



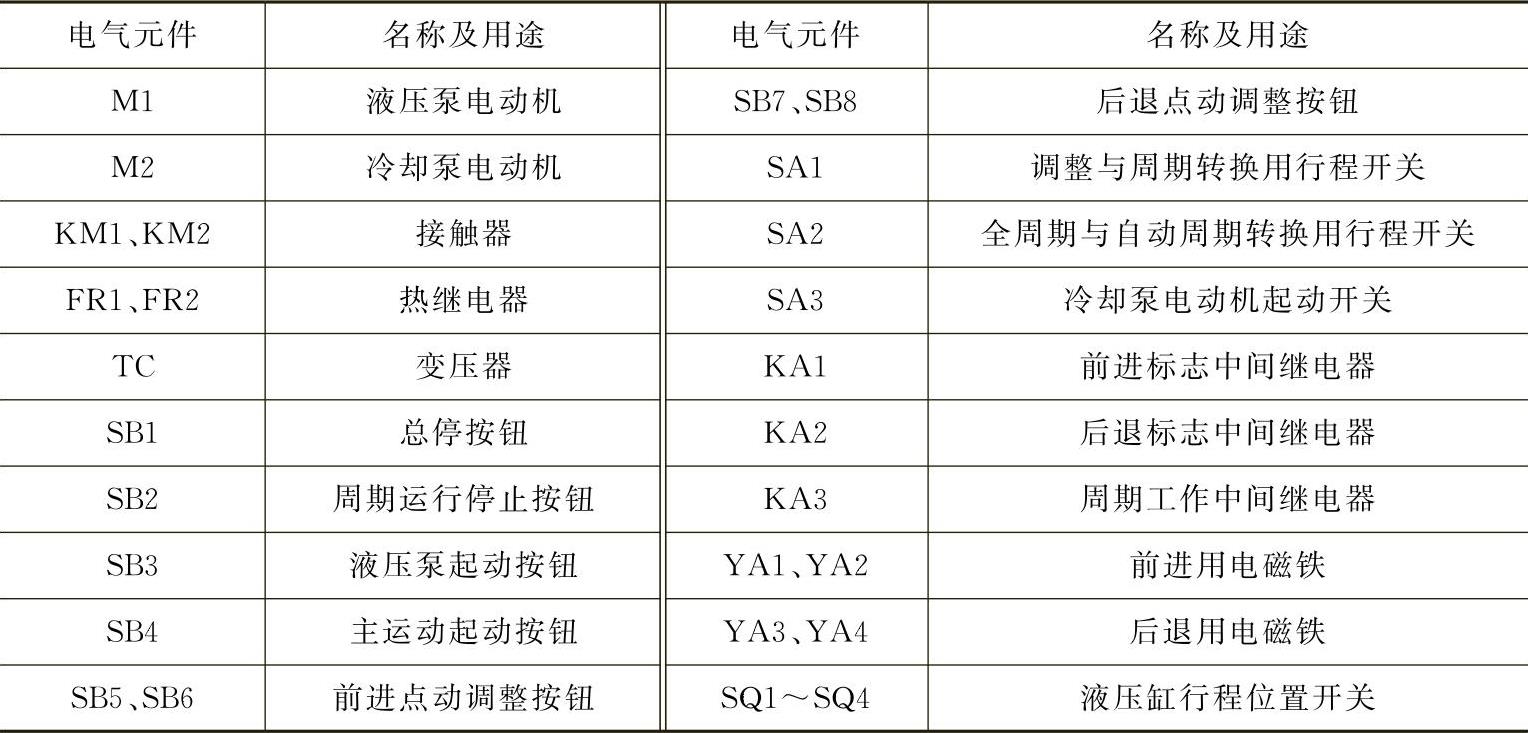
L710卧式拉床的控制系统电气原理图如图8-1所示,其低压电气元件见表8-1。
1.主电路
主电路控制包括液压泵电动机M1的控制和冷却泵电动机M2的控制,两个电动机M1和M2均只有一个方向的转动控制,并且不需要考虑制动问题。电动机M1的主电路控制由接触器KM1完成,电动机M2的主电路控制由接触器KM2完成;两个电动机都有过载保护和短路保护。

图8-1 L710卧式拉床的控制系统电气原理图
表8-1 L710低压电气元件表
2.控制电路
(1)电动机控制
冷却泵电动机功率小,额定电流小,用转换开关SA3直接控制接触器KM2。当SA3闭合,KM2线圈回路闭合得电,主触点闭合,接通电动机M2的主电路,电动机起动,为切削加工提供切削液。当SA3转换开关断开,则电动机M2停止。
按下按钮SB3,接触器KM1线圈得电并自锁,其主触点闭合,接通液压泵电动机M1主电路,液压泵起动,为液压系统提供压力油。
(2)液压系统控制
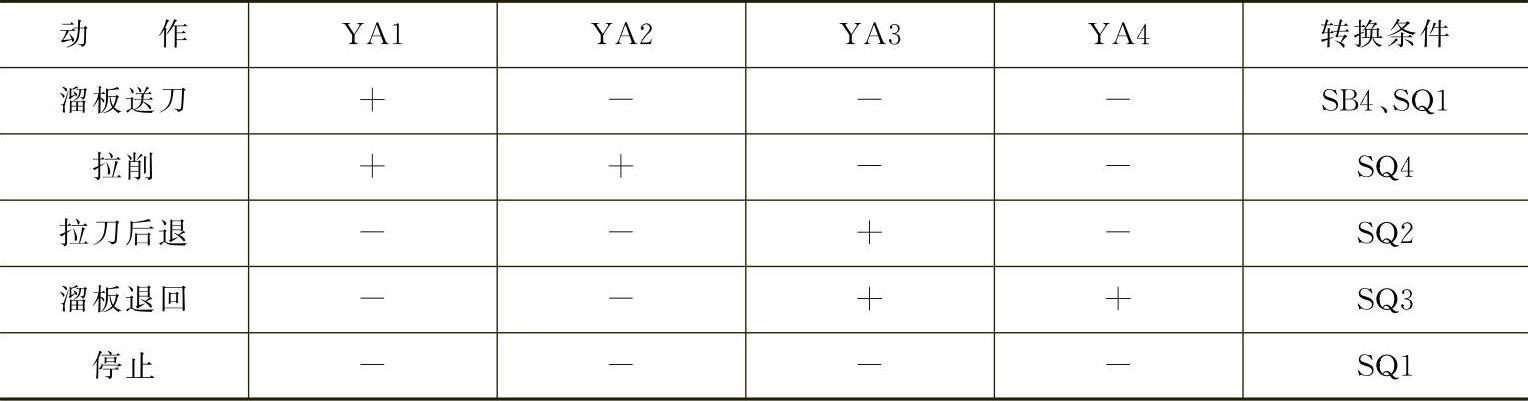
液压系统需要控制溜板液压缸的前进和后退,托住并带动拉刀运动,以便装卸零件;还需要控制主油缸的前进和后退,以实现拉削运动和快速后退。控制系统主要通过控制液压系统中的电磁换向阀的位置来改变液流方向和流量,实现运动方向和速度的控制。根据拉床的主运动控制要求,其液压系统电磁铁动作顺序见表8-2。
表8-2 L710液压元件动作顺序
在液压泵电动机工作以后,接触器KM1线圈得电,其常开触点闭合自锁,为液压系统控制做好准备。该机床液压系统由四个电磁铁控制液压系统的液流方向、流量大小和压力大小,实现拉刀的前进和后退。但为了机床操作和调整需要,可以实现自动周期、全周期、半周期、普通周期四种工作方式。下面分别介绍各个控制方式的控制过程。(https://www.xing528.com)
1)自动周期工作。SA1-2触点闭合,系统控制为周期工作状态。SA2-1触点闭合,系统控制为全周期状态。按下起动按钮SB4,中间继电器KA3得电并自锁。此时,由于溜板液压缸在原位,行程开关SQ1被压下,故中间继电器KA1线圈得电并自锁,其常开触点闭合,使电磁换向阀的电磁铁YA1得电,溜板液压缸带动护送拉刀前进。
当拉刀前进到设定的拉削位置时,压下行程开关SQ4,接通YA2电磁铁,主液压缸带动拉刀对工件进行拉削;当拉削完毕,运动到前进终点时压下行程开关SQ2,使KA1中间继电器线圈断电,YA1、YA2断电,液压缸带动拉刀停止前进,工件加工完毕,取下工件。
同时,中间继电器KA2线圈接通并自锁,其常开触点闭合,主液压缸用电磁换向阀的电磁铁YA3得电,主液压缸带动拉刀快速后退。
当拉刀快退到终点位置时,压下行程开关SQ3,使溜板液压缸用换向电磁阀电磁铁YA4线圈得电,溜板液压缸带动拉刀退回,直到压下行程开关SQ1后,中间继电器KA2停止,其常开触点断开,电磁铁YA3、YA4断电,一个周期的运行及一次拉削过程结束。
在自动循环加工中,在没有压下总停按钮SB1之前,KA3线圈一直得电,当一次循环完毕,溜板带动刀具回到原位后,SQ1又被压下,所以KA1又得电并自锁,这时再装上零件,又自动进行下一个周期循环的拉削,周而复始。
当按下停止按钮SB2或者总停按钮SB1,进给运动停止。按下SB2按钮后,中间继电器KA1、KA2、KA3和四个电磁铁均断电,但液压泵电动机仍然工作,重新按下按钮SB4,又会恢复工作。而按下总停按钮SB1后,液压泵电动机将同时停止工作。在工件装夹时间比较短的情况下,可以采用这种自动周期工作方式,以提高生产效率。
2)全周期工作。SA2-2触点闭合,则SA2-1断开,当拉刀在原位,行程开关SQ1被压下,则按下起动按钮SB4时,中间继电器KA1得电并自锁,溜板液压缸用换向电磁阀的电磁铁YA1得电,拉刀前进,同时KA3得电,当运动到SQ4位置时,主液压缸用换向电磁阀的电磁铁YA2得电,拉刀在主液压缸带动下慢速前进拉削工件,直到拉削加工完毕,运动到终点,压下行程开关SQ2,则KA2得电,主液压缸用电磁换向阀的电磁铁YA3得电,拉刀快速后退,后退到SQ3位置时,溜板液压缸用电磁换向阀的电磁铁YA4得电,溜板带动拉刀继续后退,直到压下SQ1,其常闭触点断开,KA2断电,KA3也断电。由于KA3线圈断电,KA2线圈断电,所以回到原位以后,不能接通KA1,周期运行停止。需要重新按下按钮SB4才能起动周期运动。在工件装夹时间比较长的情况下,可以采用这种全周期工作方式。
3)普通周期工作。SA1-1触点闭合,SA1-2断开,系统控制为调整工作状态,这时中间继电器KA1、KA2、KA3线圈不能得电,更不能自锁,液压系统的控制只有通过按钮SB5、SB6、SB7、SB8来完成,所以只能点动控制,用于设备调整。
按下按钮SB5时,只有电磁铁YA1得电,溜板带动拉刀点动前进。
按下按钮SB6时,YA1、YA2得电,主液压缸带动拉刀点动前进。
按下按钮SB7时,YA3得电,主液压缸带动拉刀点动后退。
按下按钮SB8时,YA3、YA4得电,溜板带动拉刀点动后退。
由四个按钮分别单独控制,完成一个周期的四个阶段,所以称为普通周期的控制过程。
4)半周期工作。SA1-1触点闭合,系统控制为调整工作状态,如果一直按下按钮SB5或者SB6,前进用的电磁铁YA1、YA2得电,直到前进终点位置。反之,如果一直按下按钮SB7或者SB8,后退用的电磁铁YA3、YA4得电,这种控制称为半周期。普通周期和半周期主要用于机床的调整。加工大小不同的零件时,其各个阶段的运动距离需要通过调整才能够确定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。