



根据B2012A的控制要求、PLC的端口分配情况以及变频器控制的需要,设计得到控制梯形图如图7-8所示。
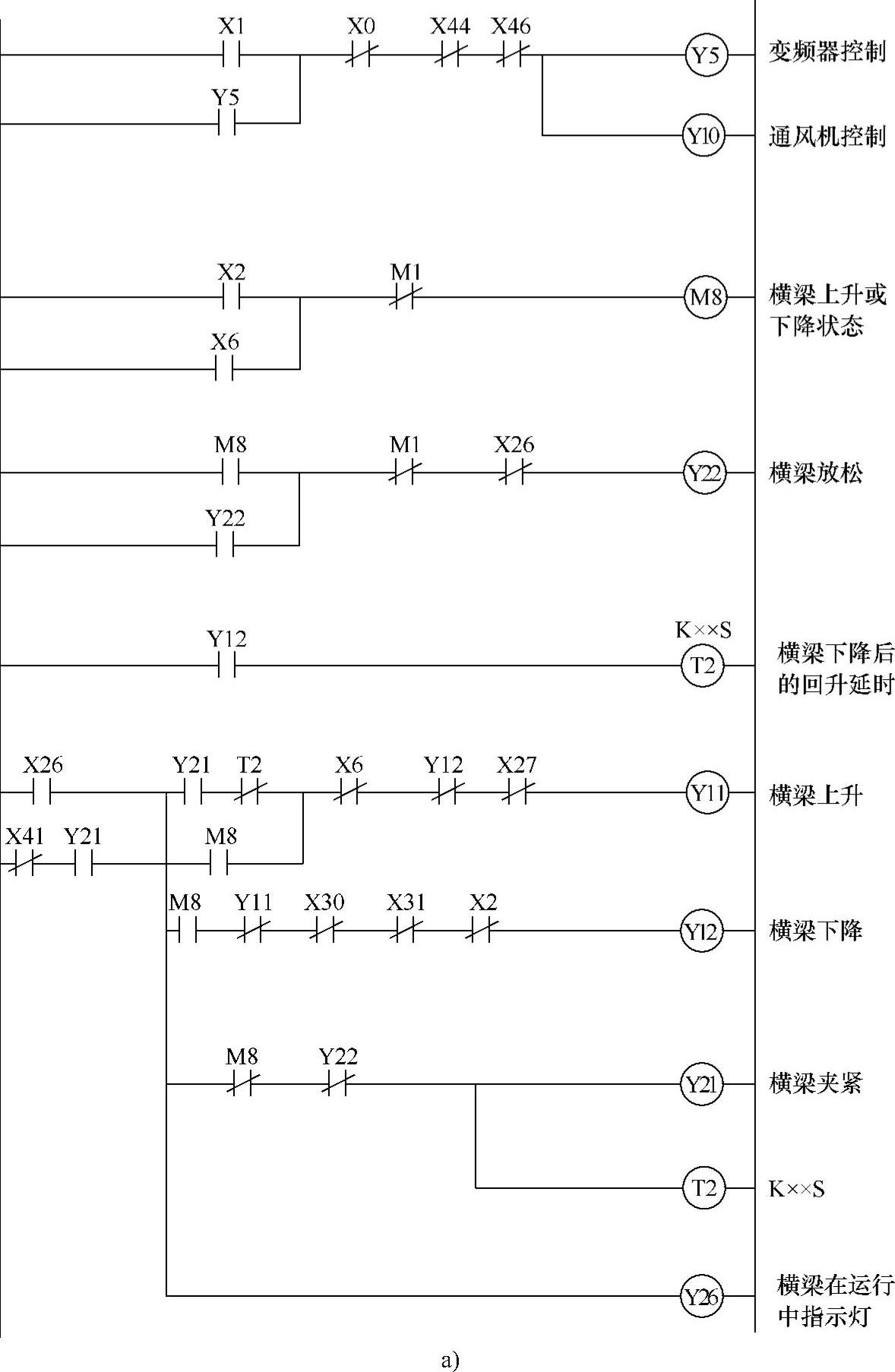
图7-8 PLC改造B2012A龙门刨床控制梯形图
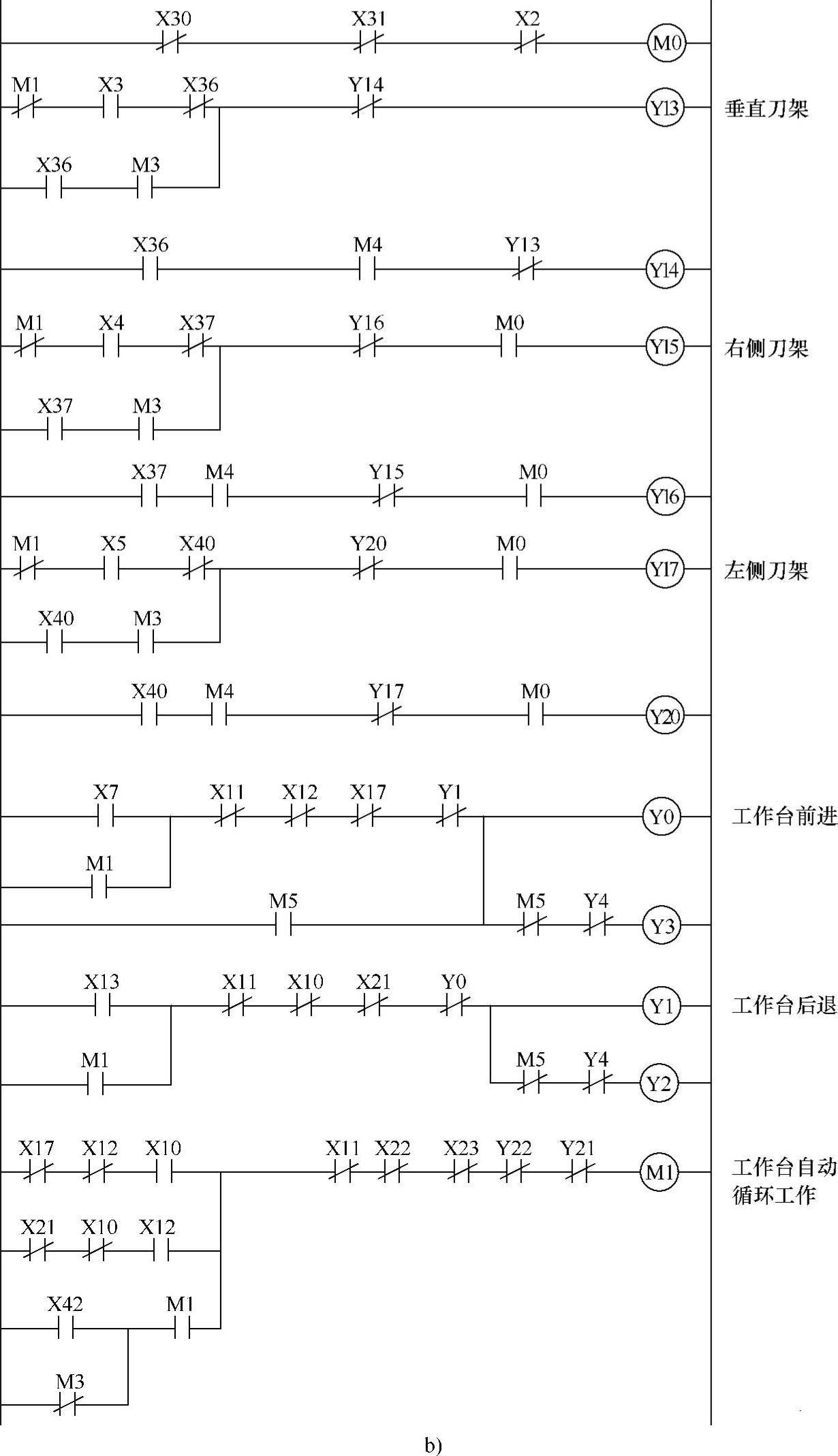
图7-8 PLC改造B2012A龙门刨床控制梯形图
1.刀架控制电路
(1)垂直刀架
将SA20置于闭合位置,输入继电器X36得电为ON,刀架置为自动工作状态;工作台在前进结束转为后退时,辅助继电器M4得电,驱动输出继电器Y14逻辑电路闭合,接触器KM5线圈回路导通,线圈得电,主触点闭合,垂直刀架电动机M7反转,带动离合器反转使进给机构复位,准备下一次进给。当工作台由后退转换成前进时,辅助继电器M3得电→输出继电器Y13逻辑电路闭合→接触器KM4线圈得电→M7正转→电动机通过带动超越离合器正转使刀架进给。工作台往返一次,自动完成一次刀架的自动进给和让刀,以此下去。
将SA20置于断开位置,输入继电器X36得电为OFF,取反后为ON,刀架置为快速移动(位置调整)工作状态,此时自动加工状态用辅助继电器M1断电。当按下按钮SB4→输入继电器X3为ON→输出继电器Y13得电→接触器KM4得电→电动机M7正转→传动机构→垂直刀架快速运动。方向由手柄位置所决定的传动机构确定。
(2)右侧刀架
将SA21置于闭合位置→输入继电器X37得电→当辅助继电器M3得电时(后退转前进)→输出继电器Y15→接触器KM6得电→电动机M8正转→传动机构→带动右刀架自动进刀;当辅助继电器M4得电时(前进转后退)→输出继电器Y16得电→接触器KM7得电→电动机M8反转→传动机构→带动右刀架自动让刀。此为自动进给工作状态。
将SA21置于断开位置,输入继电器X37得电为OFF,取反后为ON,刀架置为快速移动(位置调整)工作状态,此时自动加工状态用辅助继电器M1断电。当按下按钮SB5→输入继电器X4为ON→输出继电器Y15得电→接触器KM6得电→电动机M8正转→传动机构→右侧刀架快速运动。方向由手柄位置所决定的传动机构确定。
(3)左侧刀架
将SA22置于闭合位置→输入继电器X40得电→当M3得电时(后退转前进)→输出继电器Y17→接触器KM8得电→电动机M10正转→传动机构→带动左刀架自动进刀;当M4得电时(前进转后退)→输出继电器Y20得电→接触器KM9得电→电动机M10反转→传动机构→带动右刀架自动让刀。此为自动进给工作状态。
将SA22置于断开位置,输入继电器X40得电为OFF,取反后为ON,刀架置为快速移动(位置调整)工作状态,此时自动加工状态用辅助继电器M1断电。当按下按钮SB6→输入继电器X5为ON→输出继电器Y17得电→接触器KM8得电→电动机M10正转→传动机构→左侧刀架快速运动。方向由手柄位置所决定的传动机构确定。
辅助继电器M0的设置是将左、右侧刀架在位置移动过程中的限位开关状态单独保存,有利于简化逻辑程序。
2.横梁控制电路
只有在工作台停止工作时,辅助继电器M1断开,才能操作横梁上、下移动控制电路。
(1)横梁上移调整
横梁作向上移动时,在电路中自动地使横梁先放松后移动。按横梁上升按钮SB3→输入继电器X2为ON→辅助继电器M8为ON→输出继电器Y22得电→接触器KM11线圈通电→使横梁放松,夹紧电动机M9正转→横梁逐渐放松→移动到一定程度,SQ16被压下→输入继电器X26为ON→输出继电器Y22逻辑回路断开→KM11线圈断电→电动机M9停转→横梁放松完毕。
逻辑元件X26、M8为ON→输出继电器Y11线圈逻辑回路导通→接触器KM2线圈得电→横梁升降电动机M11正转→横梁上升→到指定位置松开按钮SB3→输入继电器X2为OFF→辅助继电器M8断电→输出继电器Y11断开→KM2断电→电动机M11停止转动→同时接通输出继电器Y21→接触器KM10线圈得电→横梁放松,夹紧电动机M9反转,开始将横梁夹紧→SQ16被复位→此时KM10线圈经过流继电器KI2的常闭触点及KM10的常开触点继续供电→横梁继续夹紧→因而电动机M9中电流增大→通过KI2线圈的电流亦增大→当电流增大到所调整的数值时→过电流继电器KI2的触点动作→其常闭触点断开→KM10线圈断电→横梁夹紧完毕。
(2)横梁下移调整
当按下横梁下降按钮SB7时,先放松,然后横梁下降,下降到所需要位置时,松开按钮,这时除了夹紧电动机开始工作外,还有消除丝杠与螺母间隙的横梁稍许回升的动作,这个动作是由定时器T2和一定的算法来完成的,因为PLC中没有断电延时时间继电器。控制过程如下:(https://www.xing528.com)
按下SB7→输入继电器X6为ON→辅助继电器M8为ON→输出继电器Y22得电→接触器KM11线圈通电→使横梁放松,夹紧电动机M9正转→横梁逐渐放松→移动到一定程度,SQ16被压下→输入继电器X26为ON,取反触点为OFF→输出继电器Y22逻辑回路断开→KM11线圈断电→电动机M9停转→横梁放松完毕。
输出继电器X26和辅助继电器M8为ON→输出继电器Y12线圈逻辑回路导通→接触器KM3线圈得电→横梁升降电动机M11反转→横梁下降→到指定位置松开按钮SB7→输入继电器X6为OFF→辅助继电器M8断电→输出继电器Y12断电→KM3断电→电动机M11停止转动→同时接通输出继电器Y21和定时器T2线圈→接触器KM10线圈得电→横梁放松,夹紧电动机M9反转→开始将横梁夹紧→同时输出继电器Y11逻辑回路导通→接触器KM2得电→升降电动机M11正转回升→当T2的定时时间到,回升结束。另外,夹紧电动机M9继续夹紧→SQ16被复位→此时KM10线圈经过流继电器KI2的常闭触点及KM10的常开触点继续供电→横梁继续夹紧→因而电动机M9中电流增大→通过过电流继电器KI2线圈的电流亦增大→当电流增大到所调整的数值时→KI2的触点动作→其常闭触点断开→KM10线圈断电→横梁夹紧完毕。
3.工作台控制
(1)步进、步退与润滑控制电路
当按下按钮SB8时,输入继电器X7得电为ON,输出继电器Y0、Y3线圈逻辑回路导通为ON,变频器的正转端口和中速端口被短接,电动机以中速点动正转,实现步进操作。在操作时,行程开关SQ2没有复位,X17为ON,则接不通电路。按下步退按钮SB12,输入继电器X13为ON,输出继电器Y1、Y2逻辑回路闭合为ON,变频器的反转端口和高速端口被短接,电动机以高速点动反转,实现快速步退操作。反转后退速度根据要求要高于正转前进速度。
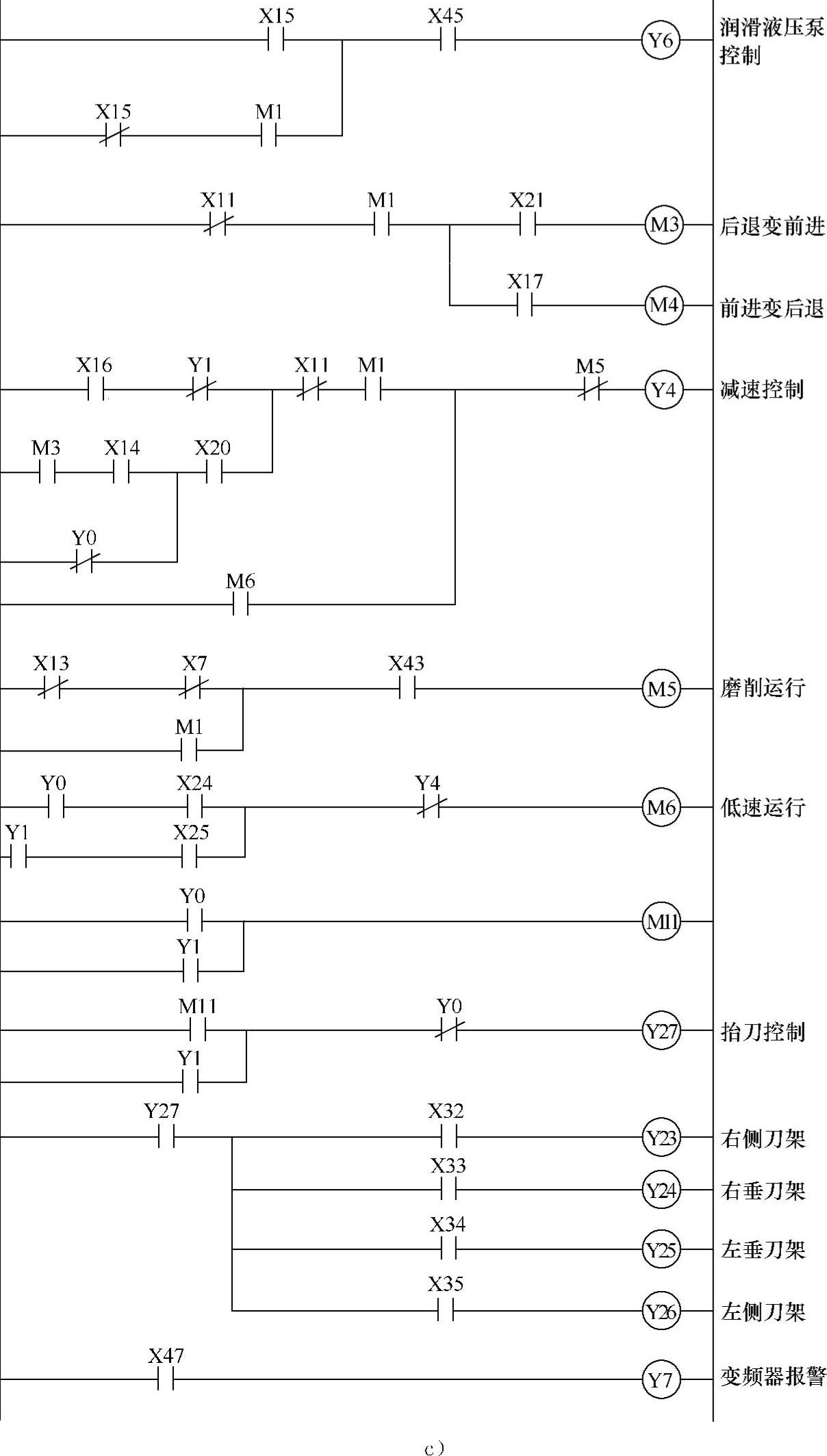
在操纵台上,润滑泵控制开关SA7有两个工作位置,工作台不工作而需要润滑泵时,将SA7拨在闭合位置,输入继电器X15为ON,驱动输出继电器Y6为ON,接触器KM12得电;工作台自动工作时,辅助继电器M1为ON,SA7拨在悬空位置,此时输出继电器Y6也得电,使KM12线圈通电,润滑泵电动机M6工作。液压泵上油,至一定压力时,压力继电器触点P闭合,为自动工作准备条件。
(2)工作台自动工作控制电路
如果行程开关是零位,行程开关制子扳在行程开关两侧,按下前进按钮SB9,输入继电器X10为ON,使辅助继电器M1线圈通电自锁,输入继电器X10的取反触点使输出继电器Y1的逻辑回路不能接通,所以辅助继电器M1驱动输出继电器Y0、Y3逻辑回路导通,使变频器以中速带动主电动机正转前进。由于Y0与Y1之间有互锁触点,所以即使放开按钮SB9,电动机依然正转前进。
当前进末了时,制子A碰撞前进减速开关SQ1,其触点闭合,输入继电器X16为ON,减速输出继电器Y4线圈逻辑回路导通为ON,其取反触点使输出继电器Y3回路断开为OFF,所以此时变频器的FWD和K3端口短接,带动主电动机以低速度继续前进,工作台以减速速度前进。
到制子B撞到SQ2后,SQ2常开触点闭合,输入继电器X17为ON,取反后为OFF,Y0逻辑回路断开为OFF,取反后为ON,所以Y1逻辑回路导通为ON,短接变频器的REV端口,工作台以调节好的后退速度开始后退,制子B使SQ2复位,在未复位前,刀架控制电路中,由于SQ2常开触点闭合,输入继电器X17为ON,辅助继电器M4线圈通电,触点闭合,驱动进给电动机转动,使进给机构复位。经过行程开关SQ1后,SQ1复位,输入继电器X16为OFF,Y4断电为OFF,Y2则接通,变频器反转和高速端口接通,工作台快速后退。
后退继续进行,到后退末了时,制子C碰撞后退减速开关SQ3,其常闭触点接通,输入继电器X20为ON,经触点使输出继电器Y4线圈逻辑回路导通,其常闭触点断开,使输出继电器Y2逻辑回路断开,变频器的分段速度端口K1断开,电动机以后退减速速度反转后退,使制子D碰撞后退换向开关SQ4,常开触点闭合,输入继电器X21为ON,Y1、Y2线圈逻辑回路断电。由于辅助继电器M1一直为ON,所以Y1断开而Y0接通,工作台又开始前进。
在SQ4常开触点闭合时,X21为ON,使辅助继电器M3线圈通电,从刀架控制电路中可以看出,其常开触点接通,使刀架电动机转动,进给机构进给。由于制子D碰撞SQ4开关动作,但工作台有一段越位,工作台经一段后退越位才反向前进,继而制子D碰撞SQ4星轮2使SQ4复位。复位后SQ4断开,M4线圈断电,刀架电动机停止转动。刀架电动机的通电就是从换向开关SQ4动作到复位,进给量的多少是由调节进给机构来完成。制子D和C依次将SQ4、SQ3复位,到此工作台完成了一次往复运动,然后重复进行自动循环工作。
如果要求工作台停止运行,则按下停止按钮SB10,输入继电器X11为ON,断开辅助继电器M1线圈回路,输出继电器Y0和Y1断开为OFF,变频器正、反转端口断开,电动机停止,工作台迅速自动停车。
(3)慢速切入,低速运行、磨削控制电路
1)以较高速度切削时,为了保护刀架,需要慢速切入,这时将操纵台上慢速切入开关SA6拨在“通”位置上,输入继电器X14为ON,在后退反前进时,SQ4闭合,输入继电器X21为ON,使辅助继电器M3得电为ON,因而Y4线圈通电,所以反向以后以减速度前进,至SQ4复位后,辅助继电器M3线圈断电,Y4线圈断开,工作台以前进速度前进。
2)当前进或后退调速手柄处在低速位置时,SQ7或SQ8接通,输入继电器X24、X25为ON,辅助继电器M6线圈回路断开为OFF,于是M6常闭触点为ON,输出继电器Y4接通,其常闭触点为OFF,则输出继电器Y2、Y3无法接通,这样工作台在低速下前进或后退。
3)工作台需要进行磨削时,将操作台上SA8拨在磨削位置,输入继电器X43为ON,辅助继电器M5线圈得电为ON,切断输出继电器Y2、Y3、Y4的逻辑回路,变频器的速度端口K1、K2、K3不能接通,变频器以设定的最低转速工作,并且磨削时没有减速动作。
4.抬刀控制电路
当操作步进、前进或步退、后退时,输出继电器Y0线圈或Y1线圈导通,其常开触点闭合,使辅助继电器M11线圈通电,驱动输出继电器Y27线圈逻辑回路导通为ON,接触器KM17线圈电路闭合,线圈得电,主触点闭合,为抬刀电磁铁工作接通电源。在工作时,使用哪个刀架,就将SA1~SA4中对应刀架的开关拨在通电的位置。比如将SA1转换在接通状态,输入继电器X32为ON。在工作台自动工作中,后退时输出继电器Y1逻辑回路闭合,驱动输出继电器Y23线圈得电,使对应的外部负载YA1的电路接通,电磁铁得电,抬刀线圈通电,刀具抬起,实现让刀。
当后退返前进时,输出继电器Y0得电,切断输出继电器Y27逻辑回路,使KM17线圈断电,抬刀线圈断电,刀具恢复原来位置。
输出继电器Y27逻辑回路可保证在工作台返回行程中,如果按下“工作台停止”按钮,此时工作台虽然停下了,但刀具仍保持在抬起的位置,这就避免了因刀具落下而使工件表面与刀具本身的损坏。
5.变频器报警电路
当变频器在工作过程中出现问题时,其三个报警输出端口30A、30B、30C会产生输出信号,使对应的输入继电器X47闭合为ON,输出继电器Y7逻辑回路接通,驱动报警扬声器发出声响。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。