



1.主电路
C2132卧式多轴自动车床是机械式凸轮分配轴控制的自动机床,机械部分结构复杂,电气控制相对简单,共配置了四台电动机,其中M1为主电动机,M2为分配轴电动机,M3为运屑器电动机,M4为冷却泵电动机。接触器KM1、KM4构成星形联结控制,接触器KM1、KM5构成三角形联结控制;分配轴电动机的正、反转控制由接触器KM2、KM3来完成;运屑器的电动机功率较小,采用中间继电器来控制电动机的起停,中间继电器KA2控制电动机正转,KA3控制反转;冷却泵也由于功率比较小,采用中间继电器KA4来控制主电路。
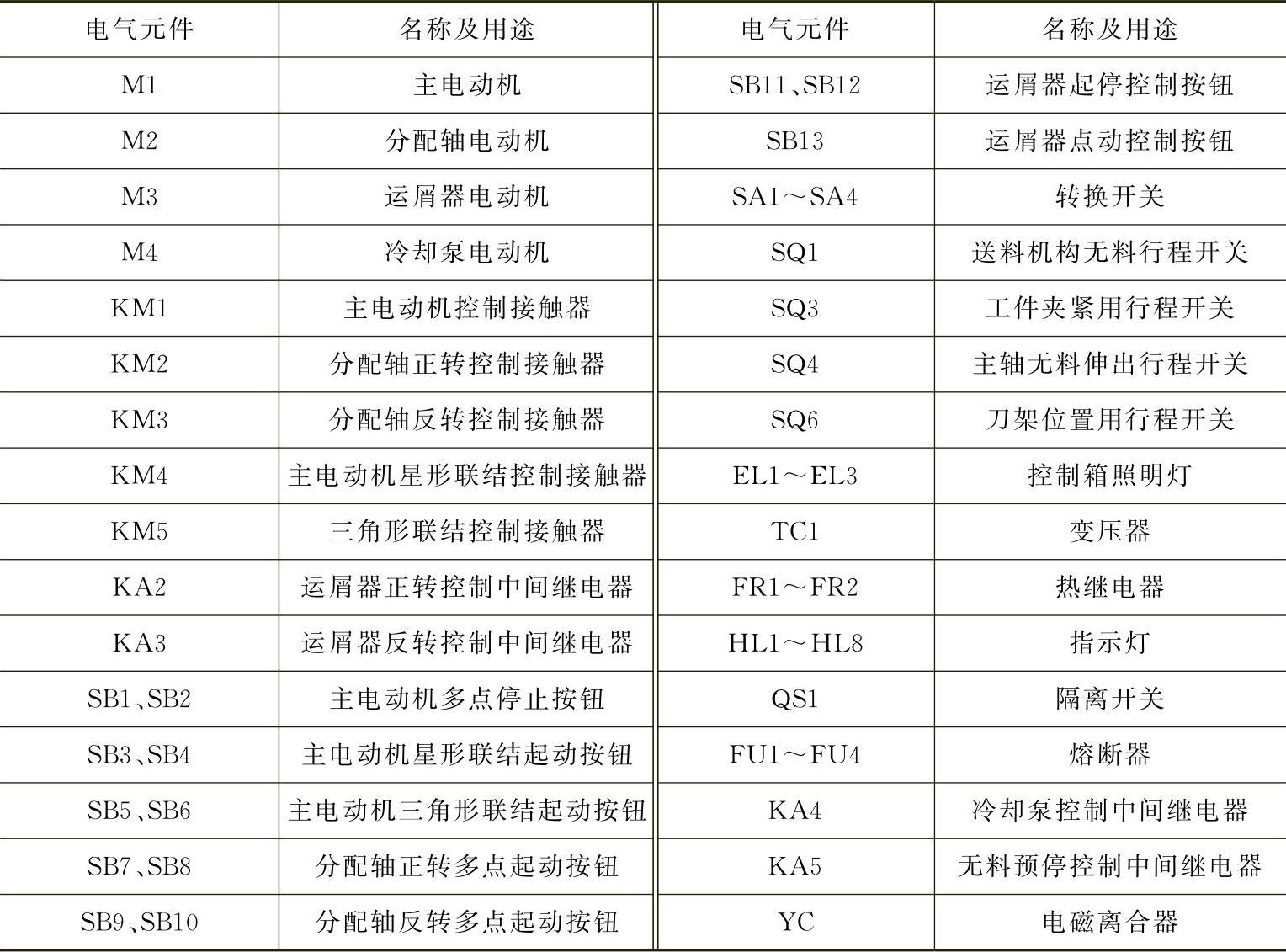
C2132电气控制原理图如图1-8所示,电路中的主要低压电气元件见表1-5。
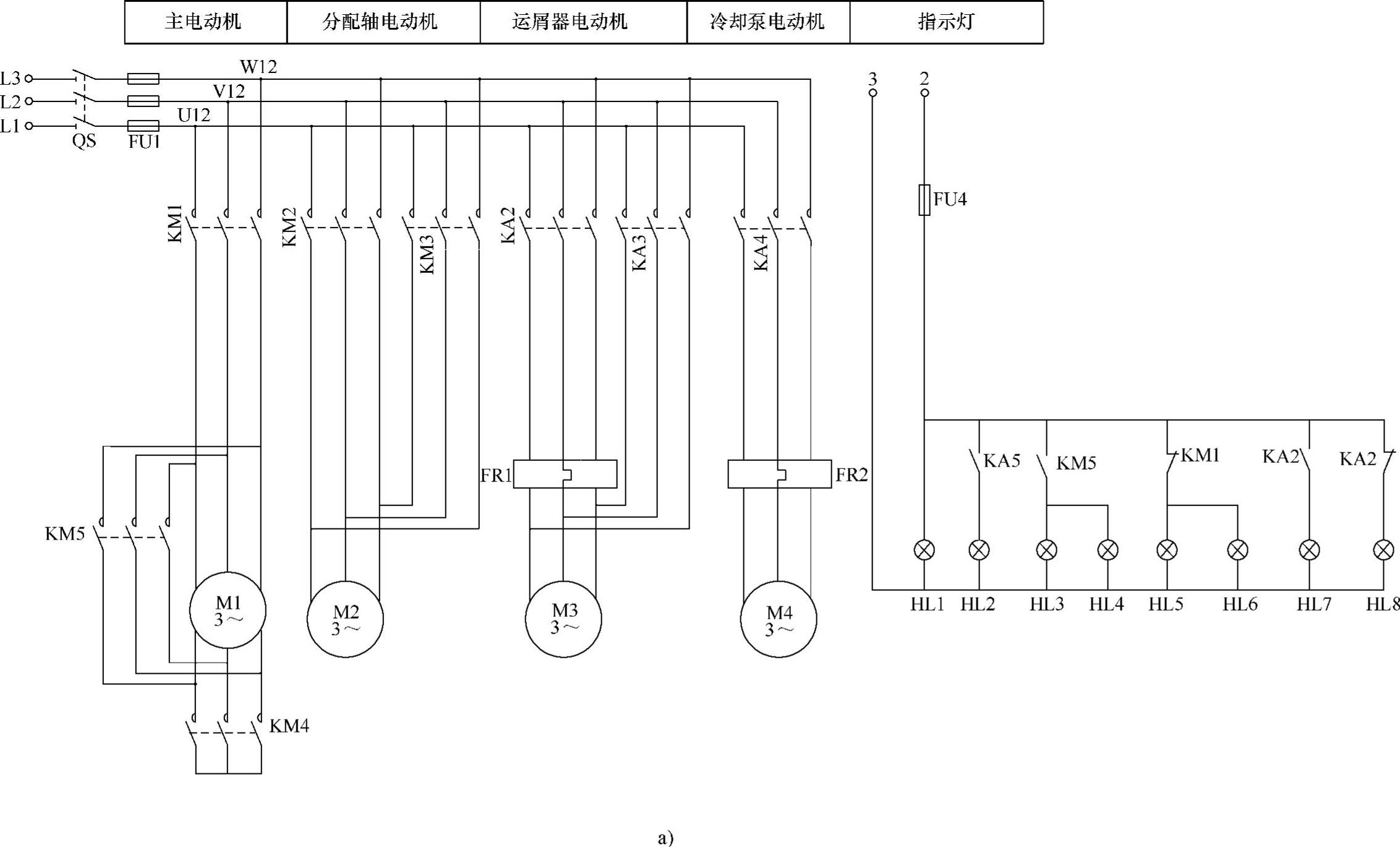
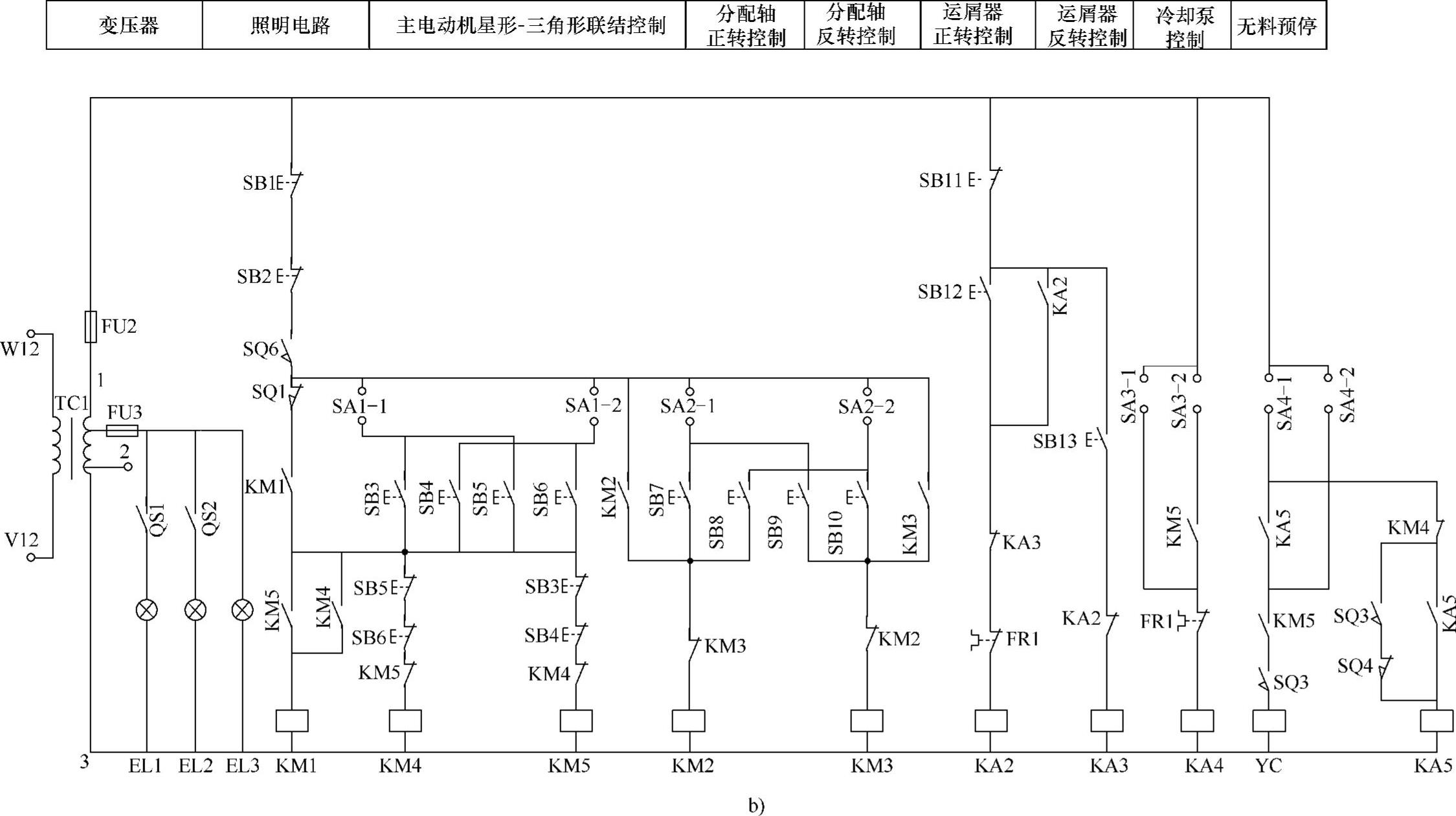
图1-8 C2132电气控制原理图
a)主电路 b)控制电路
表1-5 C2132低压电气元件表
2.控制电路
(1)主电动机的控制
当刀架位置调整到位,行程开关SQ6的常开触点闭合;由于在送料机构中还有棒料,送料机构不能压到微动行程开关SQ1,所以SQ1常闭触点闭合,并且转换开关SA1转换到前面位置,SA1-1闭合,则位置在机床前面的两个起动按钮SB3、SB5有效,先按下起动按钮SB3,则接触器KM4线圈得电,其主触点闭合,同时KM4的辅助常开触点也闭合,接通了接触器KM1的线圈电路并自锁,此时电动机M1绕组星形联结以低电压起动。
当电动机M1的转动速度提高到一定程度后,再按下起动按钮SB5,SB5的常闭触点首先切断KM4的线圈电路,然后接通接触器KM5的线圈电路并自锁,此时接触器KM1和KM5线圈得电,电动机M1绕组三角形联结,以较高的电压工作。
若将转换开关SA1转换到后面的位置,则SA1-2闭合,在机床后面位置的按钮SB4和SB6则分别控制星形联结起动和三角形联结运转,起动过程应该是先按SB4再按SB6,从而实现减压起动控制。
当机床工作结束以后,按下按钮SB1或SB2,接触器KM1、KM5、KM4线圈断电,控制电动机M1停止转动。(https://www.xing528.com)
(2)分配轴的控制
分配轴的转动由分配轴电动机控制,将转换开关SA2转换到后面位置,则SA2-1闭合,此时按下按钮SB7,则接触器KM2的线圈得电并自锁,分配轴正转,控制送料机构送料、夹紧和自动复位;然后带动刀架作自动快进、工进和快退;加工结束,分配轴还控制切断刀切断工件,然后退回停止,等待送料机构送料,完成一次自动循环。C2132的分配轴有多根,都由一个电动机带动,按照一定的关系由机械结构协调工作。整个循环过程中电动机M1、M2一直工作,自动送料、自动循环加工,不断重复进行,以较高的自动化和较高的生产效率进行生产。
若将SA2-2闭合,按下按钮SB8,接触器KM2线圈得电自锁,实现多点控制。
分配轴的反转控制与正转控制类似,当SA2-1闭合时,按下按钮SB9,则接触器KM3得电并自锁,M2电动机主电路反接转动;当SA2-2闭合时,按下按钮SB10,KM3线圈也能接通自锁,实现M2的反转控制。
(3)无料预停
在循环加工过程中,当主轴前端没有坯料或有坯料没有夹紧时,主轴和分配轴都不能转动,否则容易造成刀具的损坏或者工件伸出长度不准确,所以需要设置无料预停控制。
无料预停控制分为调整控制和循环自动控制两种方式,SA4-1闭合时为自动循环控制方式,SA4-2闭合时为调整控制方式。当SA4-2闭合时,工件夹紧,SQ3行程开关压下闭合,电磁离合器YC线圈得电,接通分配轴和主轴的传动链,加工循环开始,主要是检查各个机构的运动是否协调,刀具的进给位置是否能够满足加工需要。
当SA4-1闭合时,电动机M1绕组按照三角形联结正常转动以后,接触器KM5的辅助常开触点闭合,KM4的辅助常闭触点也闭合,则当棒料毛坯从主轴中空部分伸出,弹簧套运动,使弹簧夹头夹紧工件,此时行程开关SQ3的常开触点闭合,行程开关SQ4的常闭触点闭合,中间继电器KA5线圈得电并自锁,电磁离合器YC得电并自锁,分配轴和主轴的传动链接通,循环加工继续,如无坯料伸出或伸出后没有夹紧,则中间继电器KA5不能接通,电磁离合器YC不能接通,主轴和刀架都不能运动。
(4)运屑器的正、反转控制
当按下按钮SB12,中间继电器KA2线圈得电并自锁,接通电动机M3的主电路,电动机M3正转,运屑器工作,自动将从工件掉下来的大量切屑带到垃圾箱中。
按下按钮SB13,接通中间继电器KA3线圈,电动机M3反转。由于运屑器电动机M3不需要长期反转,只需要点动控制即可,主要是在传送带被卡住时使用。
按下按钮SB11可以切断中间继电器KA2的线圈电路,运屑器电动机M3停止。
(5)冷却泵的控制
冷却泵的控制有两种方式:一种为单独起动控制;另一种为与主电动机的连动控制。当SA3-1闭合时,中间继电器KA4线圈电路接通,冷却泵电动机M4主电路接通,M4起动,为切削加工提供切削液。如果SA3-2闭合,则需要在接触器KM5接通、主电动机正常工作时,中间继电器KA4线圈才能接通,冷却泵才能得电工作,一旦加工结束,冷却泵立即停止。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。