



【摘要】:多工位回转工作台组合机床是一种自动化程度较高、生产效率较高的组合机床,工作台上有多个工位,同时安装多个零件加工,每个工位上的加工内容各不相同,由对应的刀具完成;工件在一次装夹后,分别由多把刀具同时加工,所以效率非常高。多工位回转工作台组合机床主要的控制包括回转工作台的自动回转控制和各个工位上的液压滑台、动力头的控制。1)回转工作台的自动工作循环为回转台抬起→回转台回转→回转台反靠→回转台夹紧。
回转工作台多用于多工位组合机床上,它可以有多个加工工位,被加工工件在回转台上定位夹紧,工作台回转一周完成在该机床上的全部加工工序。多工位回转工作台组合机床是一种自动化程度较高、生产效率较高的组合机床,工作台上有多个工位,同时安装多个零件加工,每个工位上的加工内容各不相同,由对应的刀具完成;工件在一次装夹后,分别由多把刀具同时加工,所以效率非常高。多工位回转工作台的主要结构包括一个回转工作台和安装动力头的滑台,有几个加工工位,就有几个结构动力头和对应的安装滑台。根据滑台的布置和需要,组合机床分为卧式和立式两种。立式结构紧凑,占地少;卧式结构布置灵活,特别适合于进给有不同要求的加工表面。本文以钻、扩、铰多工位组合机床为例,介绍卧式结构的组合机床控制。加工工位布置如图9-1所示。
多工位回转工作台组合机床主要的控制包括回转工作台的自动回转控制和各个工位上的液压滑台、动力头的控制。
1)回转工作台的自动工作循环为回转台抬起→回转台回转→回转台反靠→回转台夹紧。
2)动力头滑台的自动进给为三个动力头快进→动力头分别工进→延时停留(等待工进结束)→动力头快退。动力头电动机在自动循环的工进阶段开始旋转。(https://www.xing528.com)
由于工件在钻孔、扩孔、铰孔工位上刀具的快进、工进、快退的距离可能各不相同,进给速度可能各不相同,所以每个动力头需要采用不同的液压控制系统,协同控制来完成。
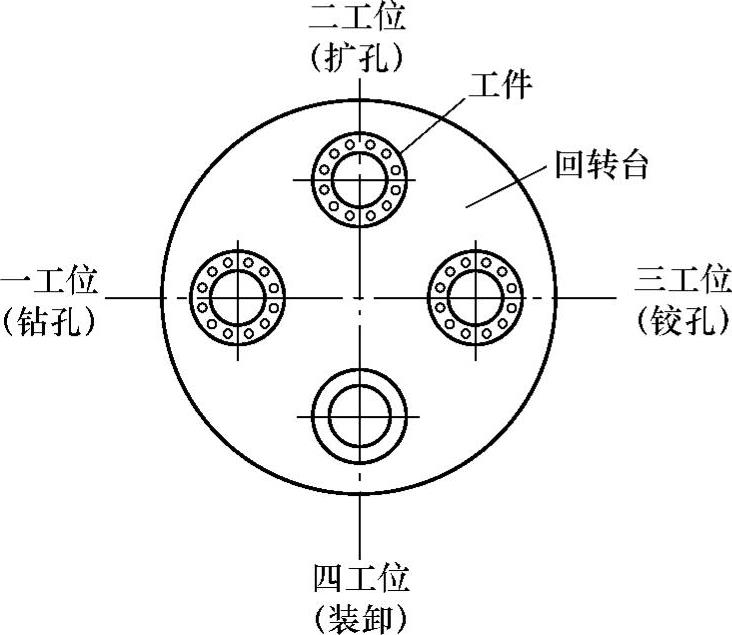
图9-1 加工工位布置示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。