



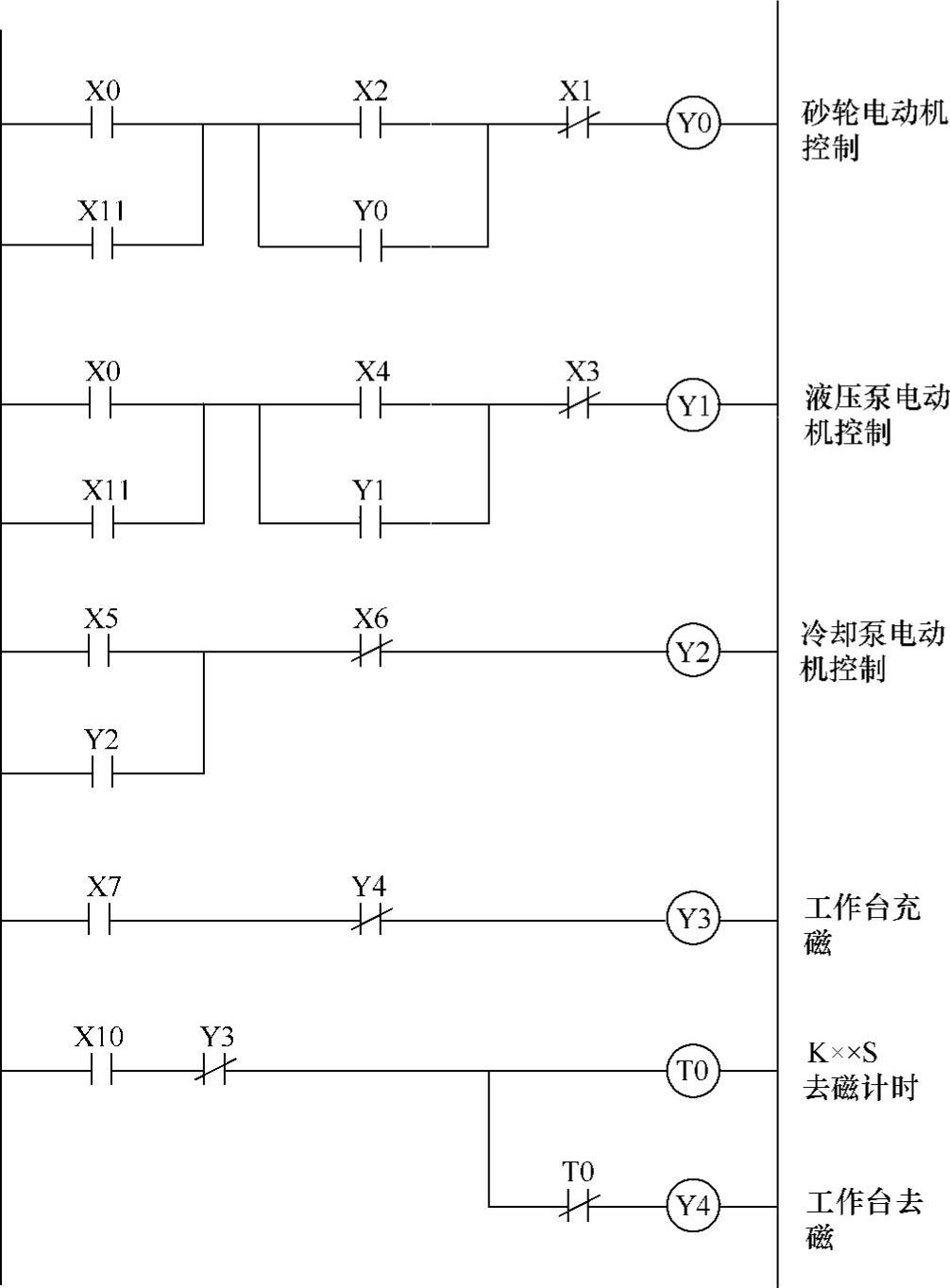
根据M7130磨床的控制要求,结合PLC的逻辑元件分配情况,设计得到的PLC控制梯形图如图3-6所示。
(1)砂轮电动机液压泵电动机控制
为了保证工件在被电磁工作台吸紧后,砂轮才能起动,以避免工件没有被夹紧,砂轮撞飞工件,对串联在电磁吸盘电路中的欠电流继电器KI与电磁吸盘一起得电并处于正常电流值以后,KI常开触点闭合,输入继电器X0为ON,这时才能够起动砂轮电动机。只需要按下起动按钮SB2,输入继电器X2为ON,输出继电器线圈逻辑回路导通自锁,Y0得电为ON,驱动负载KM1线圈电路闭合得电,KM1主触点闭合接通砂轮电动机主电路,电动机带动砂轮转动。当按下停止按钮SB1时,输出继电器X1为ON,取反后断开Y0逻辑回路,KM1断电,电动机M1断电,砂轮停止转动。当对砂轮位置进行调整时,可以将SA1置于调整位置,SA1-3闭合,输入继电器X11为ON,由于X11与X0并联,所以按下按钮SB2能起动砂轮电动机。
液压泵电动机的主电路由接触器KM2控制,KM2线圈回路受输出继电器Y1控制,Y1的逻辑回路与Y0相似,按下按钮SB4时为起动电动机,按下停止按钮SB3时,电动机停止。
(2)冷却泵电动机控制
对于冷却泵电动机控制,用接触器KM3代替了接插器X1,当按下按钮SB5时,输入继电器X5为ON,输出继电器Y2逻辑回路导通,Y2线圈得电并自锁,驱动接触器KM3线圈回路导通,主触点闭合,冷却泵电动机M3起动。当按下按钮SB6时,输入继电器X6为ON,取反后为OFF,切断Y2逻辑回路,接触器KM3断电,电动机停止。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-6 M7130平面磨床PLC控制梯形图
(3)电磁吸盘充磁和去磁控制
当转换开关SA1转换到充磁位置时,SA1-1触点闭合,输入继电器X7得电为ON,驱动输出继电器Y3逻辑回路导通,输出继电器Y3为ON,使接触器KM4线圈电路导通得电,两对动合触点闭合,接通电磁吸盘和欠电流继电器线圈吸磁电路,产生磁场力,夹紧工件。当工件加工完毕,取下工件时,将SA1转换到去磁位置,则Y3逻辑回路断开,接触器KM4断电,电磁吸盘电路断开。SA1-2触点闭合,输入继电器X10为ON,驱动输出继电器Y4线圈回路导通,Y4得电,使接触器KM5线圈电路闭合得电,两对常开触点接通电磁吸盘和欠电流继电器线圈回路,但由于通电方向与充磁相反,所以产生去磁的效果。同时PLC内的计时器T0开始计时,当计时时间到,则T0的触点动作,常闭触点断开,切断输出继电器Y4的逻辑回路,Y4为OFF,接触器KM4断电,去磁结束。改造中增加了计时器,不同材料的零件去磁时间可以根据需要更改,避免了改造前由操作工人掌握去磁时间不够准确的不足。
(4)PLC改造说明
1)欠电流继电器回路和电磁吸盘控制回路依然保存,只是将有三位置的转换开关SA1用接触器KM4和接触器KM5的触点来接通充磁和去磁回路,主令元件还是SA1,避免转换开关触点受较大的电磁吸盘电流。并且电磁吸盘的工作电流较大,不适合作为PLC的负载直接与PLC的输出端口连接。也为PLC控制大电流负载提供了控制思路。
2)去磁时间用PLC的内部计时元件来控制,既不增加低压电气元件,也让时间控制更加准确,计时时间到,转换开关仍然停在原位。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。