



【摘要】:根据M7130平面磨床的工作过程和已有继电器控制的电气参数,选择FX1N可编程序控制器进行改造。主要采取的措施如下:1)对于电磁吸盘的控制电路,利用接触器的触点来接通或者断开电磁吸盘电路。4)电磁吸盘的“充磁”与“退磁”转换开关SA1的三个位置分别连接三个PLC输入端口。图3-5 M7130平面磨床PLC控制电气原理图表3-4 PLC元件分配表
根据M7130平面磨床的工作过程和已有继电器控制的电气参数,选择FX1N可编程序控制器进行改造。PLC电源电压为交流220V,接触器线圈负载电源为交流380V。照明电路和指示灯电路不作改造,不同电源类型的负载使用不同的输出端口COM,采用继电器输出方式,结合输入、输出总点数,选用FX1N—24MR能够满足要求。
主要采取的措施如下:
1)对于电磁吸盘的控制电路,利用接触器的触点来接通或者断开电磁吸盘电路。接触器的开关由PLC控制,这样避免了转换开关开闭时容易产生火花的缺点。
2)电磁吸盘的正、反控制由两个接触器触点来完成。
3)去磁时间利用PLC的定时器来控制,不再通过操作人员来把握,使得对不同工件的剩磁控制更加准确,时间调整也比较容易。
4)电磁吸盘的“充磁”与“退磁”转换开关SA1的三个位置分别连接三个PLC输入端口。
5)冷却泵电动机的接插器X1用接触器KM3来替代,并用两个按钮来控制冷却泵的起动与停止。(https://www.xing528.com)
6)电磁吸盘电路的充磁、断开和去磁回路由接触器KM4、KM5来控制。当KM4线圈得电时,正向接通电磁吸盘YH直流电源,YH为充磁工作状态;KM5线圈得电时,则YH的直流电源反接,为去磁工作状态。
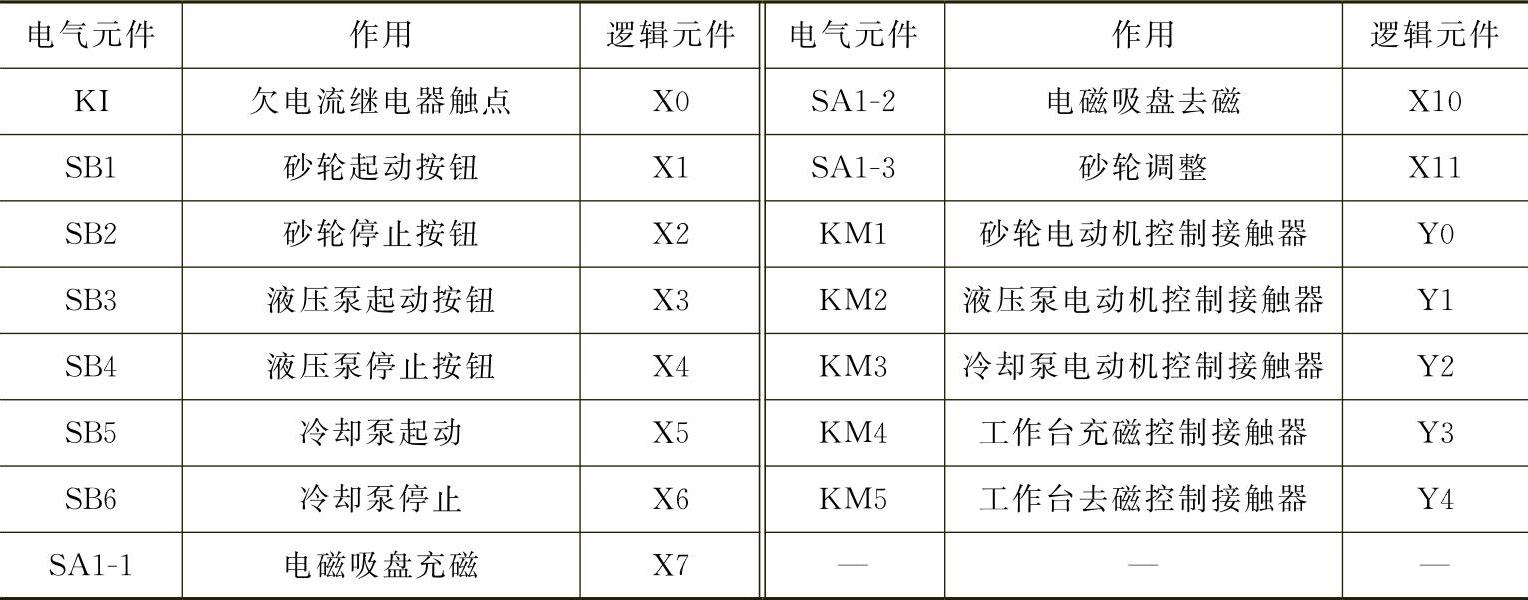
经过改造后M7130的电气图如图3-5所示,元件分配情况见表3-4。

图3-5 M7130平面磨床PLC控制电气原理图
表3-4 PLC元件分配表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。