



二次进给液压系统图如图10-3所示。
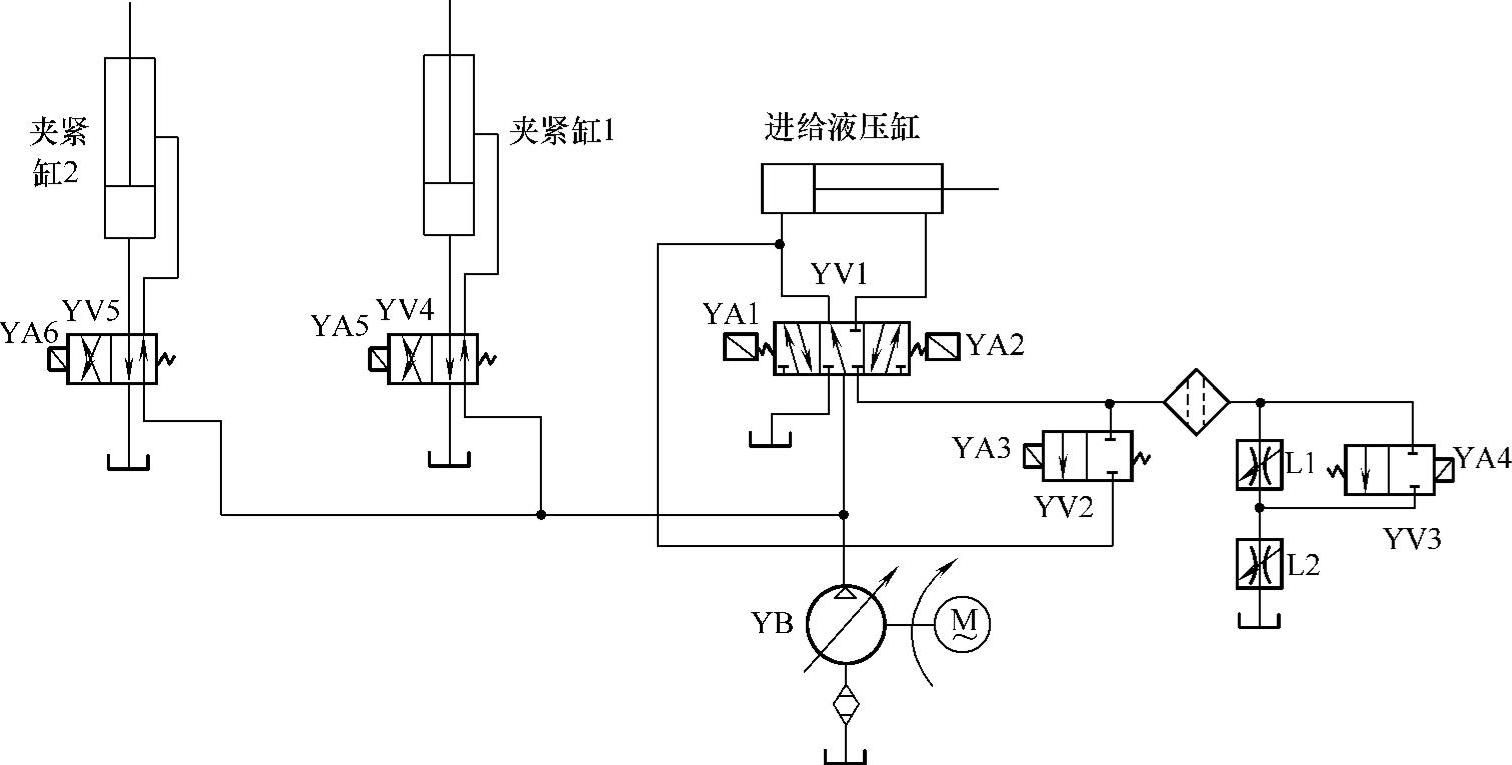
图10-3 二次进给液压系统图
为了满足滑台工作循环要求以及实现工作状态转换,在液压系统中采用三个电磁换向阀组合成符合滑台循环工作的三种状态:三位五通阀YV1,负责进给液压缸的油路转换;二位二通电磁阀YV2,负责快速进给油路的转换;二位二通电磁阀YV3,负责工作进给油路的转换。
在组合机床中,为了提高效率,其专用夹具需要液压系统对工件进行夹紧,然后才能加工,加工完毕后,又需要松开夹紧机构,以便取下工件,所以需要在液压系统中设计油路为夹紧机构提供压力油。本例由电磁换向阀YV4、YV5完成夹紧油路的转换。下面分别介绍其工作状态,为电气控制提供依据。
(1)滑台快进状态
滑台快进时,液压系统中的三位五通换向阀YV1和二位二通换向阀YV2的左边电磁铁需要得电,导通状态为图10-3左边所示的油路。进油路:液压泵→YV1左位→液压缸左边无杆腔。向左腔提供压力油,推动活塞杆向右移动。回油路:液压缸有杆腔→YV1左位→YV2左位→液压缸无杆腔。
由于进入左腔的油既有来自液压泵的压力油,又有来自液压缸右腔的回油,形成了差动连接,所以活塞快速向右移动,带动滑台快速前进。
(2)滑台一次工进
根据加工要求,滑台快进到距离工件待加工表面一定距离时,应该以切削进给速度前进,称为工进;滑台工作进给时活塞杆进给方向与快进相同,由于第一次工作进给时是为了钻孔,进给速度快一点,此时的进油路:液压泵→YV1左位→液压缸左边无杆腔。向左腔提供压力油,推动活塞杆继续向右移动。回油路:液压缸有杆腔→YV1左位→滤油器→YV3左位→调速阀L2→油箱。
由于回油路中接入了调速阀,形成出口节流调速回路,使滑台处于慢速移动的工作状态。
(3)滑台二次工进
当滑台以钻削进给速度完成了通孔的钻削后,接着由锪钻完成沉头孔的加工,此时的进给速度应该更低,所以又需要转换油路,其他不变,只需要YV3处于右位,将节流阀L1、L2都接入回油路即可。由于回油路中增加了节流环节,使回油速度更慢,滑台移动更慢。
(4)滑台快退状态(https://www.xing528.com)
当滑台二次工进结束后,为了节约辅助时间,以便尽快取下工件,需要滑台快速退回。此时滑台的移动方向发生了改变,进入液压缸的液流方向也需要改变。电磁换向阀YV1的右边电磁铁得电,导通状态如图10-3右位所示,则进油路:液压泵→YV1右位→液压缸右腔,推动活塞杆向左边移动。回油路:液压缸左腔→YV1右位→油箱。由于回油路无节流阀,故移动速度快。
(5)工件的夹紧与松开
在滑台带动动力头快进之前,需要夹紧工件。由夹紧缸1和夹紧缸2来完成。电磁换向阀YV4、YV5都处于左位。进油路:液压泵→YV4、YV5左位→夹紧缸下腔,推动活塞杆向上移动。回油路:夹紧缸上腔→YV4、YV5左位→油箱,实现工件的自动夹紧。不同大小的工件夹紧位置不同,夹紧需要的液压缸也有差别。
当工件加工完毕,滑台退回到原位后,应该松开工件,此时的电磁换向阀YV4、YV5在右,电磁铁断电。进油路:液压泵→YV4、YV5右位→夹紧缸上腔,推动活塞杆向下移动。回油路:夹紧缸下腔→YV4、YV5右位→油箱,实现工件的自动松开。
结合控制要求和控制过程,可以确定控制电路在每个状态的控制目标,经过对前面液压系统工作状态的分析,各个电磁换向阀的电磁铁的得电和断电组合为:
工件夹紧:YA5、YA6得电。
滑台快进:电磁铁YA1、YA3得电,YA2、YA4断电。
滑台一次工进:电磁铁YA1、YA4得电,YA2、YA3断电。
滑台二次工进:电磁铁YA1得电,YA2、YA3、YA4断电。
滑台快退:电磁铁YA2得电,YA1、YA3、YA4断电。
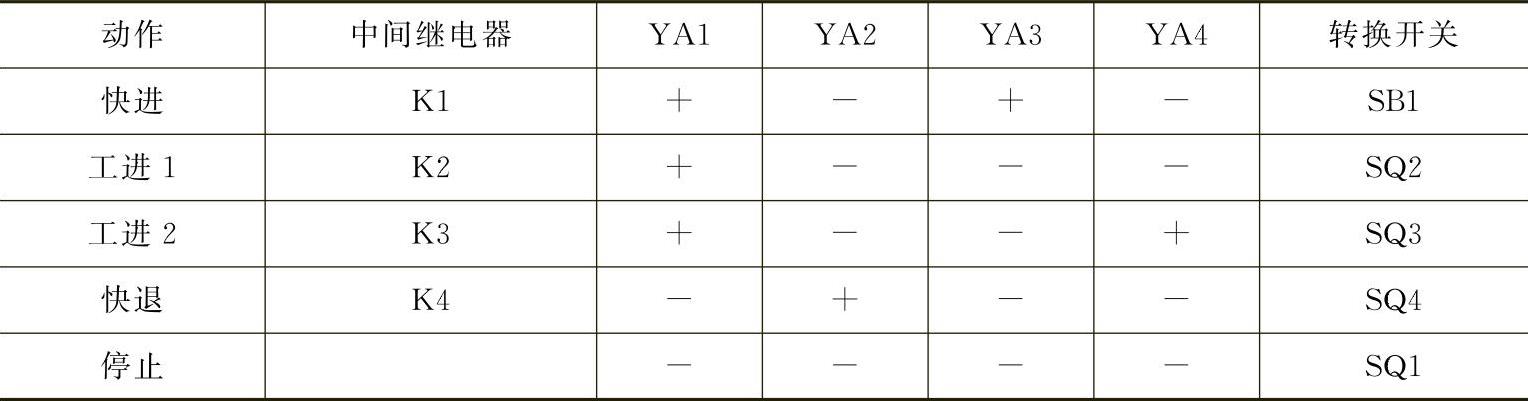
为了表达更加清楚,各个元件的动作可以用表10-1顺序表表示。
表10-1 元件动作顺序表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。