



【摘要】:根据Z5163的工作过程和已有的继电器控制的电气参数,选择FX2N可编程序控制器进行改造。主电路不变,PLC电源电压为交流220V,负载电源为交流110V。2)能耗制动过程中的断电延时时间继电器KT1取消,用PLC中的定时器T1、辅助继电器M0、M3完成,在快速移动结束时,利用脉冲下降沿使辅助继电器M0产生一个周期的触发脉冲,接通定时器T1线圈逻辑回路,能耗制动开始,当定时时间超过T1的设定时间时,结束制动。表2-4 PLC端口分配表图2-5 PLC控制Z5163电气原理图
根据Z5163的工作过程和已有的继电器控制的电气参数,选择FX2N可编程序控制器进行改造。首先考虑保证原有控制功能不变,不添加新的电气元件。主电路不变,PLC电源电压为交流220V,负载电源为交流110V。输出端口采用继电器输出方式。
在改造中,主要考虑了如下几点措施:
1)主电路不变,指示灯、照明电路不变,快速移动电动机仍然采用能耗制动。
2)能耗制动过程中的断电延时时间继电器KT1取消,用PLC中的定时器T1、辅助继电器M0、M3完成,在快速移动结束时,利用脉冲下降沿使辅助继电器M0产生一个周期的触发脉冲,接通定时器T1线圈逻辑回路,能耗制动开始,当定时时间超过T1的设定时间时,结束制动。
3)取消攻退结束后的断电延时时间继电器KT3,用定时器T3来完成,在丝锥退出工件孔时开始定时,然后定时时间到,则起动快速后退动作。采用PLC的时间继电器和一定的控制算法来实现断电延时功能是可行的,另外可以提高定时精度。
4)电磁离合器YC不直接与PLC输出端口连接,其控制用中间继电器KA4实现,KA4原来的作用用辅助继电器M4代替。
5)将手动加工程序与半自动循环加工程序分别用主控程序控制。(https://www.xing528.com)
结合输入、输出总点数,选用FX2N—32MR能够满足要求。改造后的电气原理图如图2-5所示,元件分配情况见表2-4。
表2-4 PLC端口分配表

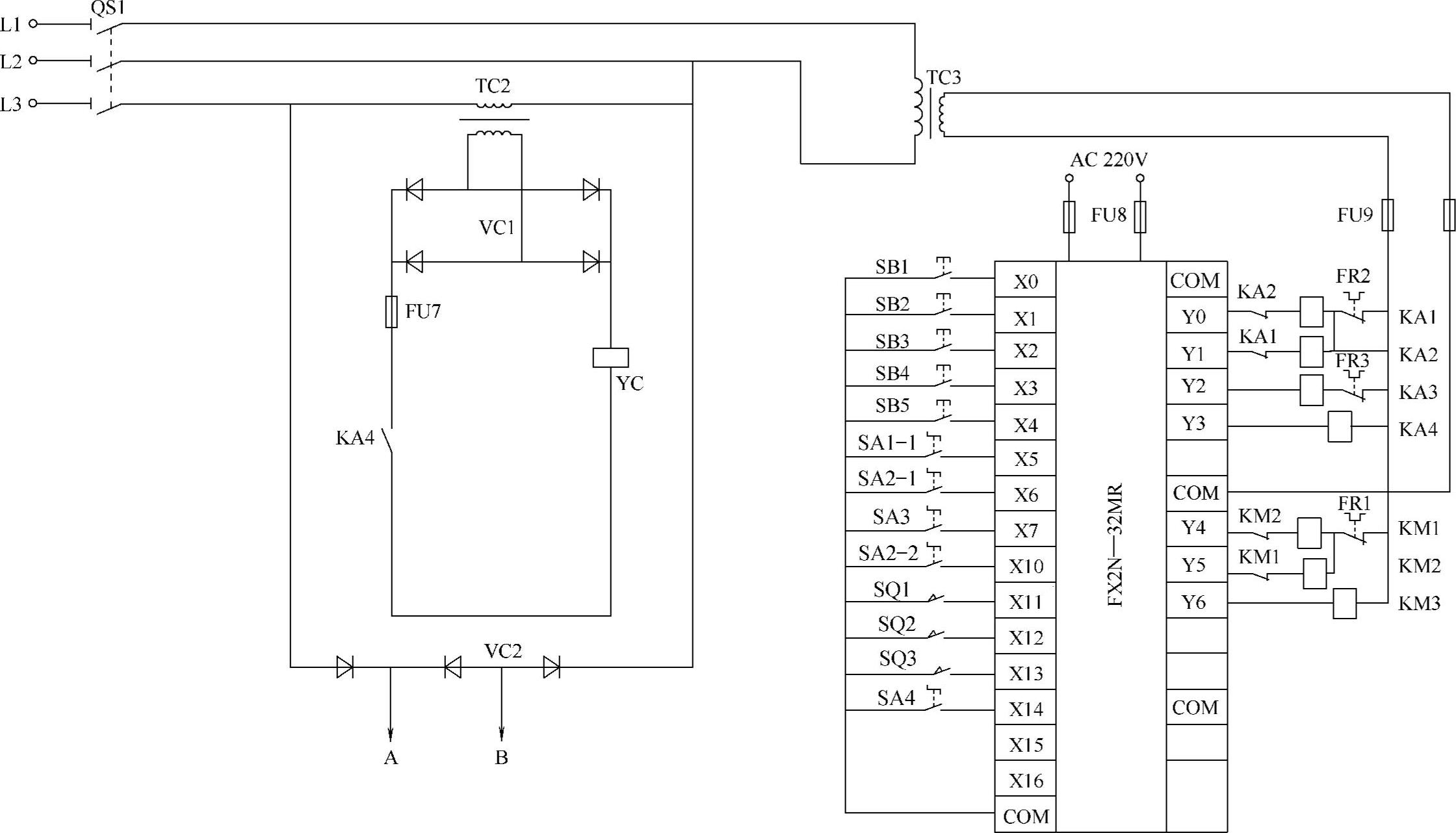
图2-5 PLC控制Z5163电气原理图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。