



1.主电动机的起动控制
B2012A龙门刨床电气控制原理图如图7-2所示,合上低压断路器QF1,交流指示灯L1亮,表示电源接通。按下按钮SB2,接触器KM13线圈得电并自锁,同时通电延时时间继电器KT1线圈得电,接触器KM14线圈得电,电动机M1为星形联结起动。
随着电动机M1速度的升高,励磁机两端电压升高,当电压升高到一定数值后(一般为励磁机额定电压的75%),断电延时时间继电器KT3线圈得电(与接触器KM1常闭触点串联,接励磁机的输出端,图7-2中未画出),其延时常闭触点断开,KT3的延时常开触点瞬时闭合,为接触器KM1线圈通电做好了准备,当KT1延时时间到(3~4s),KT1延时常闭触点断开,接触器KM14线圈断电;KT1延时常开触点闭合,接触器KM1线圈得电,其常闭触点断开,时间继电器KT3线圈断电,其延时常闭触点延时(1s)闭合,使接触器KM15线圈得电,KT1线圈断电,电动机M1为三角形联结运行。由于接触器KM1线圈得电,主触点闭合,通风机M5和放大机M4主电路得电起动。时间继电器KT1的作用是实现由星形联结切换到三角形联结,时间继电器KT3的作用是保证在励磁机的电压达到一定值以后才能实现直流调速系统的正常工作和通风机的工作。
主电动机在工作过程中过载,则热继电器线圈FR4动作,使其常闭触点断开,KM13线圈断电,主电动机停止。
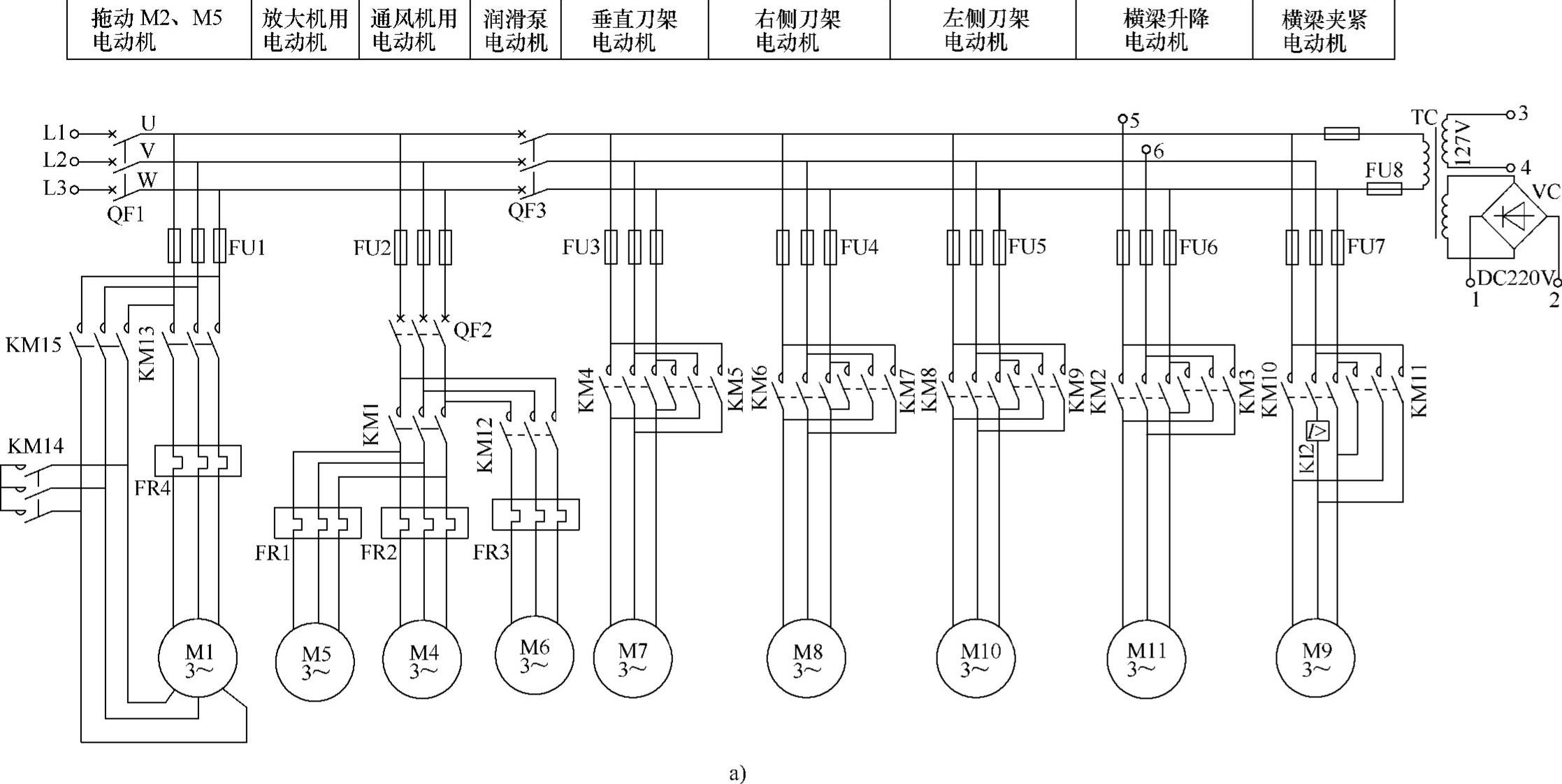
图7-2 B2012A龙门刨床电气控制原理图
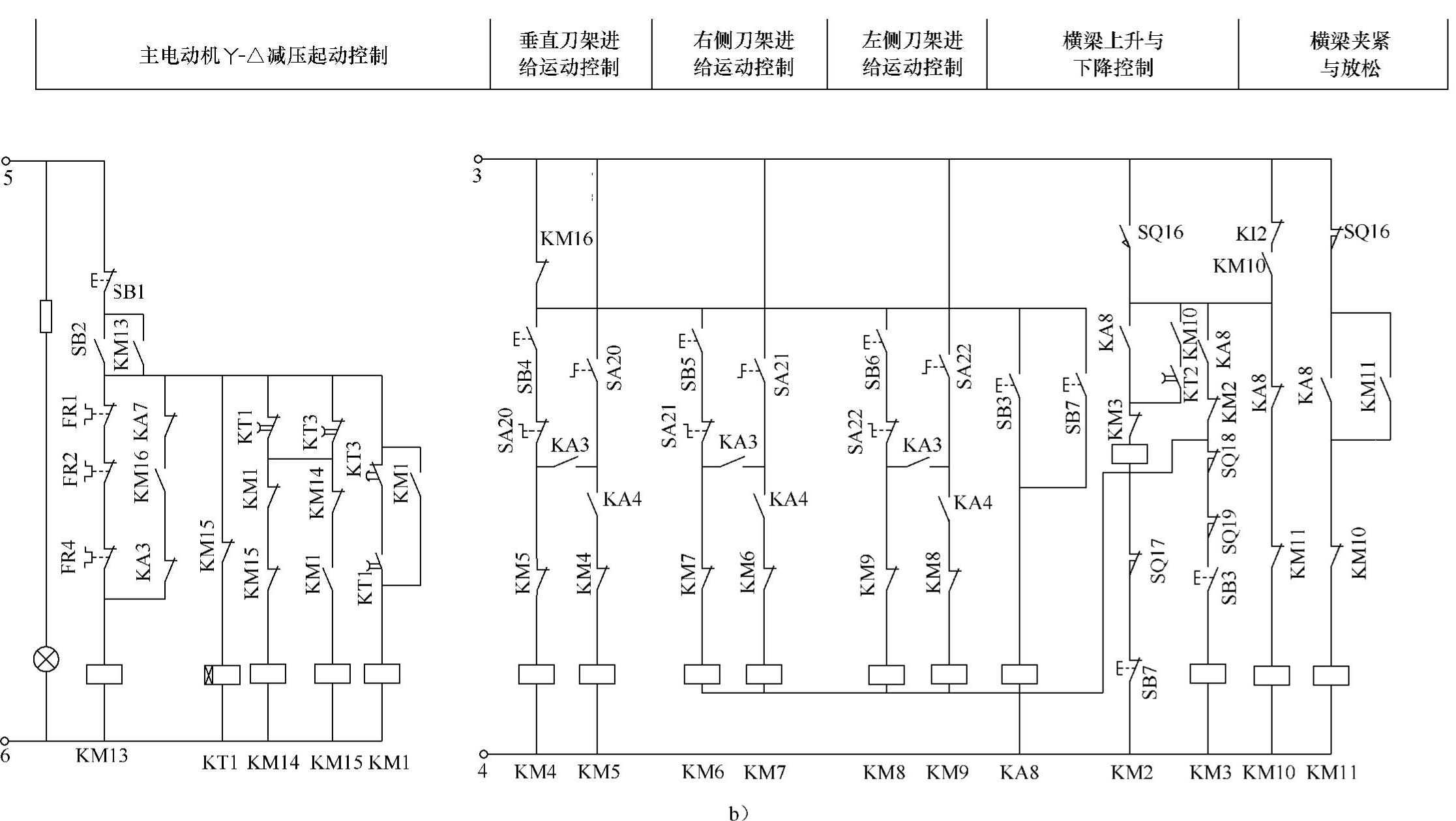
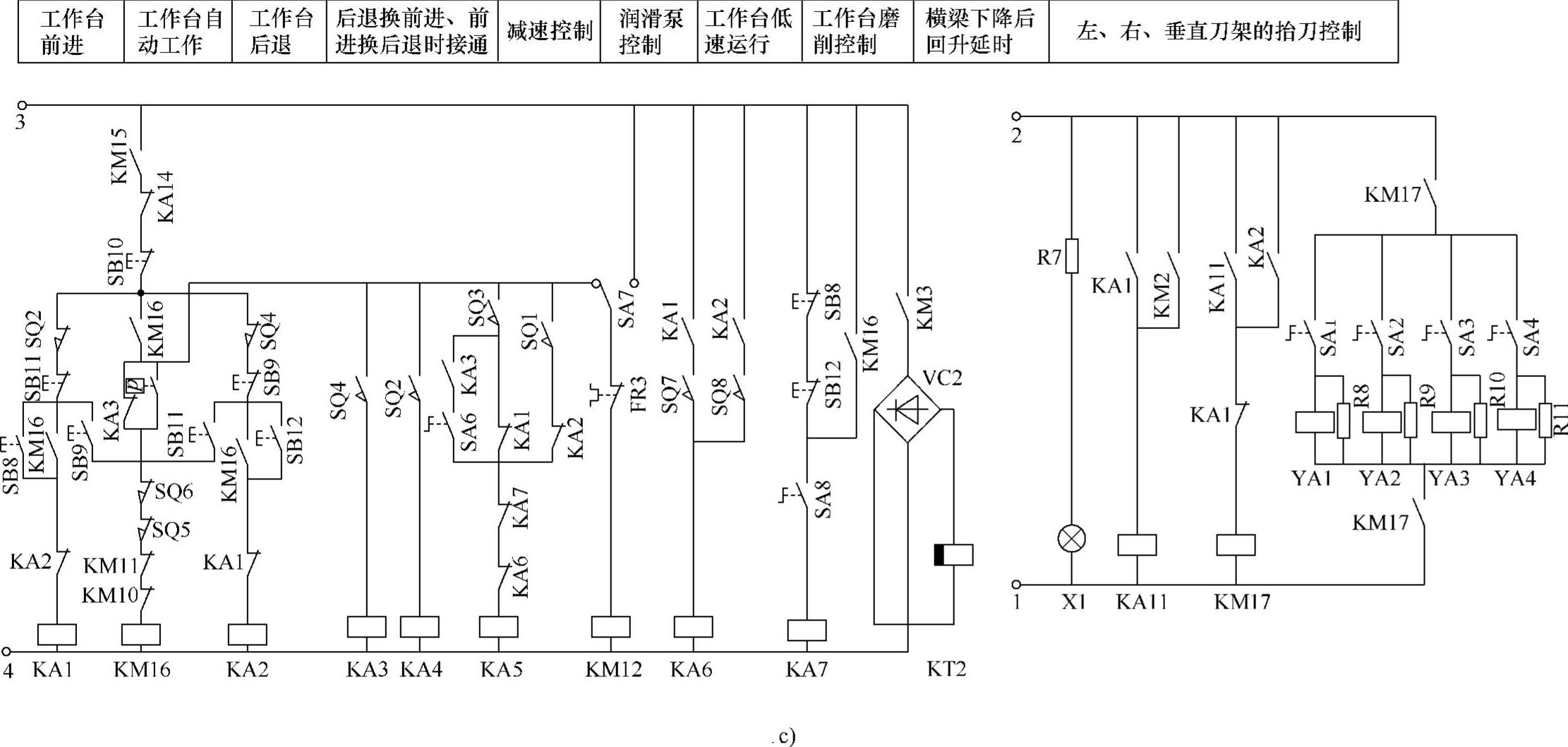
图7-2 B2012A龙门刨床电气控制原理图(续)
2.刀架控制电路
刀架控制电路实现刀架的进给运动。刀架的进给分为机械进给、液压进给及电气进给等几种方法。A系列刨床采用交流电动机拖动的机械进给方法,这种方法电气上比简单机械装置复杂,进刀精度不高。
(1)垂直刀架控制电路
刀架的控制由机械与电气共同完成。B2012A有两个垂直刀架,每个刀架有快速移动和自动进给两种工作状态,每种工作状态有水平进给(左、右两个方向)、垂直进给(上、下两个方向)四个方向的动作,这些都由一个垂直刀架电动机M7来完成。
调整时,工作台自动工作标志继电器KM16常闭触点是闭合的,装在进给箱上的快速移动与自动进给转换手柄放在快速移动位置时,转换开关SA20接通。刀架运动方向选择有两个手柄,一个是选择水平、垂直进给手柄,装在刀架侧面;另一个是选择左右、上下的手柄,装在进给箱上,刀架运动方向转换手柄放在所需要的方向位置后,在控制面板上按按钮SB4就使KM4线圈通电,垂直刀架电动机就按所需要的方向作快速移动。从电路图中可以看到快速移动时,电动机只有一个运动方向,刀架运动方向的改变是靠机构传动路线来实现的。
当自动工作时,快速移动与自动进给转换手柄放在自动进给位置,在电路图上SA20接通,同时自动工作时触点KM16断开,为了保证工作台自动工作时不能进行快速移动,这时按SB4就不起作用了。当工作台后退换前进时,行程开关SQ4被制子压下,中间继电器KA3得电,常开触点闭合,接触器KM3线圈通电,电动机通过带动超越离合器正转使刀架进刀。当工作台前进换后退时,行程开关SQ2被制子压下,中间继电器KA4得电,其常开触点闭合,接触器KM5线圈通电,电动机M7反转,带动离合器反转使进给机构复位,准备下一次进刀。
(2)超越离合器工作原理
刀架的进给运动是进给电动机驱动进给变速箱、光杠、丝杠和螺母等传动件实现的。为了解决间歇的进给运动和连续的电动机转动(正转或反转),在A系列刨床进给变速箱内装有拨叉式双向超越离合器。双向离合器结构如图7-3所示。其工作原理如下:
进给运动由双向超越离合器来实现。其动作循环是原位→进刀→复位。原位时,拨叉盘的碰撞爪与调整定子1相撞,这时拨叉盘上的长拨爪将星轮1上的滚柱推离锲缝,而其短拨爪则让开星轮2上的滚柱,滚柱在弹簧的推动下滚入锲缝,做好进给准备。进给时,进给电动机正转,通过蜗杆1、蜗轮1带动外环如图7-3所示方向转动,转动着的外环给星轮2上已滚入锲缝的滚柱以摩擦力,使滚柱进一步卡入锲缝,随之卡紧,于是外环星轮2及其空套在一起的星轮1、3和拨叉盘一起转动,星轮3再通过其上的滚柱将转动传给进给齿轮,开始进给,当转至拨叉盘的碰撞爪与固定定子2相撞时,拨叉盘上的长、短拨爪与原位作用相反,星轮2上的滚柱被短拨爪推离锲缝,外环与星轮2脱开,进给结束;星轮1上的滚柱在弹簧推动下滚入锲缝,做好复位准备。这时,外环不能将转动传给星轮1,仅作正向惯性空转。复位时,进给电动机反转,通过蜗杆1、蜗轮1带动外环反转,反转着的外环将星轮1上的滚柱推向锲缝顷刻卡紧,于是外环也带动空套在一起的星轮1、2、3和拨叉盘反转,星轮3反转时不能将转动传给进给齿轮,所以复位时不会进给,当反转至拨叉盘的碰撞爪再次与调整定子1相撞时,复位结束。星轮1、2上的滚柱在长、短拨爪作用下,又恢复到原位时的位置,做好再次进给的准备。如此循环往复,实现原位→进刀→复位动作循环。
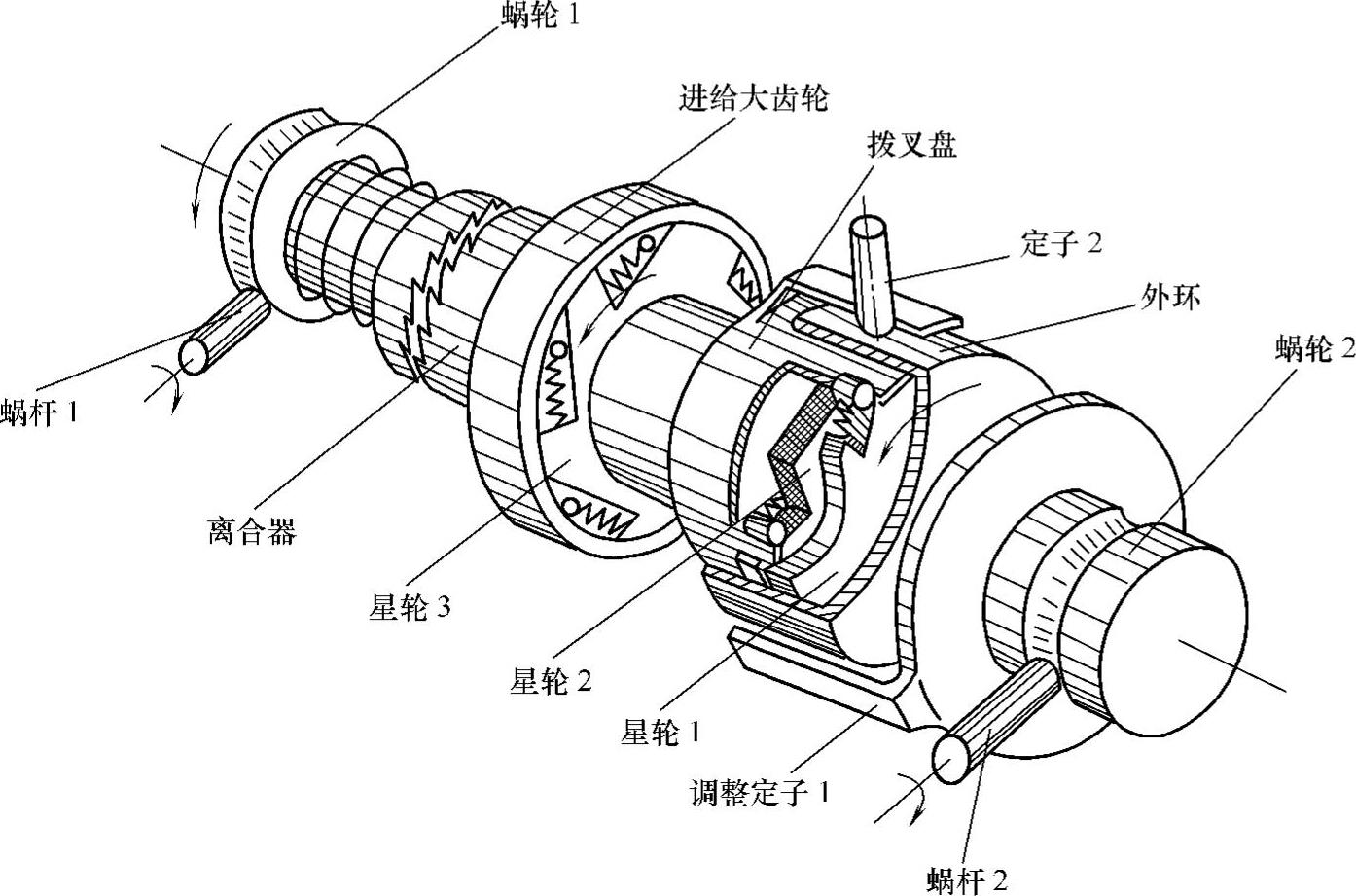
图7-3 双向超越离合器
进给量大小可转动蜗杆2和蜗轮2,改变拨叉盘上的转子与调整定子1的夹角。夹角大时,进给量大;夹角小时,进给量小。
刀架快速移动时,需将端面锯齿形离合器合上,进给电动机的转动不通过双向超越离合器,直接经蜗杆1、蜗轮1和端面锯齿形离合器传给进给齿轮,实现刀架快速移动。
左、右侧刀架的情况基本和垂直刀架相似,所不同的是左、右侧刀架只有上、下两个方向移动。左侧快移与自动进给的转换开关是SA22,右侧快移与自动进给的转换开关是S21。另外一个不同点是,左、右侧刀架的运动控制线路中接入了行程开关SQ18和SQ19的常闭触点,它们是刀架与横梁的限位开关。当开动左、右侧刀架向上运动或横梁向下运动时,碰到横梁限位开关SQ18、SQ19就自动使刀架电动机停止转动,防止刀架与横梁碰撞。
(3)工作台短行程时速度的限制
工作台工作一个周期,刀架电动机就要起动两次,因而在工作台短行程工作时,刀架电动机单位时间内起动次数增多,引起刀架电动机过热,甚至烧坏绕组,同时传动工作台的蜗轮和齿轮因换向频繁而加速疲劳破坏,工作台速度高时,处在过渡过程中,对提高速度意义不大,而且还可能发生因时间短进给进不完的现象。因而在短行程工作时,对工作台速度作了规定,可以参考有关资料。
3.横梁控制电路
横梁有放松、夹紧及上、下移动等动作,B2012A龙门刨床横梁放松与夹紧的动力用电动机M9来实现,横梁上、下移动则由电动机M11来完成。横梁控制电路如图7-2b所示。
只有在工作台停止工作,常闭触点KM16闭合时,才能操作横梁电路。
横梁作上、下移动时,在电路中自动地使横梁先放松后移动。如按横梁上升按钮SB3,中间继电器KA8线圈通电,KA8常开触点闭合,接触器KM11线圈通电,使横梁放松夹紧电动机M9工作,横梁逐渐放松。横梁放松时,控制限位开关的制子往横梁方向移动,移动到一定程度,制子使行程开关SQ16的常闭触点断开,KM11线圈断电,横梁放松完毕。
此时SQ16的常开触点闭合,由于KA8的触点已经闭合,所以接触器KM2线圈通电,横梁升降电动机M11正转动作,横梁上升。横梁移动至需要位置时,松开按钮SB3,KA8线圈断电,KM2线圈断电,横梁升降电动机M11停止工作。SQ17是横梁上升到极限位置时防止与龙门顶部相碰而采用的限位开关。
上升到位,松开移动按钮SB3后,接触器KM10线圈通电,横梁放松夹紧电动机M9反转动作,开始将横梁夹紧。到SQ16复位后,SQ16的常开触点断开,常闭触点闭合,为以后横梁放松做准备。此时,KM10线圈经过流继电器KI2的常闭触点及KM10的常开触点继续供电,横梁继续夹紧,因而电动机M9中电流增大,通过KI2线圈的电流亦增大,当电流增大到所整定的数值时,KI2的触点动作,其常闭触点断开,KM10线圈断电,横梁夹紧完毕。
由于KI2常闭触点的存在,即使操作者在横梁放松尚未完毕时松开按钮,KM10得电并自锁,能够保证横梁放松完毕后再自行夹紧。
当按下横梁下降按钮SB7时,先放松,然后横梁下降,下降到所需要位置时,松开按钮,这时除了夹紧电动机M9开始工作外,还有消除丝杠与螺母间隙的横梁稍许回升的动作,这个动作是由断电延时时间继电器KT2来完成的。当横梁下降时,接触器线圈KM3得电,触点KM3闭合,通过整流器VC2整流,KT2线圈通电,其常开触点闭合。由于触点串联的KM10是常开触点,所以KM2线圈是不通电的,当横梁下降完毕,开始横梁夹紧时,触点KM10闭合,而触点KT2是常开延时释放触点,所以KT2线圈断电后它还是接通的,这时KM2线圈通电,横梁上升。由于KT2延时很短,很快延时完毕,延时触点KT2断开,KM2线圈断电,此时横梁回升完毕,继续夹紧至KI2动作后为止。
如果发现横梁下降后回升较多,则是由于时间继电器KT2延时太长,可适当缩短其延时。
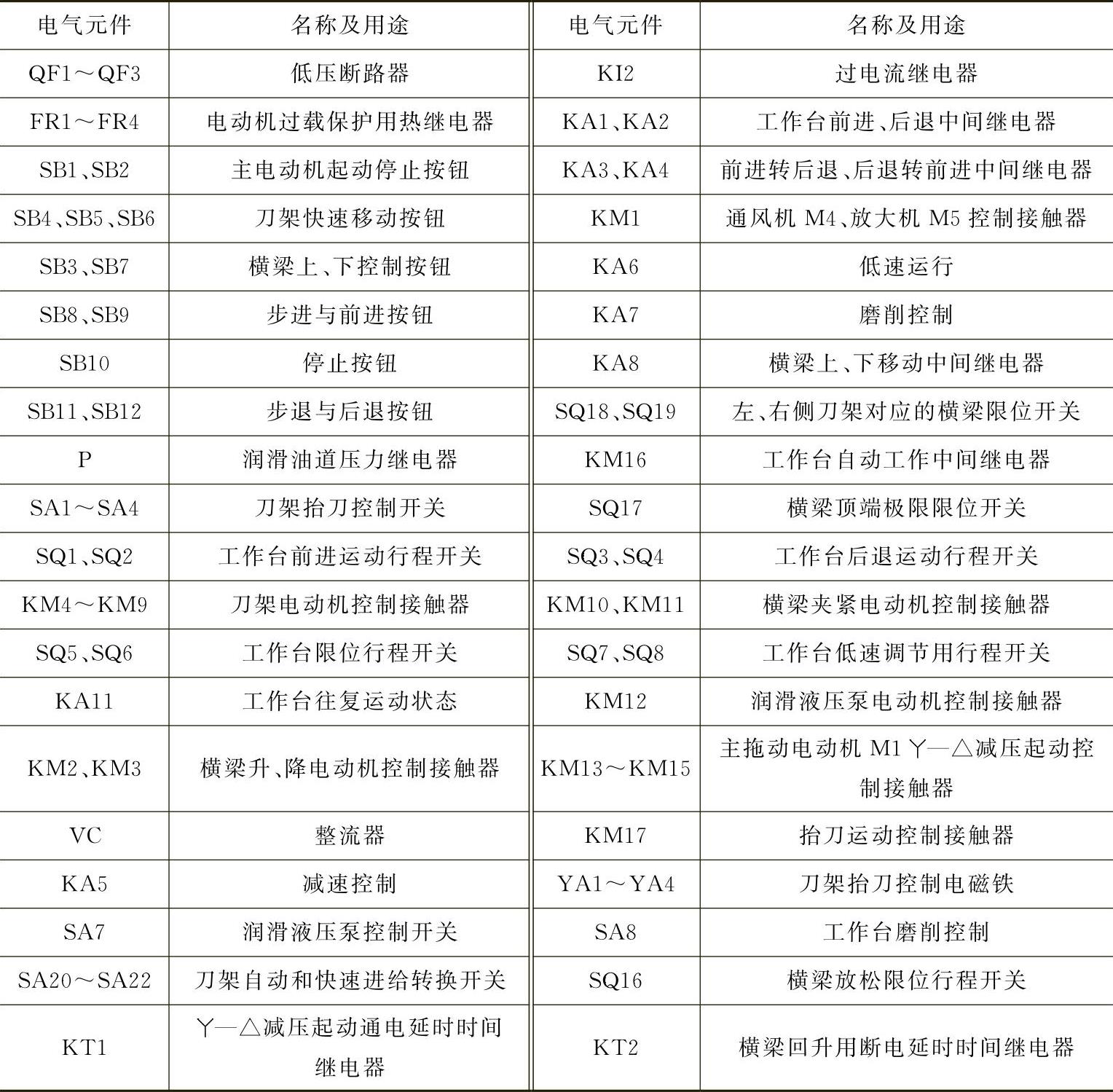
B2012A主要电气元件见表7-1。
表7-1 B2012A主要电气元件
4.工作台控制电路
工作台控制电路中动作比较多,有步进、步退、前进、后退、减速、换向等,这些动作大都由控制电路保证其自动控制。所以要掌握工作台控制电路,必须先了解工作台运动的要求,其速度变化要求如图7-4所示。
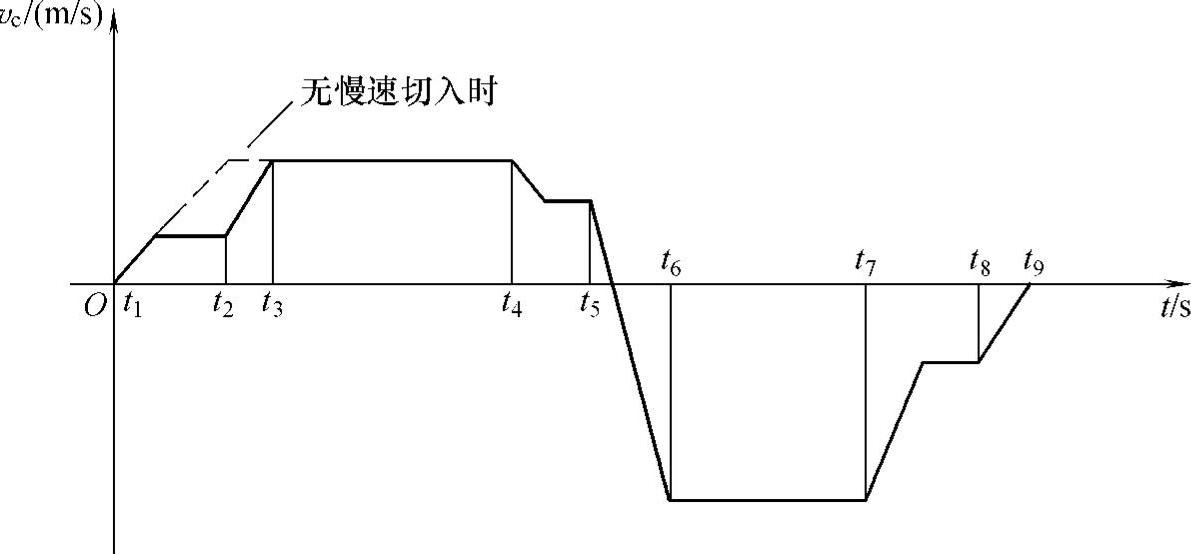
图7-4 工作台自动循环运动速度(https://www.xing528.com)
(1)工作台运动速度的要求
图7-4中,O—t1为工作台前进起动阶段,t1—t2为刀具慢速切入阶段,t2—t3为加速至稳定工作速度阶段,t3—t4为稳定工作速度阶段,t4—t5为减速退出工作阶段,t5—t6为反接制动到后退起动阶段,t6—t7为后退阶段,t7—t8为后退减速阶段,t8—t9为后退反接制动阶段。
采用减速环节的理由如下:
1)为了减小切入工件时刀具所承受的冲击,延长刀具寿命,需要刀具以较低的减速速度切入工件,然后再加速到规定的切削速度。若切削速度与冲击为刀具所能承受,或在精加工时不希望速度有变化,则亦可以不用慢速切入。
2)某些脆性材料(如铸铁等),在刀具高速切出时,工件边缘容易产生崩裂。为了保证工件边缘的平整,在切出前把切削速度减到减速速度。
3)高速反向前,先减速后反向,就能减小反向时所需的制动转矩,从而减小反向时传动机构中的冲击与对供电网的冲击。
4)为了减小高速反向时的越位,保证机床在各种速度下反向时的越位稳定,在反向前先将速度减至减速速度,然后再反向。通常减速速度为机床最高速度的1/5~1/4。
(2)控制工作台工作的行程开关
龙门刨床工作台自动按图7-4的规律运动,是由安装在床身侧的六个行程开关控制的。为了熟悉工作台控制电路以及今后试车、故障检修时方便起见,必须熟悉行程开关以及制子情况。图7-5为行程开关及制子的分布情况。
在自动工作过程中,A、B、C、D各个制子碰撞各自的行程开关,前进末了,制子A碰撞前进减速开关SQ1,然后制子B碰撞前进换向开关SQ2。工作台经过一段越位后开始后退,后退开始时,制子B使SQ2复位,然后制子A使SQ1复位。在后退末了时,制子C碰撞后退减速开关SQ3,然后制子D碰撞后退换向开关SQ4,亦是经过一段越位后后退换成前进,制子D将SQ4复位,然后制子C使SQ3复位。
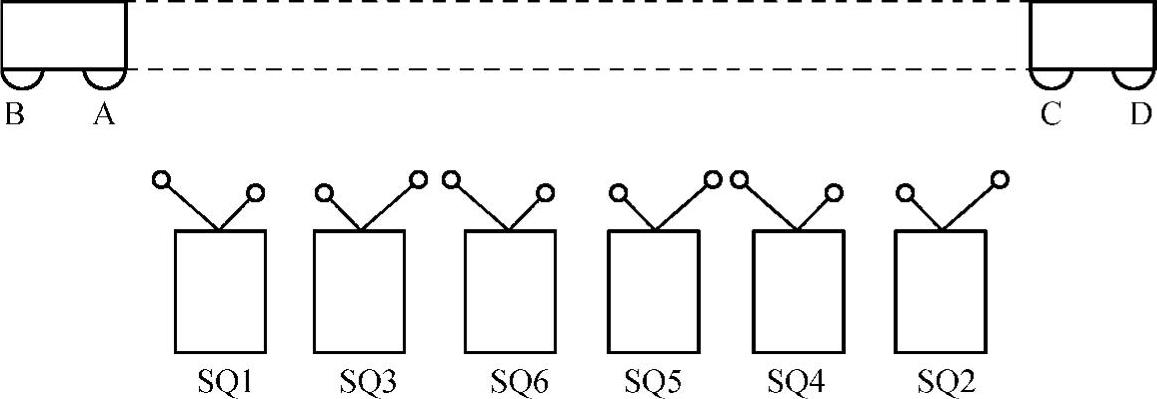
图7-5 行程开关及制子的分布情况
前进时,碰撞SQ2不起作用,再碰撞安全限位开关SQ5,不至于使工作台由于电气失灵而冲出去。SQ6是后退方向的安全限位开关。
在工作中常由于不熟悉或者不注意行程开关零位,容易将行程开关碰坏,如工作台为前进方向,而前进减速开关不在零位,因而制子A将SQ1碰坏,所以一般都是在安装或故障检修完毕试车时先将行程开关拨在零位,注意制子扳在行程开关两侧,然后利用步进、步退功能进行试验,正常后才能利用工作台前进或后退功能进行自动工作。
制子A、B之间距离或C、D之间距离是可调的。在高速挡工作时,由于工作台动能大,因而使减速制子B调整到250~300mm左右;低速工作时使其距离减小,避免低速行程太长,降低了生产率。
高、低速挡的选择是根据加工条件来决定的。如果切削量大,工件材料硬,选低速挡。在同样速度下,低速挡的切削力比高速挡高一倍。如果切削工件材料较软,工作台的应力不会超过高速挡所允许的范围,这时选用高速挡,就可以提高工作台的切削与返回速度,提高生产率。
(3)步进、步退与润滑控制电路
在图7-2上,接触器KM15触点在交流电动机正常运行时是接通的,所以按下步进按钮SB8时,中间继电器KA1线圈通电,使直流发电机发出步进需要的电压,直流电动机以步进速度带动工作台前进。由于无自锁触点,只能点动。步退电路亦相同。在操作时,如果行程开关SQ2、SQ3没有复位,则接不通电路。
在操纵台上,润滑泵控制开关SA7有两个工作位置,工作台不工作而需要润滑泵时,将SA7转换到连续位置。工作台自动工作时,SA7转换到自动位置。转换到任意一个工作位置上,KM12线圈通电,润滑泵电动机M6工作,液压泵上油,至一定压力时,压力继电器触点P闭合,为自动工作准备条件。
(4)工作台自动工作控制电路
如果行程开关是零位,行程开关制子扳在行程开关两侧,按下前进按钮SB9,继电器KM16线圈通电自锁,其常开触点闭合,使中间继电器KA1线圈通电并自锁,工作台以前进速度前进。由于SB9是一个复合按钮,按下时,其常闭触点断开,常开触点闭合,所以中间继电器KA2不能得电。当前进末了时,制子A碰撞前进减速开关SQ1,其触点闭合,减速继电器KA5线圈通电,工作台以减速速度前进,到制子B撞到SQ2后,SQ2常闭触点断开,KA1断开,中间继电器KA2接通,工作台以调节好的后退速度开始后退,制子B使SQ2复位,在未复位前,刀架控制电路中,由于SQ2常开触点闭合,KA4线圈通电,常开触点闭合,使KM5线圈通电,进给电动机转动使进给机构复位。SQ2复位虽使触点SQ2-2断开,但因KA4断开,进给电动机停止,由于触点SQ2-1闭合,所以KA1线圈不通电,KA2通电,继续后退,制子A使SQ1复位。
后退继续进行到后退末了时,制子C碰撞后退减速开关SQ3,触点SQ3-1闭合,经触点使KA5线圈通电,以后退减速速度后退的制子D碰撞后退换向开关SQ4,触点SQ4-1断开,使KA2线圈断电,其常闭触点接通,KA1线圈通电换成前进。
在SQ4-1触点断开的同时SQ4-2触点闭合,使KA3线圈通电。从刀架控制电路中可以看出,其常开触点接通,KM4线圈通电,使刀架电动机M7转动,进给机构进给。由于制子D碰撞SQ4开关动作,但工作台有一段越位,KA1线圈通电后,工作台经一段后退越位然后才反向前进,继而制子D碰撞SQ4,使SQ4复位,复位后SQ4-2断开,KA4线圈断电,刀架电动机停止转动。刀架电动机的通电就是从换向开关SQ4动作到复位这样一段时间,进给量的多少,是由调节进给机构来完成。制子D和C依次将SQ4、SQ3复位,到此工作台完成了一次往复运动,然后重复进行自动循环工作。
如果要求工作台停止运行,则按下停止按钮SB10,断开工作台控制电路,使KM16断电,KA1和KA2也断电,相关减速继电器也断电,工作台迅速自动停车。
(5)慢速切入、低速运行、磨削控制电路
1)以较高速度切削。为了保护刀架,需要慢速切入,这时将操纵台上慢速切入开关SA6拨在“通”位置上,则在后退结束,自动变为前进时,触点KA3闭合,因而KA5线圈通电,所以反向以后以减速度前进,减速速度是不可调的(低速度挡<4.5~10m/min,高速挡<9~20m/min),至SQ4复位后,KA3线圈断电,KA5线圈断电,工作台以前进速度前进。
2)当前进或后退调速手柄处在低速位置时(工作台速度在低速挡为4.5~10m/min,高速挡为9~20m/min左右),SQ7或SQ8接通,使KA6线圈断电,于是KA6常开触点断开,减速继电器无法接通,这样工作台在低速运行时就没有减速动作。SQ7或SQ8是附在调速电位器RP2或RP1上的由调速手柄控制的行程开关。
3)工作台需要进行磨削时,将操作台上SA8拨在磨削位置,KA7线圈得电,使直流分压回路中接入了一个分压电阻,给定电压大大减小,这时工作台能以1m/min的速度进行磨削。此时整个工作台采用了电流正反馈和典型负反馈的双闭环控制,保证了工作台不会因为切削量的变化而产生较大的运动变化,保证了加工效率和加工精度。磨削时是没有减速动作的。
(6)保护控制电路
触点KM10及KM11是横梁夹紧与放松接触器常闭触点,它保证在横梁调整时工作台自动工作电路接不通。如果换向时,换向开关失灵(SQ2或SQ4),制子就会碰撞SQ5或SQ6,使KM16线圈断电,工作台就停止,防止工作台冲出去。
如果由于一时疏忽忘了操作,SA7处在零位,或过热继电器FR3动作,则压力继电器P断开,但工作台仍可前进,到后退末了时触点SQ4-2闭合,KA3线圈通电,常闭触点断开,使KM16线圈断电,工作台停在后退末了。设置这个保护环节的目的是防止在切削过程中发生故障而突然停车,造成刀具损坏,以及影响加工工件的表面质量,因此发生故障后,让它在后退末了停车。
在电动机组起动控制电路中,KA7、KM16及KA3串接成一支路,其作用是在工作台自动工作中,热继电器FR1、FR2、FR4任意一个动作时,由于触点KM16在自动工作时是闭合的,只有在后退末了,KA3才断开,使KM13线圈断电,使电动机M1在工作台后退末了停车。磨削时KA7是断开的,所以三个热继电器中任意一个动作时,就使M1绕组立即断电,使工作台即刻停止,假使亦要使工作台停在后退末了,则由于磨削速度低,就会使电动机过负载时间太长,造成不必要的损失。
5.抬刀控制电路
工作台返回行程中,需要将刀架抬起,让开工件,避免与工件表面相撞。抬刀的实现方法有电磁铁抬刀、液压抬刀、气动抬刀及电动机抬刀等。A系列刨床采用电磁铁抬刀,抬刀机构如图7-6所示。
当操作步进、前进,或步退、后退时,KA1线圈或KA2线圈通电,其常开触点闭合,KA11线圈通电,使电动机—放大机控制电路中获得给定电压。
在工作时,使用哪个刀架,就将SA1~SA4中对应刀架的开关拨在通电的位置。工作台自动工作中,后退时触点KA2闭合,因而KM17线圈通电,抬刀线圈YA1~YA4通电,具体是哪把刀具要抬起,由转换开关SA1~SA4中闭合的开关决定,如SA1闭合,则YA1抬刀线圈得电,由推销将抬刀板顶起,实现让刀;当后退返前进时,常闭触点KA1断开,使KM17线圈断电,抬刀线圈断电。在垂直刀架上,靠抬刀板自重返回,侧刀架则由压簧拉回,拉回螺钉往里拧时使压簧起作用。
触点KM17是自保触点,保证在工作台返回行程中,如果按下“工作台停止”按钮,此时工作台虽然停下,可是刀具仍保持在抬起的位置,这就避免了由于刀具落下而使工件表面与刀具本身的损坏。
抬刀电磁铁两端并联的放电电阻,是防止电磁铁线圈突然断开时产生过高电压,将电磁铁线圈绝缘击穿。
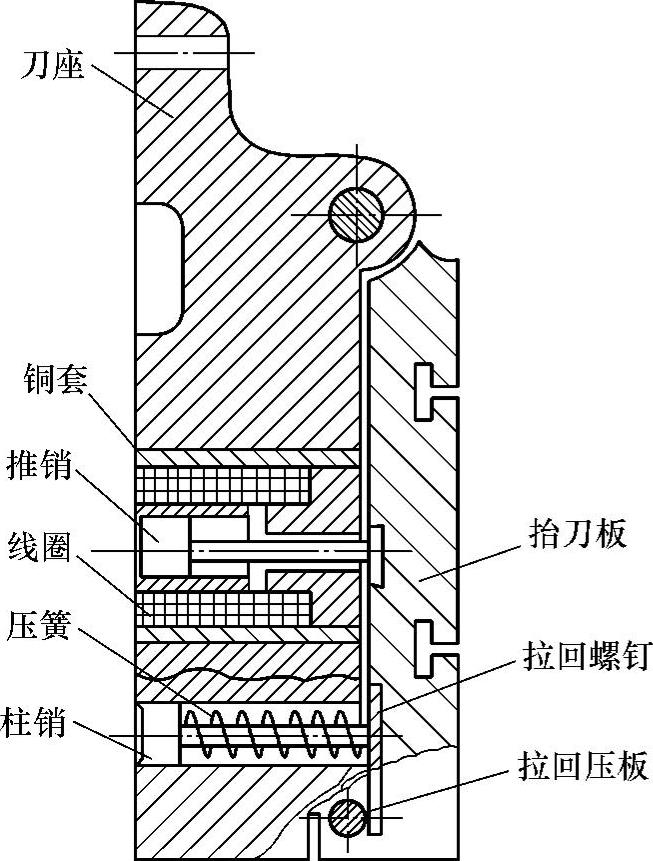
图7-6 抬刀机构
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。