



1.滚齿机运动分析
滚齿加工是由一对交错轴斜齿轮啮合传动原理演变而来的。从机床切削运动学分析,滚齿加工的原理是两个齿轮啮合展成法理论,即两个齿轮(一个是滚齿刀,另一个是被加工齿轮),齿的轴线上任何垂直剖面一般由同一基圆的渐开线构成。滚刀与被加工齿轮之间的啮合是无间隙的,即要求滚刀和被加工齿轮之间严格保持一对渐开线齿轮的啮合关系。滚刀的转速与被加工齿轮的转速之比等于它们齿数的反比,当加工时,滚齿刀在围绕其自身轴线回转的同时,伴随工件轴向进给。这样滚齿刀从被加工齿轮上切去一定量的金属,并在无间隙滚切运动中在被加工齿轮上切出齿形,它的形状就是滚齿刀切削刃连续位置的包络线。通过对滚齿机工作原理的分析和对典型立式滚齿机传动部分的考察,滚齿机的工作原理如图6-1所示。以工件的旋转轴为轴向参照,x为径向进给运动,y为切向进给运动,z为轴向进给运动。
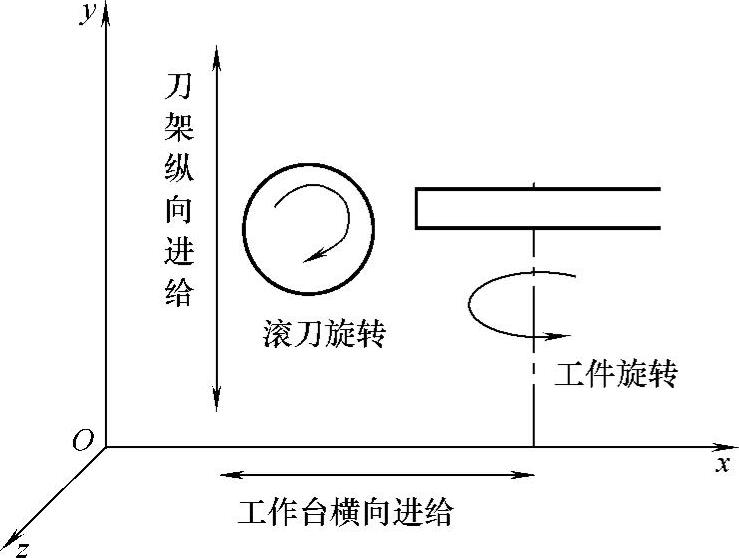
图6-1 滚齿机工作原理图
在加工不同类型的齿轮时,其传动链有不同的要求,归纳起来,滚齿机上主要包括的传动链有:
1)直齿加工时,电动机带动滚刀旋转的运动链(外联系传动链)、滚刀旋转与工作台回转之间的内联系传动链(内联系传动链)、滚刀在刀架的带动下沿轴向的直线运动(外联系传动链)。
2)斜齿轮加工时,由于斜齿轮与直齿轮的不同之处是齿线为螺旋线,因此,斜齿轮滚切时,除了与滚直齿一样,需要有滚刀旋转与工件旋转之间的展成运动、主运动、轴向进给运动外,为了形成螺旋齿线,在滚刀作轴向进给运动的同时,工件还应作附加旋转运动,而且这两个运动之间必须保持确定的运动关系,即滚刀移动一个工件螺旋线导程时,工件应该准确地附加转过一圈。
3)蜗轮加工时,用蜗轮滚刀滚切蜗轮,齿廓的形成方法与加工圆柱齿轮是相同的,但齿线是当滚刀切至全齿深时,在展成齿廓的同时形成的。因此,主要运动包括滚切蜗轮的展成运动、主运动以及滚刀切入工件的切入进给运动。对于YM3150E滚齿机,其切入运动是径向进给法,即在加工齿轮时,还应该由滚刀或工件沿工件径向作切入进给运动,使滚刀从蜗轮齿顶逐渐切入至全齿深。
2.控制要求分析
根据YM3150E的工艺特点、加工原理和电力拖动情况,分析得出的要求有如下几点:
1)主电动机带动滚刀作旋转运动,构成主运动,并且切削需要刀具能够正、反转。
2)所有的内联系传动链是由齿轮机构来实现的,滚刀旋转、刀架轴向运动、工作台旋转、径向运动等都由一个交流电动机提供动力,不能由多个电动机完成。
3)滚切速度的调节主要由齿轮机构实现。(https://www.xing528.com)
4)不需要电气制动。
5)滚切过程需要必要的冷却和润滑。
6)为了传动系统能够有充分的润滑,必须在液压泵起动后才能起动其他电动机。
7)由于机床调整的需要,主电动机既能长动,也能点动;轴向快速移动电动机只能点动。
8)轴向运动需要设置极限保护措施。
3.电气控制特点
YM3150E滚齿机的控制特点主要体现在以下几个方面:
1)主电动机M2带动刀具、刀架、工作台运动,并能实现正、反转。
2)液压系统提供工作台径向进给的动力。
3)切削液由冷却泵电动机M3提供。
4)刀架的轴向快速运动由电动机M4提供,而加工齿轮时的轴向进给是由主电动机带动。
5)能够监控液压润滑油的多少,当润滑油过少时要提示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。