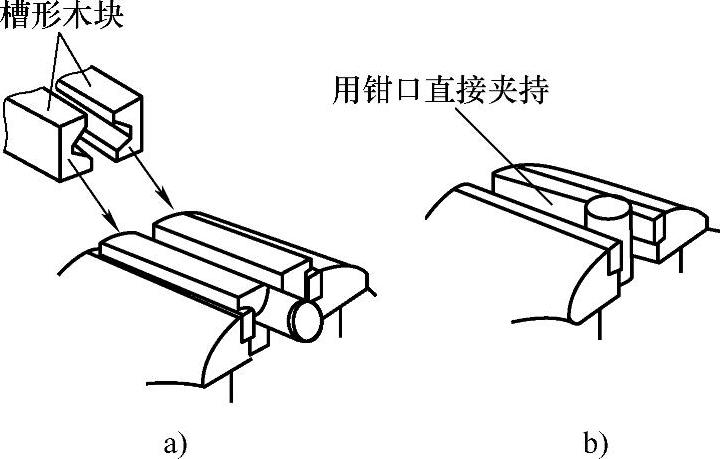
图4-21 管材在台虎钳上锯削前的夹持方法
a)正确的夹持方法 b)错误的夹持方法

图4-22 管料的锯削
5.薄板的锯削
如图4-23所示,将薄板料夹在两木块之间,连同木块夹在台虎钳上一起锯削,这样增加了薄板料锯削时的刚性,防止锯齿折断。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。