



根据C523的控制要求和继电器—接触器的控制逻辑,结合PLC的端口分配,设计的PLC控制程序如图1-13所示。
1.工作台电动机控制
当按下按钮SB5,输入继电器X4为ON,输出继电器Y0逻辑回路导通为ON并自锁,驱动接触器KM1线圈电路闭合,线圈得电,主触点闭合,电动机主电路得电转动;当按下按钮SB4时,输入继电器X4得电为ON,经过取反后为OFF,Y0线圈回路断开,使KM1线圈断电,电动机停止。
2.横梁升降控制
当按下横梁上升操作按钮SB6时,输入继电器X5得电为ON,使辅助继电器M0线圈回路导通,M0为ON。M0常开触头驱动输出继电器Y4线圈回路导通,接触器KM5线圈回路闭合,KM5主触点闭合,驱动横梁夹紧电动机M3反转,松开横梁夹紧机构,当松开机构的制子压下行程开关SQ4后,表示夹紧机构完全松开,使输入继电器X31得电为ON,输出继电器Y4线圈回路断开,KM5断电,电动机M3停止转动,为横梁上升做好了松开的准备。由于SQ4被压下,X31触点闭合为ON,驱动输出继电器Y1线圈逻辑回路导通为ON,接触器KM2线圈电路闭合,电动机M2正转,通过传动机构使横梁上升,当横梁上升到上限位行程开关SQ5位置时,输入继电器X32为ON,经过取反后为OFF,使得输出继电器Y1线圈断电,KM2线圈回路断开,M2停止转动,横梁不能再上升。如果在上升到需要的位置时松开按钮SB6,则输入继电器X5断电为OFF,辅助继电器M0断电,输出继电器Y1线圈逻辑回路断开,KM2线圈断电,电动机M2也停止。当M0断电时,行程开关SQ4仍然被压住,所以接通输出继电器Y3线圈回路,驱动接触器KM4回路闭合得电,电动机M2得电反转,通过传动机构夹紧横梁,使横梁被固定在指定位置。
如果按下按钮SB7,则横梁做向下运动,先经过横梁夹紧电动机M3的正转,使横梁松开,压下行程开关SQ4后,电动机M2反转,横梁下降,到达指定位置或者到达下限位行程开关SQ3位置,电动机M2先停止,M3再反转夹紧横梁。其梯形图的工作控制逻辑能满足要求。输出继电器Y3和Y4的常闭触点在梯形图回路中起互锁的作用。
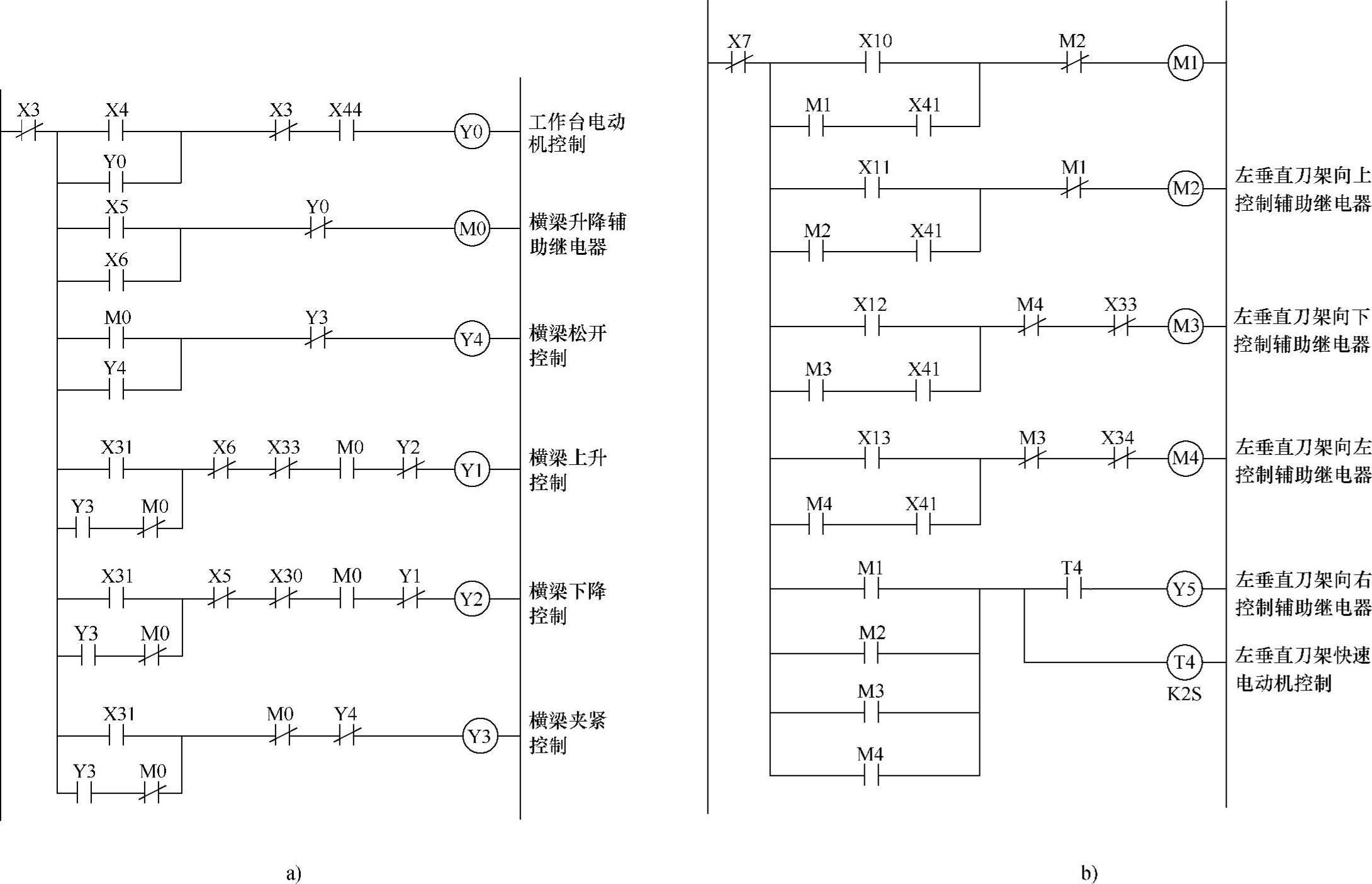
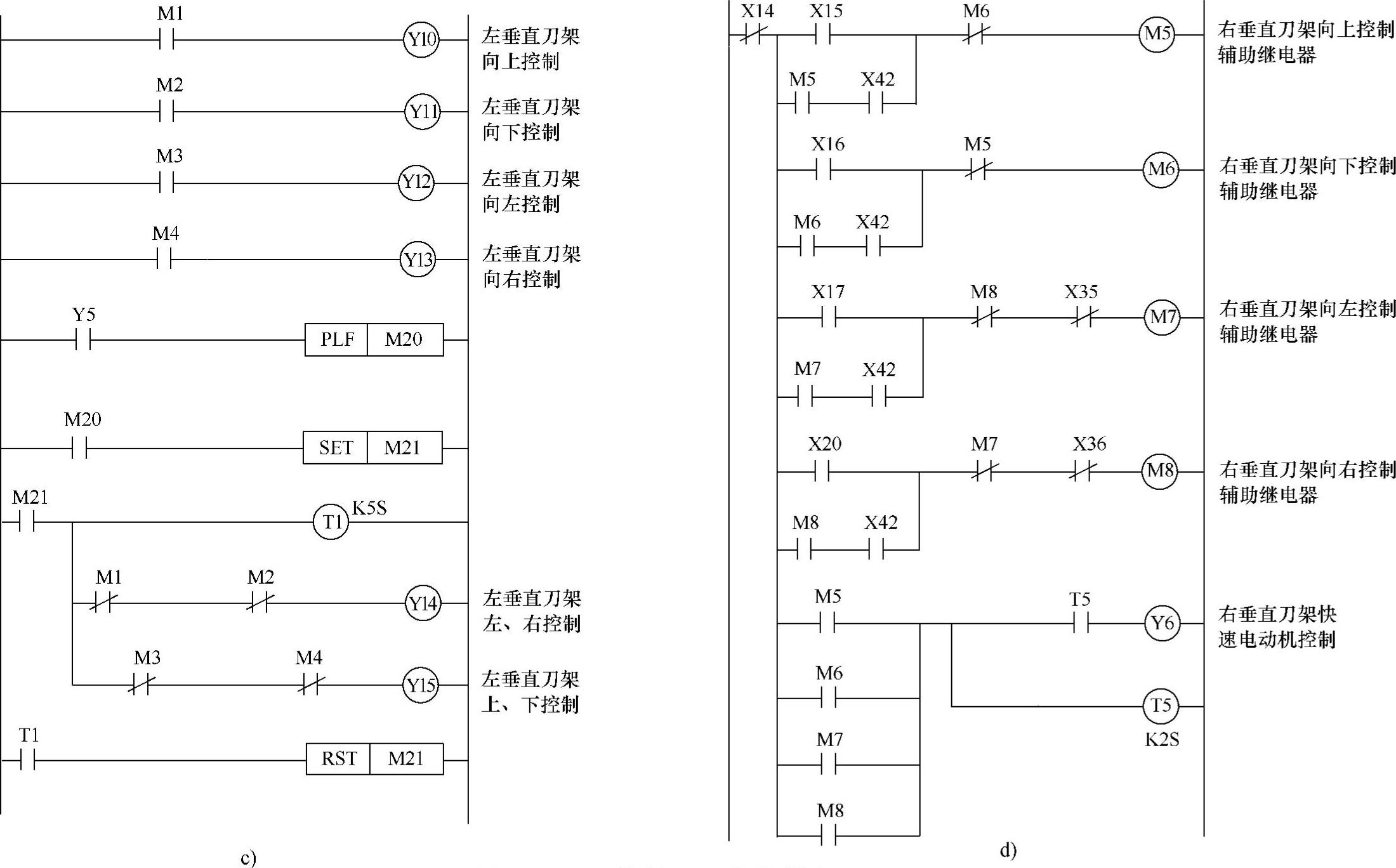
图1-13 LPC控制C523的梯形图
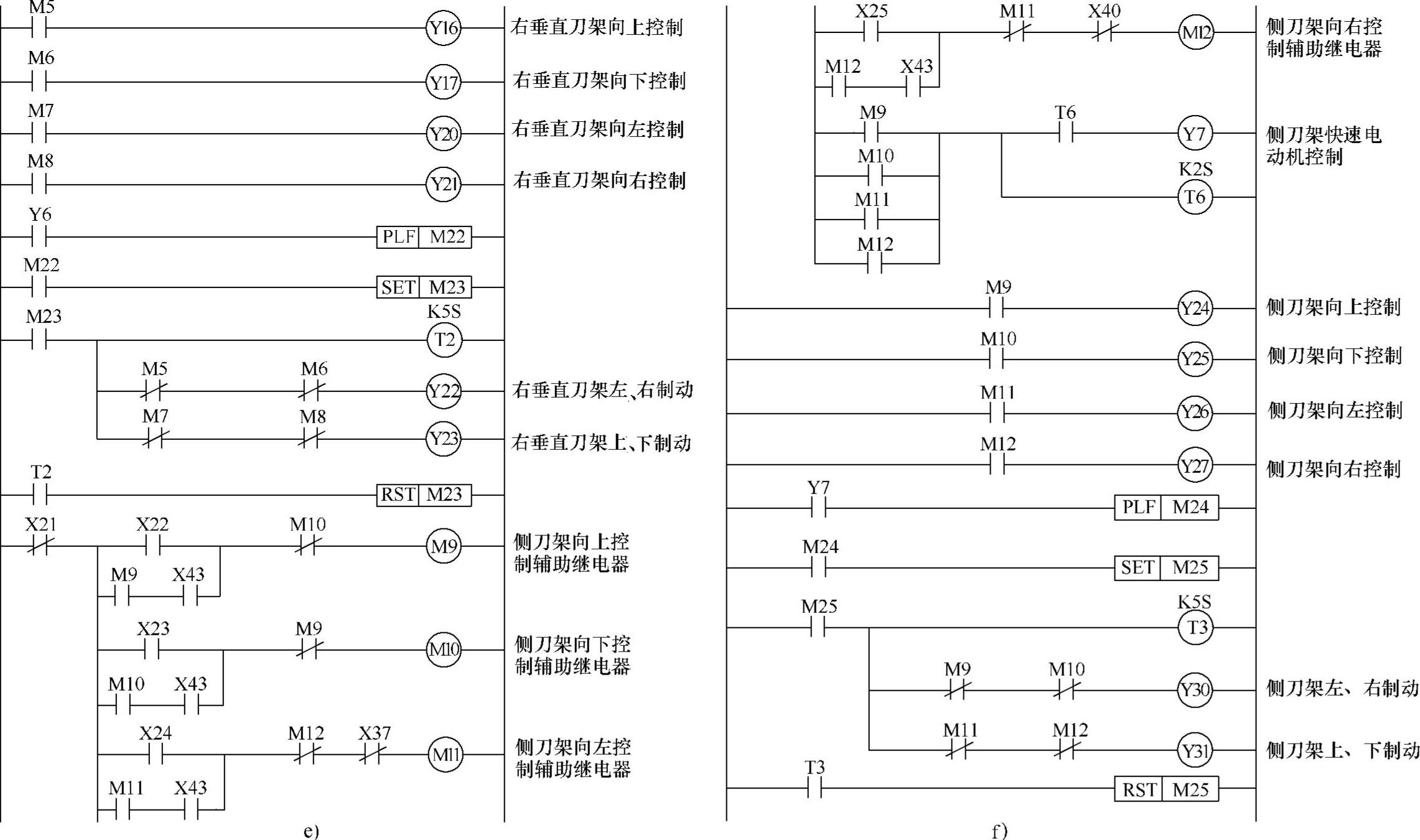
图1-13 LPC控制C523的梯形图(续)
3.刀架电动机控制
(1)左立刀架
刀架包括左、右刀架和侧刀架,其位置的运动调整分别由电动机M4、M5、M6带动,其运动的传递是通过电磁铁接通不同方向的电磁离合器,使不同方向的传动机构闭合,实现上、下、左、右的运动传递控制。在改造过程中,将时间继电器KT用PLC中的逻辑元件T(又称计时器)代替,将各个方向控制用的中间继电器用辅助继电器M代替,大大减少了输出的点数。具体梯形图如图1-13所示,工作原理如下:
转换开关SA1置于连续工作状态,输入继电器X41为ON。当按下左刀架向上运动控制按钮SB9时,输入继电器X10为ON,驱动辅助继电器M1线圈回路闭合,M1为ON并自锁,驱动定时器T4线圈回路得电,计时开始,同时,M1驱动输出继电器线圈Y10回路得电为ON,中间继电器K1S得电,常闭触点闭合,驱动电磁离合器YA1S电路闭合通电,离合器将左刀架向上运动的传动机构接通,2s以后(时间可以调整),定时时间到,定时器T5的触点为ON,输出继电器Y5回路导通为ON,驱动接触器KM6线圈回路闭合,主触点接通电动机M4电路,通过传动机构带动刀架作向上运动。这里必须先接通电磁离合器后才能接通电动机电路,否则容易产生碰撞事故。
当按下停止按钮SB8后,输入继电器X7为ON,取反后为OFF,辅助继电器M1线圈,输出继电器Y5、Y10线圈,定时器T5线圈都断电为OFF,接触器KM6线圈断电,K1S线圈断电,使离合器YA1S断电分开,向上运动结束。同时,驱动输出继电器Y14得电为ON,中间继电器K1J线圈得电,其常开触点闭合,使制动离合器YA1J线圈回路导通,制动离合器抱紧传动机构中的某一传动元件实现制动。待到达设定时间后,定时器T1映像寄存器的值为ON,常开触点闭合为ON,输出继电器Y14线圈回路断开,K1J线圈断电,制动离合器YA1J断电,制动结束。
向下运动的操作是按下SB9,辅助继电器M2得电,输出继电器Y5、Y11得电,Y11使负载中间继电器K1X线圈得电,常闭触点闭合,离合器YA1X得电闭合,Y5驱动KM6得电,使电动机M4转动,然后带动刀架向下运动,制动过程与向上运动一样。(https://www.xing528.com)
向左运动的操作是按下SB10,辅助继电器M3得电,输出继电器Y5、Y12为ON,Y12使负载中间继电器K1Z线圈得电,其常闭触点闭合,离合器YA1Z得电闭合,Y5使KM6得电使电动机M4转动,然后带动刀架向下运动,制动时,输出继电器Y15得电,使负载中间继电器K1C线圈电路导通,其常开触点闭合,驱动YA1C制动离合器制动。向右运动与之类似。
当转换开关SA1悬空时,输入继电器X41为OFF,辅助继电器M1、M2、M3、M4回路不能自锁,只能作点动调整控制。
(2)右立刀架
SA2闭合,为右立刀架自动控制。
1)向上运动控制过程是:按下SB14→输入继电器X15为ON→辅助继电器M5线圈得电并自锁→输出继电器Y16为ON→中间继电器K2S线圈得电→向上运动离合器YA2S得电闭合→定时器T5线圈得电计时→到设定时间后→T5触点驱动输出继电器Y6为ON→接触器KM7线圈得电→电动机M5转动。
2)向下运动控制过程:按下SB15→输入继电器X16为ON→辅助继电器M6得电并自锁→输入继电器Y17为ON→中间继电器K2X线圈得电→向下运动离合器YA2X得电闭合→定时器T5得电计时→到设定时间后→T5触点驱动输出继电器Y6为ON→接触器KM7线圈得电→电动机M5转动。
3)制动时,按下停止按钮SB13→输入继电器X14为ON→逻辑元件M5、M6、M7、M8、T5、Y16、Y17、Y20、Y21、Y6断电→输出继电器Y22线圈为ON→中间继电器K2J线圈得电→制动离合器YA2J得电制动→到设定时间后断电。
左右运动控制类似,不再叙述。
(3)侧立刀架
SA3闭合,为侧立刀架自动控制。
1)向左运动控制过程:按下SB21→输入继电器X24为ON→辅助继电器M11得电并自锁→输出继电器Y26为ON→中间继电器K3Z线圈得电→向左运动离合器YA3Z得电闭合→定时器T6得电计时→到设定时间后→T6触点驱动输出继电器Y7为ON→接触器KM8线圈得电→电动机M6转动。
2)向右运动控制过程:按下SB22→输入继电器X25为ON→辅助继电器M12得电并自锁→输出继电器Y27为ON→中间继电器K3Y线圈得电→向右运动离合器YA3Y得电闭合→定时器T6得电计时→到设定时间后→T6触点驱动输出继电器Y7为ON→接触器KM8线圈得电→电动机M6转动。
3)制动时,按下停止按钮SB18→输入继电器X21为ON→逻辑元件M9、M10、M11、M12、T6、Y24、Y25、Y26、Y27、Y7断电→输出继电器Y31线圈为ON→中间继电器K3C线圈得电→制动离合器YA3C得电制动→一定时间后断电。
上、下运动控制类似,不再叙述。
(4)制动离合器制动断电延时改造说明
去掉制动过程的断电延时时间继电器KT1、KT2、KT3,用PLC逻辑元件实现断电延时功能的原理是:当对应电动机的接触器控制用输出继电器断电,如左立电动机制动时,输出继电器Y5逻辑回路断开,利用其脉冲的下降沿和PLF指令,使辅助继电器M20产生一个周期的脉冲,将辅助继电器M21置位为ON,M21驱动定时器T1开始计时,同时,由于辅助继电器M1、M2、M3、M4断电,取反后,输出继电器Y14线圈逻辑回路导通,Y14为ON,驱动制动离合器YA1J线圈电路接通,产生制动力进行制动,待定时时间到,定时器T1的触点动作,常开触点为ON,驱动辅助继电器M21复位为OFF,此时Y14回路断开,T1线圈断电,制动结束。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。