




图2-1 钢直尺
(一)简单量具
1.钢直尺
图2-1所示为常用钢直尺外形图,其最小示值读数为1mm,1mm以下只能估计读数。钢直尺按测量长度范围划分规格,常用的有150mm、300mm、500mm和1000mm等几种规格。
2.刀口尺
如图2-2所示,刀口尺是用于测量工件表面直线度和平面度的量具,按其刃口长度划分规格,常用的有75mm、125mm、175mm等。
如图2-3所示,刀口尺的测量原理是:轻轻将刀口尺刃口放置于被测表面,通过透光法判断直线度偏差。检查时若能看到一条均匀而微弱的光线,说明工件表面在所检测的方位平直。

图2-2 刀口尺

图2-3 透光法测量直线度
3.直角尺
直角尺是用来测量工件内外表面垂直度的量具。如图2-4所示,一般常用规格有63mm×40mm、125mm×80mm等几种。
如图2-5所示,直角尺的测量原理是:用光隙法测量内外直角的垂直度时,操作者应面对光源将尺座紧贴测量基准面后轻轻移动直角尺,通过透光法判断被测表面与基准面的垂直度误差。
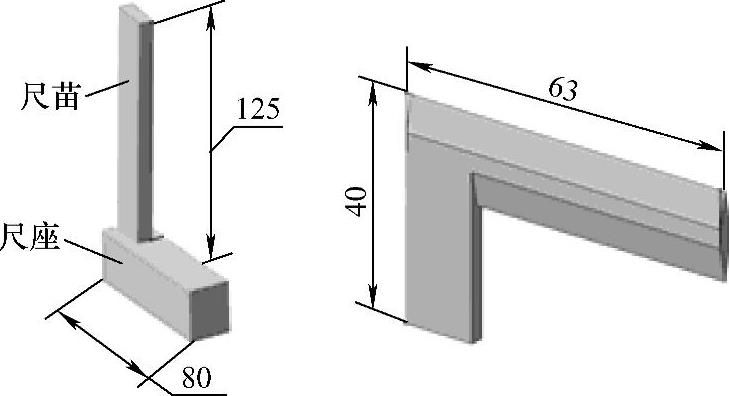
图2-4 直角尺

图2-5 直角尺的测量原理
4.塞尺
塞尺由一组不同厚度的薄钢片组合而成,多用于测量两接触表面的间隙。图2-6所示的塞尺规格为0.03~0.5mm。初步判断间隙大小后,将相应的塞尺片组合起来使用。
(二)游标量具
游标量具属中等精度的量具。如图2-7所示,游标量具的结构、刻线原理及读数方法都基本相同,它通常包括游标卡尺、游标深度尺、游标高度尺和游标万能角度尺等。
1.游标卡尺

图2-6 塞尺
(1)游标卡尺的种类 游标卡尺的测量精度可达0.02mm(最小读数示值为0.02mm),可以直接测量出工件的外径、孔径、长度、宽度、深度和孔距等尺寸。图2-8a所示为普通游标卡尺的外形及构造。图2-8b所示为带微调装置的卡尺外形及构造。
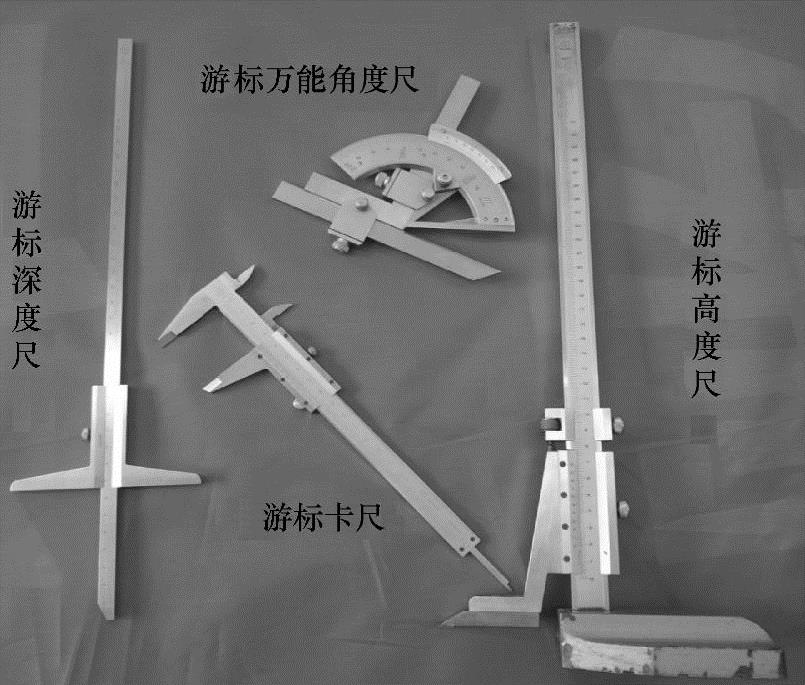
图2-7 游标量具的种类
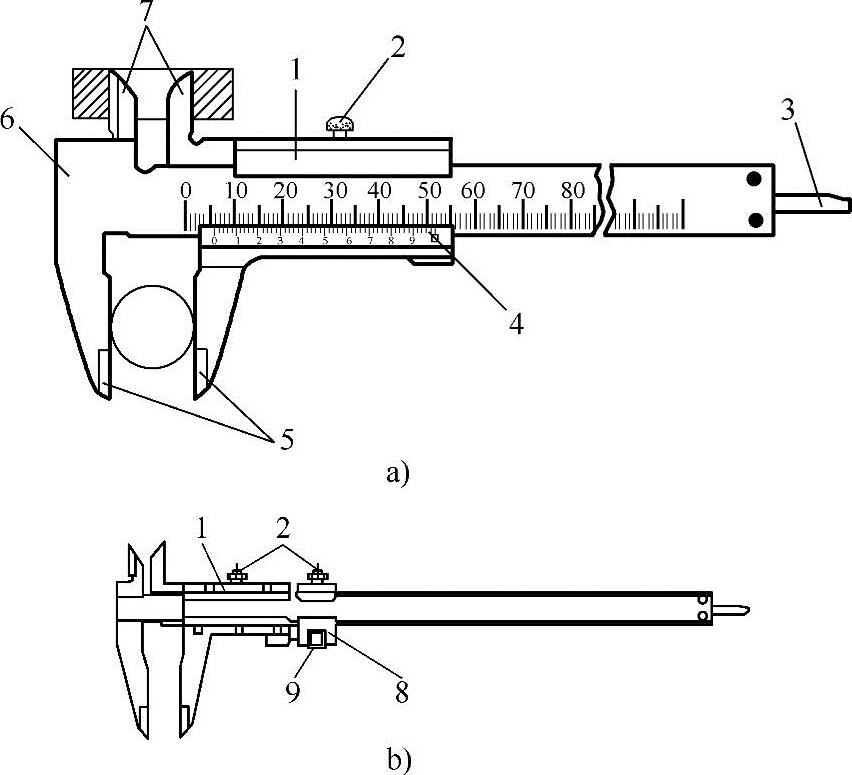
图2-8 常用游标卡尺的构造
a)普通游标卡尺的外形及构造 b)带微调装置的卡尺外形及构造
1—尺框 2—紧固螺钉 3—深度尺4—游标 5—外卡爪 6—尺身 7—内卡爪 8—微调装置 9—调间隙滚轮
两者的区别:普通游标卡尺松开尺框上的紧固螺钉后,尺框带动游标沿尺身滑动,当卡爪测量面与零件被测面接触后,靠右手的推力控制接触面贴紧程度,读出被测尺寸。带微调装置的游标卡尺,需要将尺框和微调装置上的紧固螺钉同时松开,尺框才能带动游标移动。当卡爪测量面与零件被测面接触后,可先将微调装置上的紧固螺钉锁紧,然后旋动微调装置上的调间隙滚轮,使测量爪与被测面接触更紧,再将尺框上的螺钉也锁紧,从而得到更精确的测量结果。
(2)精度为0.02mm游标卡尺的刻线原理 如图2-9所示,尺身每小格1mm,当两爪合并时,游标上的50格刚好等于尺身上的49mm,则游标每格间距=49mm/50=0.98mm,尺身每格间距与游标每格间距相差=(1-0.98)mm=0.02mm。
(3)精度为0.02mm的游标卡尺的读数方法 在图2-10中,游标零线在34~35mm之间,游标上的第24格刻线与尺身刻线对准。所以,被测尺寸的整数部分为34mm,小数部分为24×0.02mm=0.48mm,被测尺寸为(34+0.48)mm=34.48mm。

图2-9 精度为0.02mm游标卡尺的刻线原理

图2-10 游标卡尺读数举例
由上述可知,用游标卡尺测量后的读数步骤如下:
1)确定整数值,即游标零刻线前面的毫米整数,如上例中的34mm。
2)通过观察,判断小数值是否大于0.5mm,若判断小数值大于0.5mm,则观察游标上刻度数“5”后面的对齐刻线;若判断小数值小于0.5mm,则观察游标上刻度数“5”前面的对齐刻线。如上例中找到的游标刻度数“4”后面第4格与尺身上的刻线正好对齐,于是得知小数值为0.48mm。
3)最后测量结果为:毫米整数值+小数值=34.48mm。
2.游标高度尺
图2-11所示为游标高度尺的结构,图2-12所示为用游标高度尺检测已加工工件高度方向上的尺寸。根据其测量高度值不同,通常分为200mm、300mm等几种。游标高度尺的刻线原理和读数方法与游标卡尺相同。

图2-11 游标高度尺的结构(https://www.xing528.com)
1—测高爪(划针) 2—游标 3—微调螺钉 4—紧固螺钉 5—尺框 6—基座
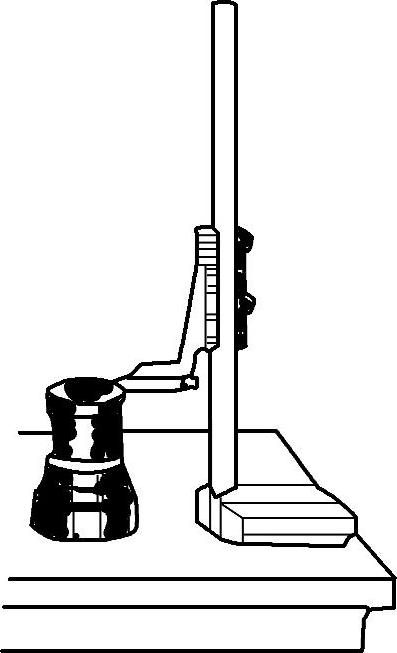
图2-12 游标高度尺的应用实例
3.游标深度尺
如图2-13所示,游标深度尺用于已加工表面深度的测量,其刻线原理和读数方法与游标卡尺相同。根据其测量深度值不同,通常分为200mm、300mm等几种。如图2-14所示,用游标深度尺测量深度时,其尺座表面应与工件已加工的上表面紧密贴合。
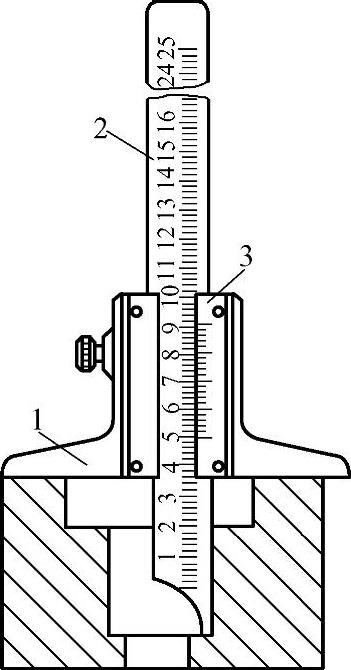
图2-13 游标深度尺的外形及构造
1—尺座 2—尺身 3—游标

图2-14 游标深度尺的应用实例
4.游标万能角度尺
游标万能角度尺的外形及结构如图2-15所示,它是用来测量工件内外角度的一种游标量具,测量范围为0~320°,按测量精度可分为2′和5′两种。
(1)精度为2′的游标万能角度尺的刻线原理 游标万能角度尺尺身上的刻度线每格1°。游标上刻有30格,所占的总角度为29°,因此两者每格刻线的度数差为

(2)游标万能角度尺的读数方法
读数值=游标零位指示的尺身整数+游标与尺身重合格数×精度值

图2-15 游标万能角度尺
1—角尺 2—游标 3—锁紧螺钉 4—基准边 5—夹头 6—直尺
实际测量实例如图2-16所示,其读数值为215°10′。
(三)千分尺
千分尺属于精密量具,它是利用螺旋副的传动原理制成的,其测量精度为0.01mm。千分尺的种类有外径千分尺、内径千分尺、公法线千分尺等,这些千分尺结构虽有差别,但测量原理基本相同。
1.千分尺的结构
千分尺的结构大同小异,常用的外径千分尺用于测量或检验零件的外径、凸肩厚度以及板厚或壁厚等(测量孔壁厚度的千分尺,其测量面呈球弧形)。千分尺由尺架、测微头、测力装置和制动器等组成。图2-17所示为测量范围为0~25mm的外径千分尺。尺架1的一端装着固定测砧2,另一端装着测微头。固定测砧和测微螺杆的测量面上都镶有硬质合金,以提高测量面的使用寿命。尺架的两侧面覆盖着绝热板12,使用千分尺时,手拿在绝热板上,防止人体的热量影响千分尺的测量精度。

图2-16 游标万能角度尺的读数方法

图2-17 千分尺的结构
1—尺架 2—固定测砧 3—测微螺杆 4—螺纹轴套 5—固定套筒 6—微分筒 7—调节螺母 8—接头 9—垫片 10—测力装置 11—锁紧螺钉 12—绝热板 13—被测零件
2.千分尺的测量原理
千分尺的测量原理如图2-18所示。

图2-18 千分尺的测量原理
1—固定测砧 2—锁紧螺钉 3—固定套筒 4—螺纹轴套 5—测微螺杆(螺距为0.5mm) 6—微分筒 7—胀套 8—垫片 9—调隙装置
1)带刻度的固定套筒固定在螺纹轴套上(带有固定螺钉),螺纹轴套又与尺架紧密结合成一体,其外圆面带有刻度。中分线上下两排每一小格为1mm,且以半格的形式相互错位。
2)微分筒(活动套筒)用锥孔及胀套和测微螺杆联接,其端部等分为50格。测微螺杆上制造有螺距为0.5mm的精密螺纹,并与螺纹轴套的内螺纹相配合。即微分筒转一圈,测微螺杆移动0.5mm,故微分筒每顺时针或逆时针转动一格,微分筒就带动测微螺杆向前或向后移动的距离为:0.5mm/50=0.01mm,由此可见,千分尺的制造精度主要是由测微螺杆的精度来决定的。
3)千分尺尾部带有螺纹调隙装置,其结构为棘轮形式,转动调隙装置,螺钉与测微螺杆尾端内螺纹旋合,微量拉动测微螺杆,以消除测微螺杆与螺纹轴套内螺纹的间隙,达到精密测量的目的。
4)锁紧螺钉的功能是当以适当的测力将工件卡住后,可将测微螺杆锁住,以便读出被测尺寸值。
3.千分尺的读数方法
千分尺的具体读数方法可分为三步:
1)读出固定套筒上露出的刻线尺寸,一定要注意不能遗漏应读出的0.5mm的刻线值。
2)读出微分筒上的尺寸,要看清微分筒圆周上哪一刻线与固定套筒的中线基准对齐,将格数乘以0.01mm即得微分筒上的尺寸。
3)将上面两个数相加,即为千分尺上的测得尺寸。
如图2-19a所示,在固定套筒上读出的尺寸为8mm,微分筒上读出的尺寸为27(格)×0.01mm=0.27mm,上两数相加即得被测零件的尺寸,即8.27mm;图2-19b中,在固定套筒上读出的尺寸为8.5mm,在微分筒上读出的尺寸为27(格)×0.01mm=0.27mm,上两数相加即得被测零件的尺寸8.77mm。

图2-19 千分尺的读数
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。