



【摘要】:利用PLC来控制双面分级进给组合机床的运动,其动力电路与传统的控制方式下的动力电路相同。分配结果,电源类型有两种,一种是110V的交流电,主要为接触器和中间继电器线圈提供电源;另一种是6.3V的交流电,主要为指示灯提供电源。连接电路如图11-6所示,PLC逻辑元件的分配情况见表11-2。表11-2 深孔钻削组合机床低压元件表(续)图11-6 PLC控制分级进给深孔加工电气原理图
利用PLC来控制双面分级进给组合机床的运动,其动力电路与传统的控制方式下的动力电路相同(见图11-4a的动力电路部分)。对于24V直流部分的控制电路仍然沿用前面的连接,滑动挡铁的复位控制通过PLC中间继电器KA2和KA4来控制复位电磁铁;中间继电器则按照需要的控制逻辑,由PLC程序控制;快速进给电动机的制动控制不变,当快速电动机接通时,对应的电磁制动器接通。
将控制系统需要的按钮、行程开关、转换开关、压力继电器、过扭继电器触点等与PLC的输入端口相连;将接触器线圈、部分中间继电器线圈、指示灯等与PLC的输出端口相连。为了节约使用输入端口的数量,将热继电器触点摘除用转换开关直接与所要控制的接触器线圈连接构成PLC的输出回路:当SA1断开时,接触器KM1线圈不能得电,左动力头电动机被摘除;当SA2断开时,接触器KM2不能接通,右动力头电动机被摘除;SA5和SA6则能够分别将左、右滑台进给电动机摘除。简化了控制程序,节约了输入端口数量。负载线圈的端口分配采用电压类型相同的、相互之间有互锁关系的共用一个公共端。分配结果,电源类型有两种,一种是110V的交流电,主要为接触器和中间继电器线圈提供电源;另一种是6.3V的交流电,主要为指示灯提供电源。根据输入、输出总点数和必要的余量,选择FX2N—48MR来控制该组合机床。连接电路如图11-6所示,PLC逻辑元件的分配情况见表11-2。
表11-2 深孔钻削组合机床低压元件表
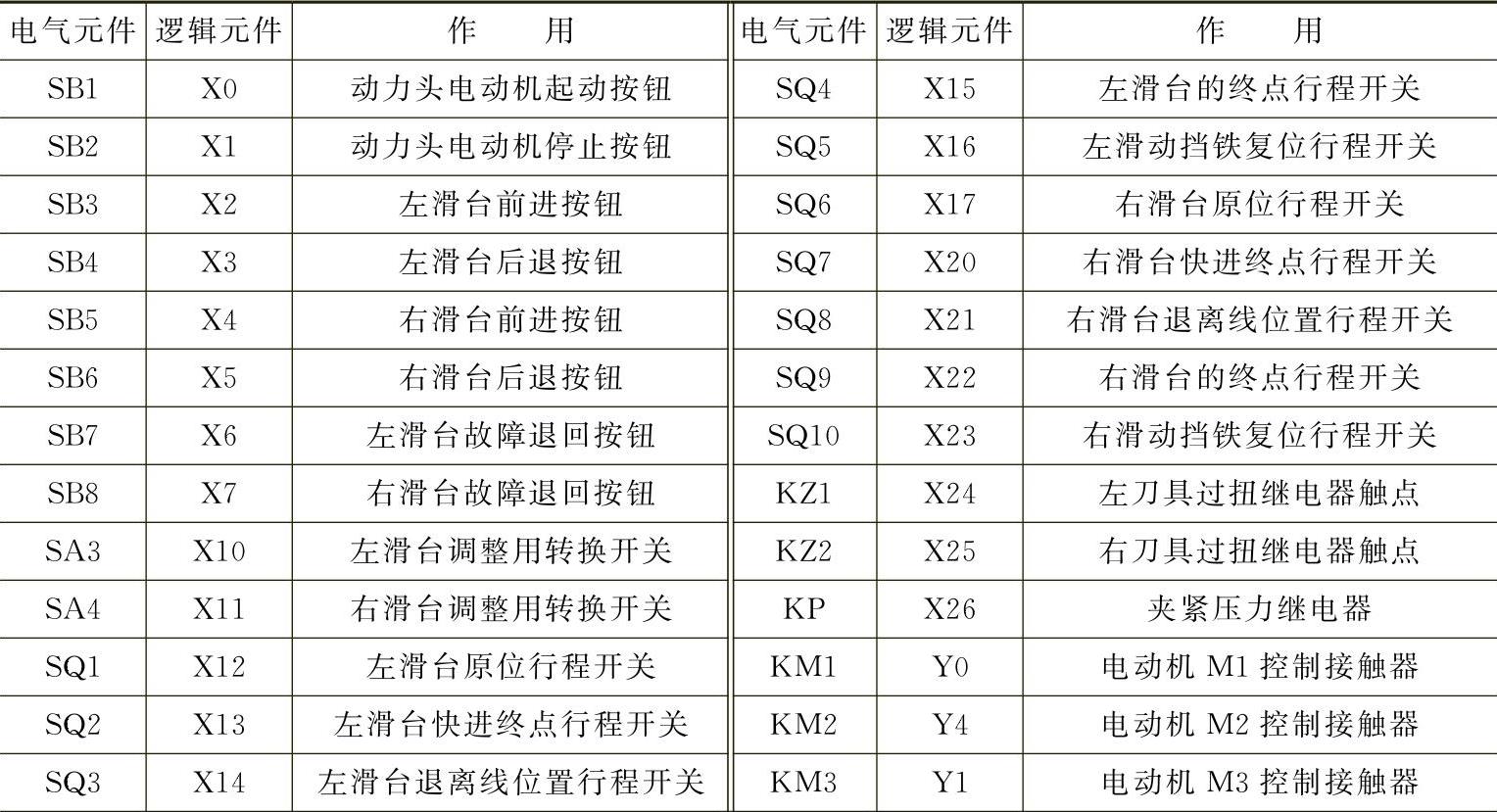
(续)(https://www.xing528.com)

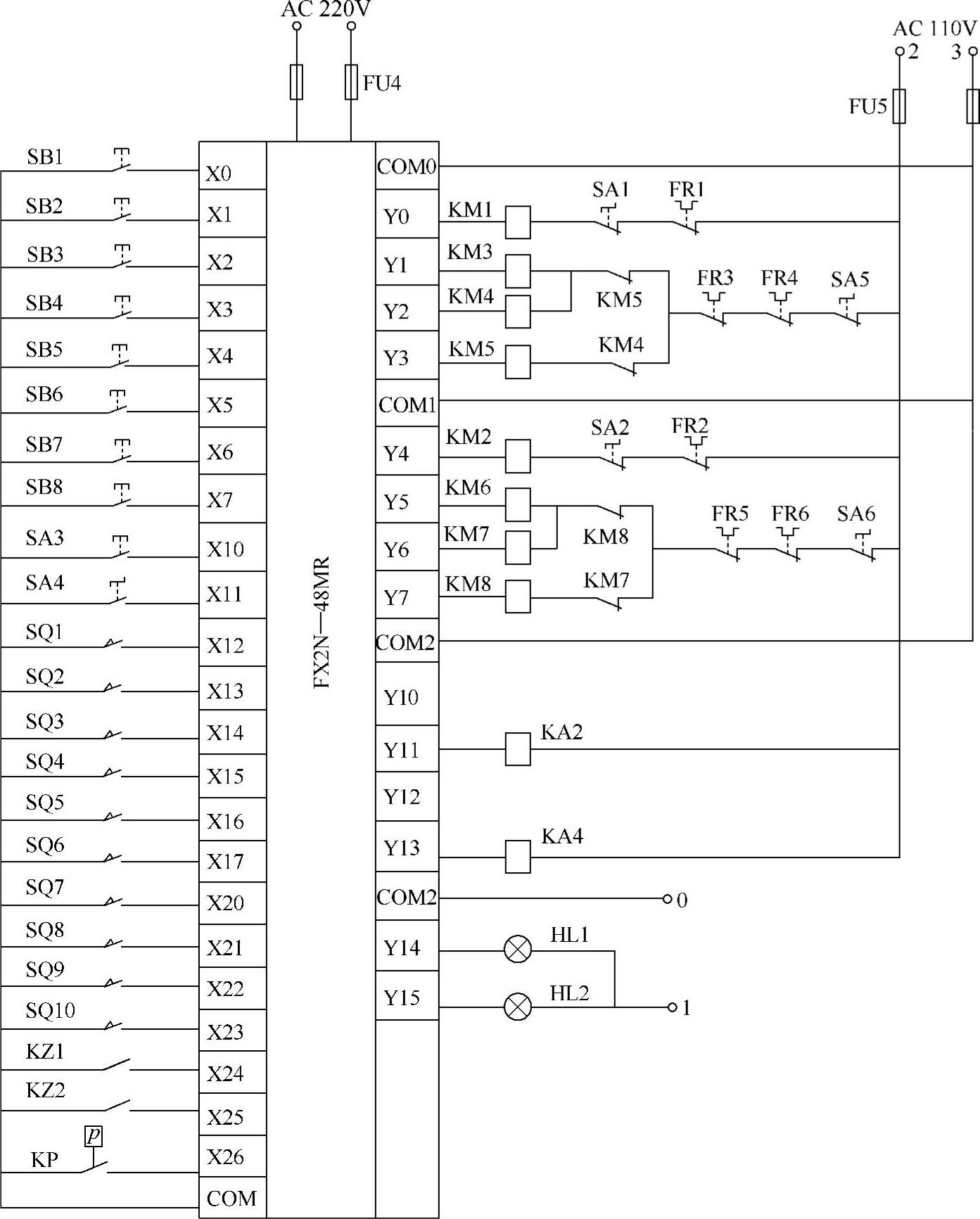
图11-6 PLC控制分级进给深孔加工电气原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。