



控制程序设计主要根据继电器控制电路中已经表达出的逻辑关系和PLC的特点进行设计,程序设计分为两个部分:一部分是电动机的控制部分,另一部分是液压系统的控制。液压系统的控制包括左、右机液压缸的快进、快退控制和工作台液压缸的运动控制。为了便于理解,逻辑关系基本不变。控制梯形图如图12-7所示。继电器控制系统中的所有中间继电器改为直接控制换向阀的电磁铁,对应关系如图12-6和表12-3所示,根据它们在控制中的作用和PLC的控制特点,改用逻辑元件中的辅助继电器代替,其逻辑功能不变,对应关系见表12-5。继电器控制系统中那些只起拓展触点不用于直接控制电动机主电路的中间继电器,在进行PLC设计时,都可以考虑用辅助继电器来代替。下面分别对各个部分的控制进行分析说明。
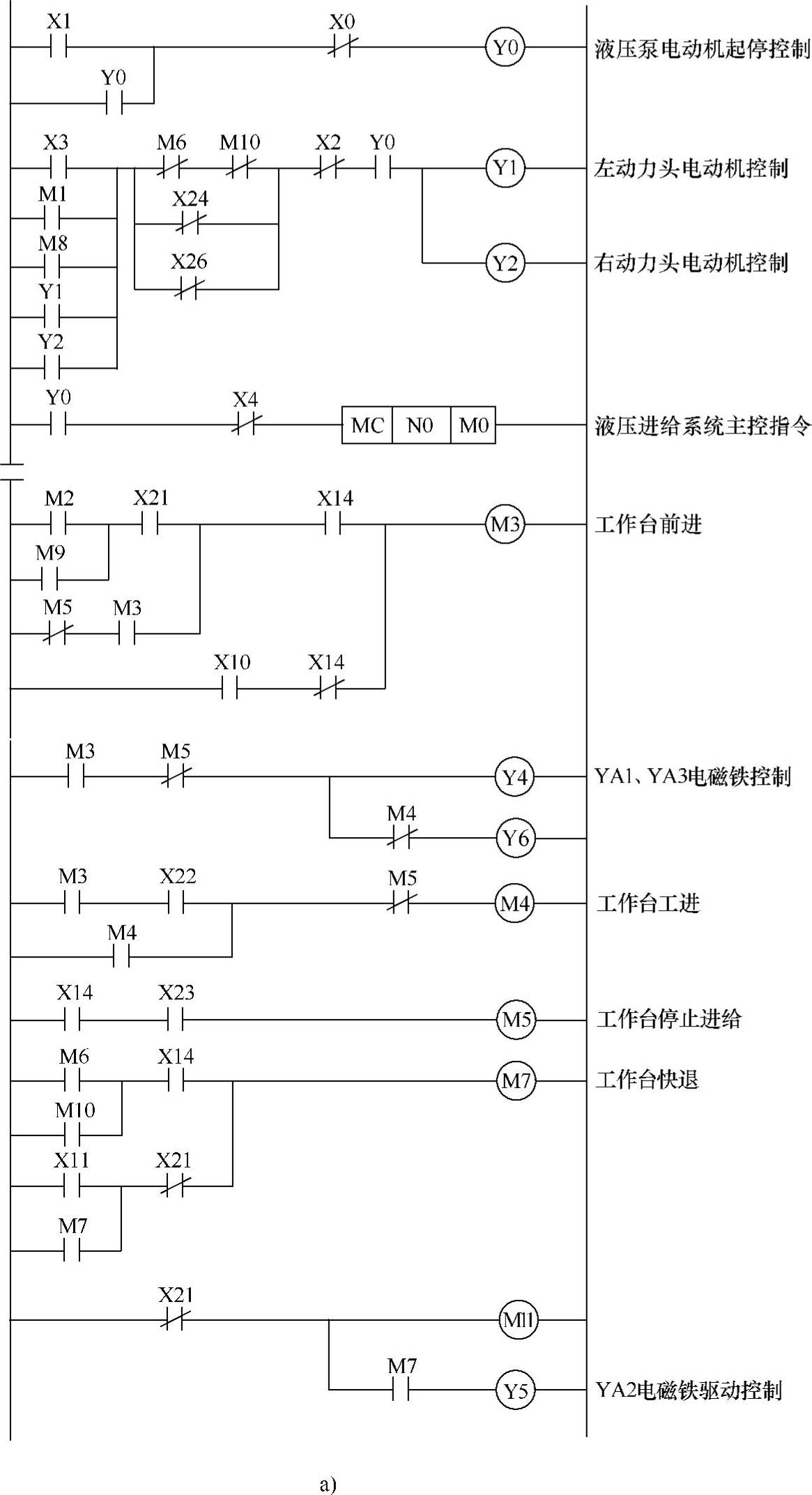
图12-7 PLC控制梯形图
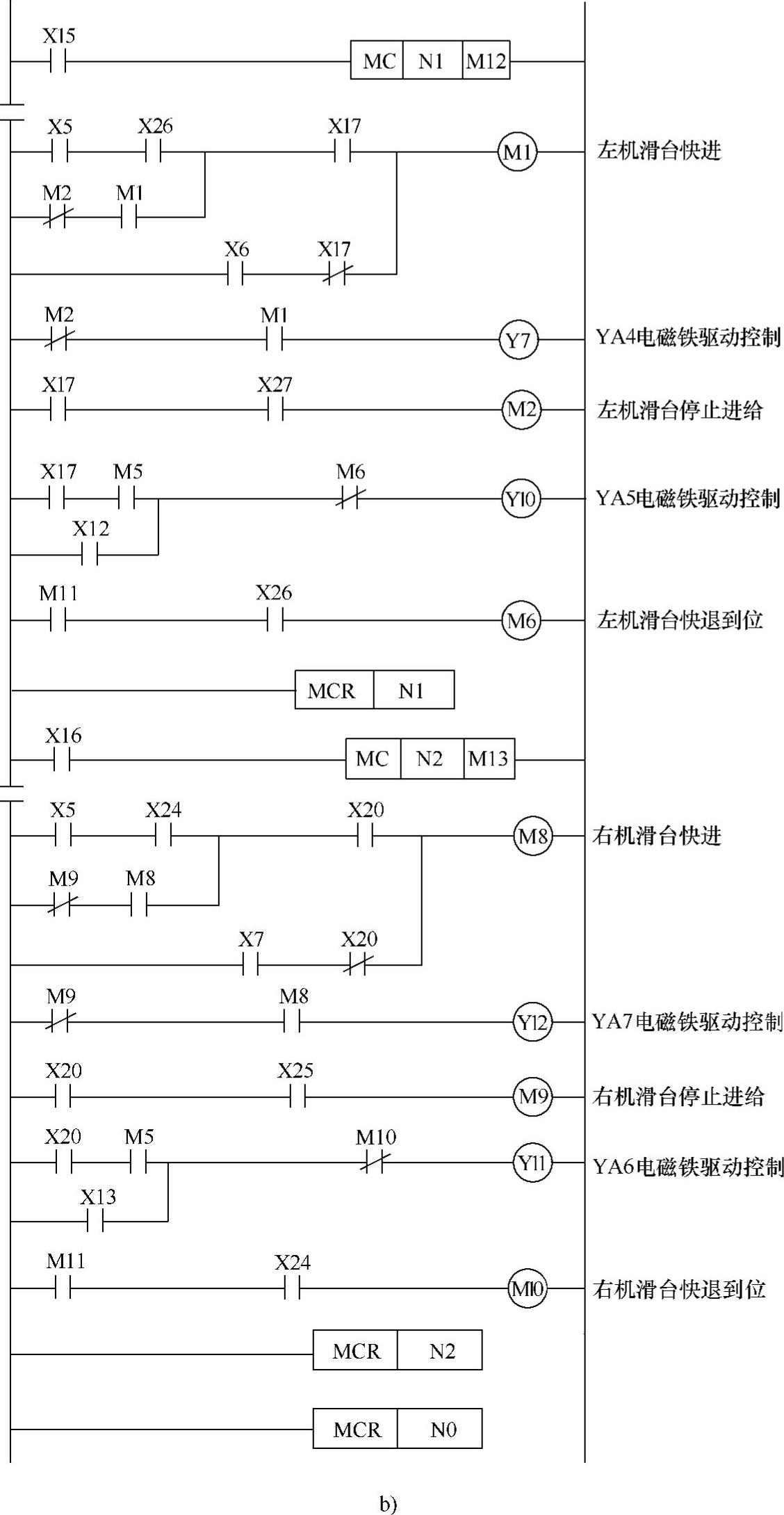
表12-5 中间继电器与辅助继电器对应表

1.液压泵电动机控制
按下起动按钮SB2,输入继电器X1得电为ON,输出继电器Y0线圈逻辑回路导通,驱动负载接触器KM1线圈电路闭合,线圈得电,主触点闭合,液压泵电动机M1主电路接通起动,为系统工作做好了准备。
当按下停止按钮SB1时,输入继电器X0得电为ON,其取反触点则为OFF,输出继电器Y0线圈逻辑回路断开,驱动负载接触器KM1线圈电路断开,线圈断电,液压泵电动机M1主电路停止供油。
2.左、右动力头电动机控制
左、右动力头电动机的起动可以手动,也可以在自动工作循环中自动起动。当需要单独调整刀具时,按下按钮SB4,输入继电器X3得电为ON,因为输出继电器Y0已经得电,所以输出继电器Y1和Y2线圈逻辑回路导通并自锁。如果转换开关SA1和SA2是闭合的,则接触器KM2和KM3的线圈回路导通,SA1和SA2按照改造前的功能,也是分别控制左、右动力头电动机是否工作。调整机床进给系统时,常常需要摘除动力头电动机。所以在正常循环工作中或者进行试切工件时,SA1和SA2是闭合的。KM2和KM3线圈电路导通后,左、右动力头电动机主电路接通,开始工作,可以进行单独控制试切工件。
自动工作循环时,当循环到左、右机滑台快速进给的同时(任意一个在快进都可以),在转换开关SA1和SA2闭合的情况下,输出继电器Y1和Y2线圈逻辑回路自动导通并自锁,接触器KM2和KM3线圈也接通得电,动力头电动机自动起动。
停止控制时,SB3是在机床调整过程中或者需要急停时的单独停止按钮。当按下SB3,输入继电器X2得电为ON,其取反触点为OFF,则驱动输出继电器Y1和Y2的线圈逻辑回路断电,对应的KM1和KM2线圈断电,电动机停止。
在自动循环过程中,当左、右机滑台退回原位状态(M6和M10得电),且压下起点行程开关SQ4和SQ6,三个条件都要满足,则左、右机滑台自动断电停止。当工作台快速后退到原位,压下行程开关SQ1时,输入继电器X21得电,取反后为OFF,则辅助继电器M11断电,驱动辅助继电器M6和M10断电为OFF,为下一次工作循环起动做好了准备。
3.左、右机滑台自动循环进给
当接触器KM1得电,液压泵电动机工作,为左、右机进给液压滑台和工作台液压滑台的运动控制做好了准备。在PLC程序中,利用主控指令N0进行主控,当Y0为ON且按钮SB5断开(输入继电器X4为OFF,取反触点为ON)时,主控元件接通,所控制的程序才能够执行。进行自动工作循环前的准备工作有:
1)滑台在原位,行程开关SQ6和SQ4分别被左、右滑台压下闭合,输入继电器X26和X24为ON。
2)液压泵电动机工作。
3)左、右机滑台对应的工作选择转换开关闭合;SA3、SA6、SA7转换到自动循环状态,输入继电器X14、X17、X20为ON。
4)左、右机滑台摘除,转换开关SA4、SA5闭合,输入继电器X15、X16为ON。
5)工作台在原位,SQ1被压下,输入继电器X21为ON。
(1)左、右机滑台快进
在自动循环准备条件充分的情况下,按下按钮SB6,输入继电器X5得电,辅助继电器M1和M8逻辑回路分别得电并自锁,分别驱动输出继电器Y7和Y12线圈逻辑回路导通为ON,驱动外部中间继电器KA4和KA7线圈电路接通,线圈得电,KA4的常开触点接通电磁铁YA4的电路,电磁换向阀YV3动作,切换液流方向,根据液压系统图可知,左机液压滑台在其液压缸的推动下快速前进。KA7的常开触点接通电磁铁YA7的电路,电磁换向阀YV4动作,切换液流方向,右机液压滑台在其液压缸的推动下快速前进。
(2)工作台快速进给
左、右机快速进给到已经确定的终点位置时,分别压下行程开关SQ7和SQ5,则输入继电器X27和X25得电为ON,分别驱动辅助继电器M2和M9线圈逻辑回路导通,其常闭触点(取反触点)使输出继电器Y7和Y12逻辑回路断开,YA4和YA7电磁铁断电,快速进给停止。
辅助继电器M2和M9作为左、右机滑台前进到位的标志,为工作台的运动做好了准备。M2和M9的常开触点驱动辅助继电器M3线圈逻辑回路导通并自锁,M3的常开触点驱动输出继电器Y4和Y6线圈逻辑回路导通为ON,Y4和Y6分别驱动中间继电器KA1和KA3线圈电路闭合,线圈得电,KA1的常开触点闭合,驱动控制电路中的电磁铁YA1电路闭合,电磁换向阀YV1动作,KA3的常开触点闭合,驱动控制电路中的电磁铁YA3电路闭合,电磁换向阀YV2动作,根据液压系统图可知,工作台液压缸推动工作台快进。
(3)工作台工作进给(https://www.xing528.com)
当工作台工进到距离刀具一定位置时,压下行程开关SQ2,输入继电器X22得电为ON,驱动辅助继电器M4线圈逻辑回路导通并自锁,M4的常闭触点为OFF,切断输出继电器Y6线圈的逻辑回路,使中间继电器KA3线圈电路被切断,其常开触点断开,电磁铁YA3断电,只有YA1工作,工作台液压缸带动工件以工进速度进给,经过两个刀具的中间位置,两把刀具同时加工工件的两个端面。
(4)左、右机滑台快速后退
当工件两个端面都经过左、右刀具后,切削加工完成,工件滑台压下终点行程开关SQ3,输入继电器X23得电为ON,驱动辅助继电器M5线圈逻辑回路导通,其常闭触点(取反)断开,切断输出继电器Y4、Y6和辅助继电器M3的逻辑回路,中间继电器KA1断电,电磁铁YA1断电,前进运动停止。
另外,M5的常开触点分别接通了左、右机滑台控制回路中的输出继电器Y10和Y11线圈的逻辑回路,驱动外部负载中的中间继电器KA5和KA6线圈电路闭合,KA5得电,其常开触点闭合,使电磁换向阀YV3的换向电磁铁YA5电路接通,液压系统驱动左机滑台的液压缸快速后退;KA6得电,其常开触点闭合,使电磁换向阀YV4的换向电磁铁YA6电路接通,液压系统驱动右机滑台的液压缸快速后退。
当左、右机滑台都退回到起点以后,分别压下行程开关SQ6和SQ4,输入继电器X26和X24得电为ON,驱动辅助继电器M6和M10线圈逻辑回路接通,左、右机动力头电动机停止。
(5)工作台快退
当左、右机滑台后退到位停止后,M6和M10得电,其常开触点驱动辅助继电器M7逻辑回路接通并自锁,M7驱动输出继电器Y5线圈逻辑回路导通,Y5得电为ON,驱动外部负载中的中间继电器KA2电路闭合,KA2线圈得电,其常开触点闭合,驱动电磁铁YA2得电,液压系统驱动工作台液压缸快速后退,当后退到起点位置时,压下行程开关SQ1,输入继电器X21得电为ON,其常闭触点为OFF,辅助继电器M7和M11线圈逻辑回路断开,输出继电器Y5、中间继电器KA2、电磁铁YA2断电。工作台液压缸后退停止在SQ1位置,为下一次工作循环做好准备。
4.左、右机滑台的调整
组合机床除了在正常工作时为自动循环外,在刀具更换、机床检修、零件试切等状态时,还需要进行单独或联合调整控制。
(1)左、右机刀具调整
在调整过程中,不需要左机刀具转动,可以将转换开关SA1断开,尽管逻辑回路中输出继电器Y1可能得电,但无法接通接触器KM1线圈回路,左机动力头主电路无法接通,从而实现对左机的摘除。右机刀具调整相同,只是利用转换开关SA2完成。
刀具的调整控制主要用于刀具更换或者试切工件时,只有调整的刀具工作,其他未调整的刀具需要摘除。
(2)工作台调整
将转换开关SA3置于断开状态,输入继电器X14断电为OFF,其常闭触点为ON,若控制工作台前进,则按下调整按钮SB9,输入继电器X10为ON,辅助继电器M3线圈逻辑回路点动接通,M3驱动输出继电器Y4和Y6逻辑电路接通,但不能自锁,于是中间继电器KA1和KA3线圈得电,电磁铁YA1和YA3电路闭合,工作台液压缸快速前进。当控制工作台后退时,则按下按钮SB10,输入继电器X11得电为ON,辅助继电器M7得电并自锁,驱动输出继电器Y5、中间继电器KA2、电磁铁YA2得电,液压系统推动工作台快速后退到SQ1起点位置时,X21得电,快退结束。
工作台调整常用于调整各个行程开关的位置,判断机床的各个部分是否正常,或者中断切削以后的恢复等状况。
(3)左机滑台调整
在调整中如果不需要左机滑台工作,则将转换开关SA4断开,X15为OFF,主控指令N1条件不能满足,后面的逻辑程序无法执行而被摘除,右机滑台则将转换开关SA5断开。
要确定行程的起点和终点位置,特别是终点位置的调整,或者加工中断后的恢复,都需要点动控制滑台前进或者后退。
对于左机滑台,调整控制如下:按下按钮SB7→输入继电器X6为ON→辅助继电器M1得电→输出继电器Y7得电→中间继电器KA4得电→电磁铁YA4得电→左机滑台快进;按下按钮SB11→输入继电器X12为ON→输出继电器Y10得电→中间继电器KA4得电→电磁铁YA5得电→左机滑台快退。由于都没有自锁,运动状态为点动。
对于右机滑台,按下按钮SB8→输入继电器X10为ON→辅助继电器M8得电→输出继电器Y12得电→中间继电器KA7得电→电磁铁YA7得电→右机滑台快进;按下按钮SB12→输入继电器X13为ON→输出继电器Y11得电→中间继电器KA6得电→电磁铁YA6得电→右机滑台快退。由于都没有自锁,运动状态为点动。
本机床设计中,没有考虑液压夹紧部分的控制。在实际设计过程中,要根据夹紧机构的需要确定PLC的改造内容。
5.总结
1)将转换开关SA1、SA2和热继电器触点直接连接在输出电路中,逻辑关系简单,并且节约了输入端口。
2)将所有输入电磁铁通过中间继电器来控制,不直接将电磁铁与PLC输出端口连接,这是保护PLC输出端口,解决感性负载控制的一种较好的方法。特别是工作频繁、起动功率大、一个COM端的电磁铁可能多个同时起动或工作的感性负载,非常有必要采用这种方法。
3)直接延用继电器控制系统中的逻辑关系,将原来的中间继电器用辅助继电器代替,可以使控制逻辑更加清楚。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。