



热塑性工程塑料品种很多,大宗品种有PA、PC、PET、PBT、POM、PPO、PPS、ABS等,多数用于机电产品作结构件,它们价格高,寿命长,废弃量比通用塑料少得多,因此回收货源不足,回收量小,约占塑料总回收量的10%。但由于其价格高,因此回收的经济效果好,目前仍有部分企业从事其回收工作。
热塑性工程塑料回收工作中的主要难题是分离工作,它较复杂,主要表现在以下几个方面:
1)用作工业制品的结构件常包括多种塑料、金属件及表面装饰层等,分离工作复杂,工作量大。
2)工程塑料组分要求严格,混杂料必须彻底分离,如PET必须与PVC、PP分离;ABS必须与HIPS分离;注射级料必须与挤出级料分离;无色料必须与有色料分离等。因此,其分离工作较困难,时常采用改性方法回收。但从成本上考虑,有时要选用较贵的相容剂和助剂,这也会影响回收效果。
这里仅介绍常见的几种工程塑料回收利用。
1.废旧ABS的回收利用
ABS塑料是工程塑料中用量最大的品种,废弃量相对较大。但其品种很多,组分较简单的品种可采用物理回收法,组分复杂的品种用改性回收法。回收ABS时的最大难题是将HIPS分离出来,因两者外形、密度相近,用途相似,所以分离困难,而混杂料会明显降低韧性,制品会出气泡或分层,现在多数靠人工分离。目前,ABS的回收方法有如下一些:
1)直接将纯度较高的废弃ABS制品回收后经粉碎、清洗和共混改性后重新得到性能优异的热塑性工程塑料。该回收料可以重新用于一些电子产品外壳的注射成型。ABS回收料的质量普遍较优,如注射级ABS回收料的性能基本不变,只是缺口冲击强度略有降低;先后经5次挤出后,材料的性能也基本不变,只是颜色会逐渐变黄。
2)橡胶含量高的ABS树脂,回收后可以和SMA、PPO、PC、TPU等材料共混制备合金,这些合金品种都可以用于注射成型。但要注意的是如果回收ABS是阻燃型的,要防止阻燃剂在加工过程中对合金中其他组分的性能带来的伤害。
3)对于含有其他聚合物杂质的ABS,应该利用不同聚合物间密度的差异对混合体系进行精确分离,然后再利用上述的两类回收方法进行利用。
4)对于原料复杂的ABS废弃物,由于分离较困难,可考虑用改性的方法回收。
2.废旧PET的回收利用
PET主要制品有聚酯纤维、薄膜、工程结构件和瓶类容器等四种。前三类用量大,寿命长,回收利用率不高。瓶类制品质轻不碎,透明光泽,阻隔性好,无毒安全所以用量大,废弃量也大,回收量仅次于PE居第二位,回收率达50%以上,回收技术也较成熟,目前主要采用物理及化学回收两种方法。收集回来的瓶类废料常与PVC混杂在一起,而且瓶体上有标签,不同塑料制作的瓶盖、瓶盖内衬、底托等组件。因此,必须进行分离,而PVC瓶在外观、密度和用途等方面与PET板相似,无法采用一般密度分离法进行分离。但由于PVC与PET熔点相差大,即使混入极少量PVC,由于在PET熔点温度时,PVC也会分解出HCl,进而催化PET的降解,引起再生料的性能和外观显著下降。分离PET和PVC的一个比较好的方法是用X射线法。X射线能识别PVC中的氯原子,任何PVC制品,如瓶盖、标签都可被检出,但这种方法设备投资较大。传统的方法可以用温差分离法或静电分离法等。
PET瓶回收时,要注意以下几个问题:
1)废旧PET瓶中一般都带有瓶盖、标签,有的还带有HDPE的底托。瓶盖材料有铝、PP和EVA,标签一般是塑料或纸。这些材料的不同会影响回收时工艺路线的选择,也会影响PET回收料的质量。
2)PET在加工温度时极易发生水解,水解会导致PET变色和降解。所以,PET回收时除要严格控制含水量外,还要控制水解催化物的产生,如在清洗过程中避免使用苏打或其他碱性清洁剂,因为碱性物质会催化PET的水解。
3)要控制其他水解催化物的含量,如瓶盖中的铝、用作密封垫的EVA、标签中的PVC。PET中只要有1×10-6的PVC即可使其变色和降解。
4)很多废旧PET瓶中都带有粘结剂,如底托和纸质标签都需用粘结剂。粘结剂存在于回收料中,会使PET呈雾状,透明度降低,同时使PET在加工时易变色和降解,严重影响其质量。
所以PET回收利用时首先要解决分离问题。
(1)分离 PET的常用分离方法有以下一些:
1)水浮选或水力旋流分离法。它是利用PET瓶上各种组分的不同密度和物性用气流或水浮分选的水力旋流和静电分离等原理分离出PET瓶料中的标签、胶、HDPE、Al等混杂料的,流程如图20-46所示。
分离时先用人工分选有色、无色、PVC、HDPE瓶,然后粉碎成碎粒气流分选标签、污物等杂物,接下来清洗(一般用无泡非碱性清洗剂)、过滤、水浮或水流旋器分离较重的HDPE、EVA等混杂料,脱水干燥后用静电分离器分离铝片等杂料即可得到较纯PET及含有EVA、PP的中等纯度HDPE,如果在进程中设置低温粉碎工序则可分离出粘结剂等杂料。
2)水浴或水力旋流分离法。其基本原理与水浮法相同,但利用PET为双向挤拉成型的制品在受热时会发生收缩的特点,所以将PET瓶在70~100℃中加热1~1.5min后发生收缩,从而使塑料瓶盖、底托和标签等不收缩组分与PET瓶体自动分离,然后即可分离出PET瓶体,再采用水力旋流等方法进一步分离得较纯的PET,但要求PET瓶不带金属(AL)盖。
3)溶液/清洗回收法,即先手工分拣PET瓶,然后进行压碎→非碱液清洗→漂洗(30min)→机械方法去掉底托→过滤,即可去除标签及部分粘结剂,分离出PET。此法实际上是用溶液进行水浴/水力旋流分离的,只适用于批量清洗,不能进行连续生产,如果末端加静电分离器,则也可用于分离带铝盖的PET瓶。
4)溶剂/浮洗回收工艺。它是采用氯代烷烃作溶剂,用水浮分选/水力旋流工艺分离PET的,工艺流程如图20-47所示。
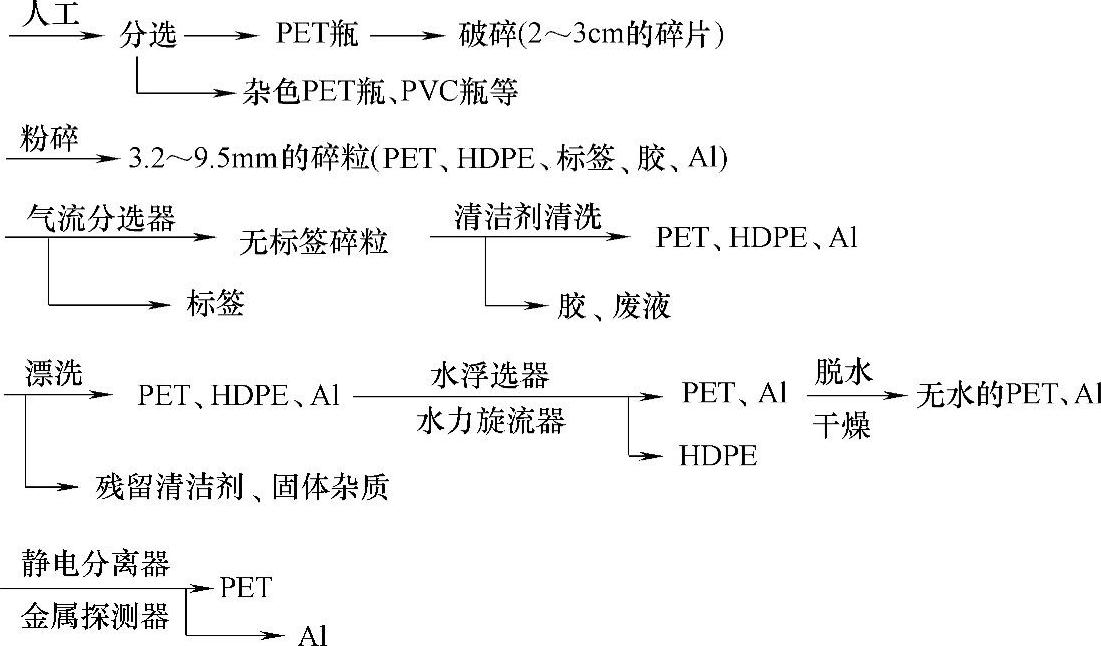
图20-46 水浮选器或水力旋流器分离回收的工艺流程
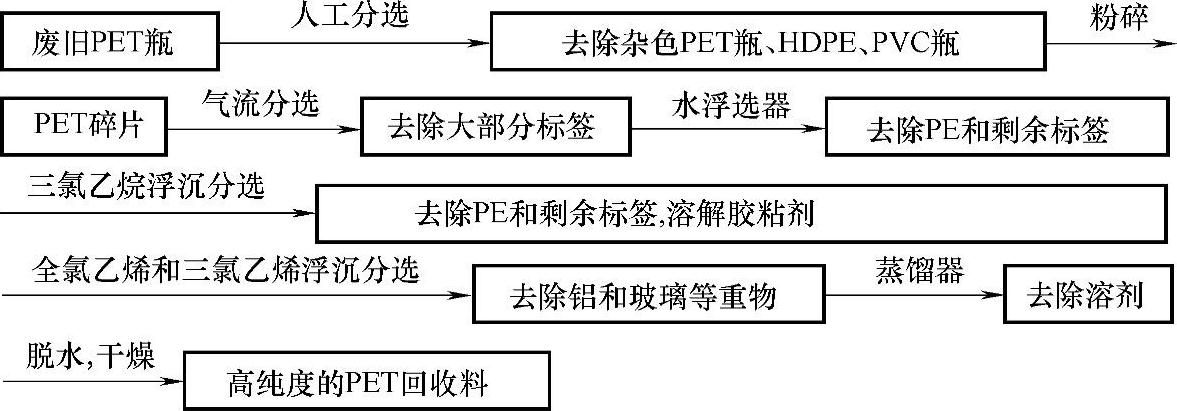
图20-47 溶剂/浮选回收工艺流程
上述分离工艺也可用于PET薄膜、模塑制品等其他PET制品的分离。
目前,国内外PET废弃瓶中都混有PVC瓶,在分离方法上,国外采用美国Asona公司652-D型或意大利Govoni SPA公司的电磁PVC分离器进行分离,这种分离方法对废瓶中混入PVC瓶较多时较适用。当PVC瓶比较少时可在传送带上用人工方法进行挑拣即可利用这两种瓶受扭力作用时的不同表面进行分离。PVC与PET瓶在受力部分会产生不同物理现象,PVC瓶在受扭力部分出现不透明痕迹,而PET瓶则无此现象,根据这一特点可以进行分离。也有些公司利用PVC与PET的不同熔点来进行分离,方法是将破碎PVC和PET碎片通过装有加热器并控制在一定温度的传送带,PVC碎片被熔化后粘附在传送带上,而熔点稍高的PET则不熔融,这样可将PET与PVC进行分离。
综上所述,PET回收前要进行初分离杂物(如石块、沙泥等)→分离PVC→分离金属→破碎(粒度为1.0~1.5cm)→洗涤及杂质再分离→分离标签→分离粘结剂→分离底托→分离铝盖→破碎清洗及干燥(含水量<0.05%)等工艺后才可进行回收。
(2)PET容器的回收工艺 主要包括以下几种方法:
1)直接回收利用。一级回收料可直接与新料配比使用,一般回收利用率为20%,多数回收料经造粒后再使用。造粒工艺可分为两种形式,一种为PET瓶切片、分离、洗涤、干燥和造粒,另一种是完全分离后再洗涤、破碎和造粒,两种方法各有利弊。
第一种方法较易形成大规模生产,国外普遍采用,但PET瓶在粉碎后再进行分离,对分离技术的要求比较高,投入的分离设备和相关检测分离仪器较第二种方法多,生产投资相对较大。第二种方法生产的产品纯度较高,并且可以省略许多分离设备和仪器,投资较小,而这种方法的最大缺点是仅适用于无破损的完整饮料瓶,被压扁或破损的饮料瓶需分离出去,被分离出去的瓶子用其他方法另行回收。此外,生产线上工人需求量较多,劳动强度也较大,生产环境较差。实际上,从运输费用方面考虑,瓶子应压扁包扎后运输。另外,被切割出的瓶底座的回收基本上按照第一种方法进行,因此第二种回收方法局限性较大。但从我国垃圾处理的实际情况出发,并结合我国的人工成本,第二种回收工艺也有较大的市场空间。
一般而言,PET瓶的再生料质量较好,可作较高级的制品。但在再生造粒过程中如果有微量水分和一些杂质也会致使PET发生降解,它不仅使性能下降,熔体粘度及强度也会下降,因此在再生回收工艺中必须要注意使回收料纯度高、水分少。但可采用深度干燥工艺,抽真空挤出造粒,添加扩链剂、稳定剂和增强剂等助剂来提高再生料的相对分子质量、熔体强度和稳定性。
2)PET共混改性回收利用。在回收料中加入改性树脂、增容剂、成核剂、结晶促进剂、防老化剂等助剂,使PET与其他树脂组成共混改性再生料。常用改性树脂有PBT、PE、PP、PC等。几种应用实例见表20-80。
表20-80 PET共混再生料举例
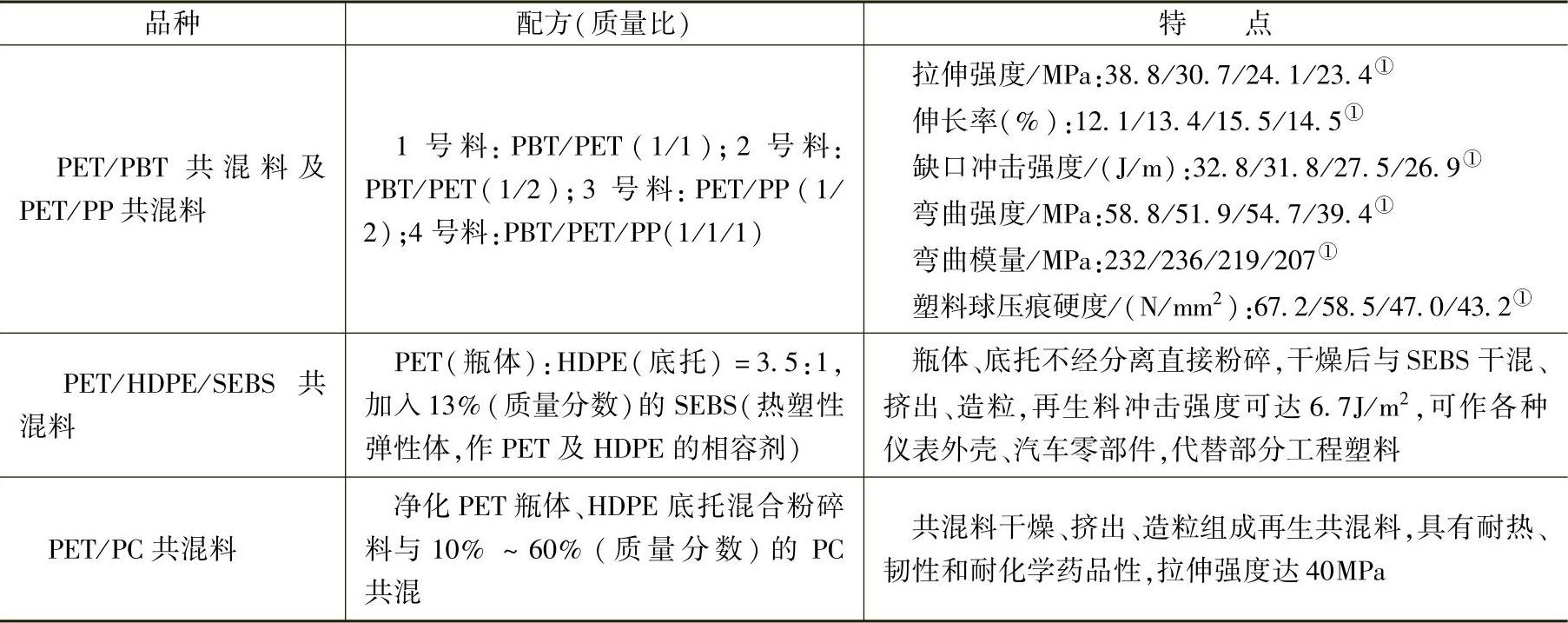
①四个数值分别是1号料、2号料、3号料和4号料对应的值。
在挤出造粒时,由于共混料较疏松,不易自动加料,所以采用单螺杆或双螺杆挤出机时要设置强力加料装置。另外,螺杆加料段的容积应增大。
3)PET的化学改性回收利用。PET进行化学回收时对废料纯度要求较高。一般用机械回收制作PET碎片,如果含有金属会使PET降解、变色,金属会起催化剂的作用;含PO会使PET变脆;含PVC会产生HCl并引发PET水解变质;EVA等组分也会使PET变色。PET瓶化学回收时对原料的质量要求见表20-81。
表20-81 PET瓶化学回收时对原料的质量要求

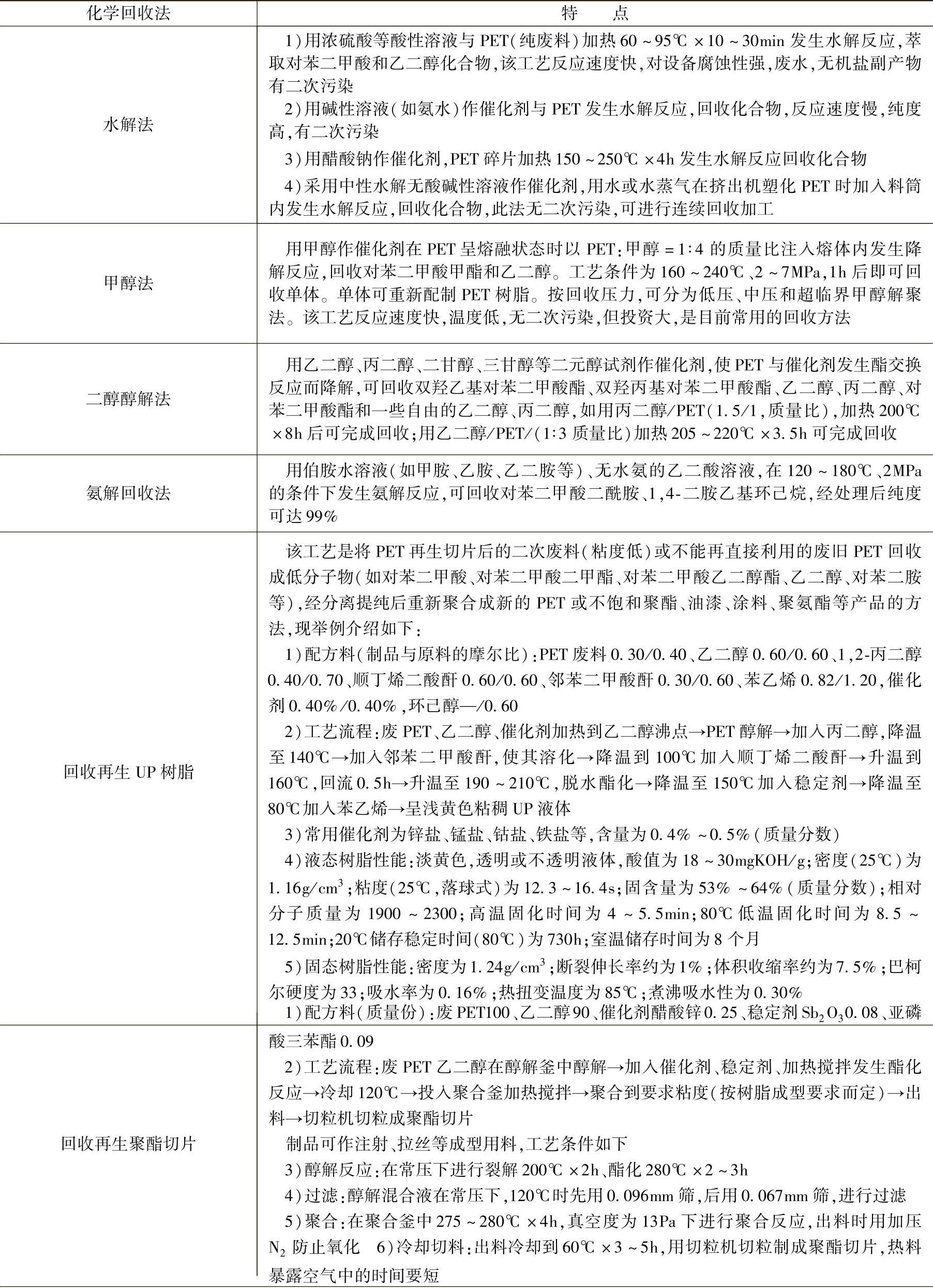
PET常用化学回收工艺有水解法、甲醇降解、二元醇降解、氨解、回收低分子物(如不饱和聚酯、油漆、涂料、聚氨酯等)等,其简介见表20-82。
以上介绍的水解工艺都是在反应釜中进行的,不能连续生产。而反应挤出是在双螺杆挤出机上通过连续混合一步完成的,可以连续生产,克服了反应过程中反应产物性能易变化等难题。
PET水解反应所需设备是一台直径为25mm、长径比为28∶1的同向旋转双螺杆挤出机。挤出机分为加料段、熔融段、反应挤出段、排气段和计量段。螺杆上有输送、捏合和混合盘等元件。其中,输送元件和捏合元件共同完成PET的熔融;捏合盘、混合盘及输送元件共同完成PET的水解反应。在注水点前,采用反向元件提高PET熔融后的压力,在加料段的末端形成一密封环,防止反应物的泄漏。熔融段的长度约为螺杆直径的10倍,反应段紧靠排风口反向元件处或者置于挤出机末端机头节流阀处,用一冷凝器收集由于膨胀而排出的热挥发性物质和过量的水蒸气。反应产物通过一3mm的双层线材挤出机头挤出。
表20-82 PET常用化学回收法简介
(续)(https://www.xing528.com)
综上所述,PET的化学解聚法和工艺流程多种多样,对聚酯废料的来源及解聚产品具有不同的适应性,一些方法和工艺对环境产生排放污染,而另一些方法和工艺几乎对环境不产生任何二次污染,是环境友好过程。在实际应用中应根据聚酯废料来源、过程的经济适应性、产品要求及环境污染程度的不同来进行选择、优化。环境友好、高转化率及产物高选择性的解聚方法和工艺是今后需要重点研究开发的方向。
4)物理回收方法和化学回收方法比较。经物理处理过的PET由于卫生原因,目前尚未直接用于食品包装材料,只有解聚后再缩聚的PET聚酯才能保证食品业对材料的卫生要求。此外,废旧PET直接回收加工产生的二次废料,因特性粘度值过低等原因不宜再直接使用,只能通过化学解聚来实现其循环利用。
(3)PET薄膜的回收利用 目前PET制品中薄膜废弃量很大,如生产中产生的废边、废膜、厚片等废料,在正常生产中废边量占总投料量的16%~20%(质量分数),其他占4%~7%(质量分数);强化膜生产中废边量占20%~27%(质量分数),其他占5~13%(质量分数)。
目前多数厂家采用粉碎后直接回用的方法,可分为碎屑直接混用、碎屑压实造粒回用、碎屑熔融挤出造粒回用等几种形式。
碎屑直接混用是指将废料粉碎成小块,干燥处理后与新PET切片混合使用或与新PET切片混合后再干燥直接用于薄膜生产。
碎屑压实造粒回用是指粉碎膜屑,经搅拌后在压实机内软化烧结成条料,再由切粒机造粒。
碎屑熔融挤出造粒是废料投入双螺杆挤出机中塑炼挤出造粒。
采用粉碎挤出再造粒的回收方法时会发生物料粘度下降、熔体强度降低或微量水解等现象,从而降低再生料性能及加工性,所以对废料干燥、熔融的温度、剪切速率、热解程度等都应严格控制。
(4)PET再生料的应用实例 物理回收的PET根据其最终产物的性能特征可以应用于纤维、丝、带、片、板、膜、容器及注塑制品等方面,而化学解聚法得到的产物则可根据最终产物用于新品种聚合物的合成或者PET的合成,这方面的应用主要受工厂合成装置影响。下面主要介绍物理法回收PET的应用。
1)特性粘度在0.71dL/g左右的PET回收料可用于制作纤维,如麻丝、细丝和无纺布等;粘度更低的纤维则可作填充保暖制品的纤维。
2)粘度较高,性能没有过多下降的PET回收料,可制作非结晶片材、单层或多层食品容器、包装带、波纹形遮阳笼,瓶回收料还可制成发泡片材用作绝缘材料。
3)特性粘度大于0.8dL/g的PET回收料,如果杂质少,则韧性好,且采用双向拉伸工艺制作的瓶回收料可制作高韧性带材。
4)PET回收切片料经扩链提高相对分子质量处理后再生料可用于制作PET容器,但一般不宜制作食品及医药、化妆品容器。
5)PET再生料经共混改性克服其由于结晶而导致材料的脆性较大的缺陷后可以用于注射成型或用于工程塑料。目前主要的改性方法主要有以下几种:一是通过与反应性高聚物共混在解决由于其结晶带来的脆性的同时增强PET;另一种方法是通过和橡胶的共混改性以增加其冲击强度;还有就是利用纤维增强PET得到高质量的工程塑料,可以广泛用于汽车领域,DuPont公司已经有了一系列的商品化的玻璃纤维增强回收PET树脂出售;此外,将回收PET和回收PC共混也可以得到与ABS性能类似的工程塑料品种,这种共混材料也已经商品化。
3.废旧PC的回收利用
废旧PC制品主要有水瓶(饮用水筒)、奶瓶、热成型器皿、边角料、板材(如阳光板、视窗板)、光盘、汽车配件等,按其组分可分为单一品种(如双酚-A型芳香族聚碳酸酯)和复合品种(如PC合金、光盘)等。目前以光盘、食品容器使用量较大,其回收也相对方便,回收率也较高。
(1)直接回收利用 一级回收料破碎后常用于与新PC按20%的比例共混后直接使用,或经破碎、分离、干燥、造粒后使用,如用于模塑汽车仪表盘面板等制品等。不同相对分子质量的回收料用于不同场合,如光盘PC回收料相对分子质量较低,粉碎后不能再用于光盘生产,但可与其他相对分子质量较高的PC料共混后用于一些性能要求较低的制品,或配制PC合金。
另外,PC为水敏性塑料,耐光性也较差,使用再生料应保持充分干燥,控制含水量<0.03%。在正常加工和使用情况下废旧PC的重复回收使用率较高,有资料显示,PC瓶可反复回收的次数高达100次。但再生料只能作瓶体的中间层或外层,不能作与饮料等食物直接接触的内层。
(2)改性回收利用 对二级回收料及低相对分子质量PC料,常采用共混改性方法制作再生PC合金,常见的有PC/ABS、PC/PBT、PC/PET及GFPC等。这种方法不仅可改善PC的加工性、耐应力开裂性和耐溶剂性,而且可简化分离工艺,尤其对PC工程结构件都比较复杂,与其他塑料分离有难度时更为适用。
一些PC制品物理回收利用时会遇到一些限制,此时可采用解聚后回收利用的化学回收法。如日本Victor公司与日本先进工业技术研究院和日本清洁化中心合作,开发了从废弃光盘中回收高纯度双酚A的工艺。该新工艺使聚碳酸酯在约200℃、2MPa下和氮气氛中分解,以置于环己酮中的碳酸钠为催化剂。60min后约78%的PC分解成粗双酚A,其中含少量其他酚类。经四步蒸馏后,双酚A纯度提高至99.9%,四步依次是:第一步除去溶剂;第二步除去低沸点酚类;第三步除去有机碳酸酯;第四步从重油残留物中分离出双酚。反应在小试高压釜中完成。日本清洁化中心进行的模拟试验表明,双酚A收率可达80%,纯度可达99.9%。Victor公司和AIST公司已研究将粗双酚A送至现有双酚生产装置提纯单元的可行性。
(3)光盘的回收利用 光盘是由PC基体、表面金属反射层(铝层厚为55~70nm)、聚合物保护层组成的,回收利用时必须将PC与其他组分分离,否则会严重降低PC的外观质量、断裂伸长率等力学性能。分离好的PC再生料透明度几乎不变,力学性能仅下降5%左右。因此,必须进行分离后再按用途制作PC再生料。目前其主要分离方法:有以下一些:
1)湿法去除,即采用适当的化学溶剂去除光盘的表层物质。这类溶剂大多以碱性清洁剂和有机盐为基础配制,适用于大量废旧光盘的处理。但这种方法需要回收溶剂,不同来源的光盘,溶剂的配制也不一样。
2)干法去除,即采用机械打磨的方法去除光盘表层物质,这种方法安全、经济、简单,是目前最常用的方法。机械打磨最初是用手工砂磨,效率低,质量也不稳定。改进后采用普通的机械自动打磨机,废旧光盘通过传送带输送到砂轮上打磨,这种方法磨耗量较大,有些铝层和保护层反而嵌入PC片基内。现在更先进的系统如图20-48所示,打磨操作在真空系统或不活泼气体下进行,以防PC打磨时由于高温氧化而降低质量,砂轮的压力可调,以保证打磨质量。
3)离心分离。还有一种适合于混合塑料的离心分离工艺也适合于光盘的分离。将废旧光盘放在离心机的容器中,用热氮气加热到PC的熔融温度,此时金属涂层和热固性高聚物保护层还没熔融,离心机就会将先熔融的PC分离出来。
图20-48 光盘的涂层打磨系统
4.废旧PA的回收利用
PA废旧塑料主要来源可分为两部分,一部分是生产PA制品中产生的废品、边角料、废屑等生产性废料,另一部分是纤维、薄膜、地毯轮胎帘子线、绳索、网料及废弃模塑工程结构件等。这类废料过去常采用填埋和焚烧方法处理,现在国内外已成功地研发出了化学回收、物理改性等工艺。目前,PA的回收方法有直接回收利用、化学回收利用、物理回收利用等方法。
(1)直接回收利用 一级回收料可采用多次熔融再生工艺制作成再生料再添加到新料中混合使用,可多次回收使用,且能下降不多,一般回收率为10%~20%(对PA6、PA66)。当然回收后废料也有老化问题,因此有些工厂也采用了加入助剂等方法进行物理或化学改性,取得了较好成果,如BASF公司回收了由玻璃纤维增强的尼龙66所生产的卡车散热器水箱,然后与新料共混生产新的散热器水箱。Ba-yer和Mercedes-BenzAG公司则研究了由玻璃纤维增强及弹性体增韧的尼龙6制成的汽车座椅背的回收问题,研究发现,经常规粉碎并分离,如纺织物及金属杂质等其他有可能对回收料的性能有影响的组分后,用回收料直接生产的汽车座椅和用新料生产的座椅在性能方面差别并不大。而Ford公司和DuPont公司也在利用尼龙旧地毯回收物制造汽车空气净化箱方面取得了一定的成功并已商品化。
对于废旧PA塑料制品,如汽车、机械零件,还没有很好的回收办法。但是对尼龙纤维,国外已有成功的经验,如Wellman公司将尼龙纤维制品(如地毯)粉碎,清洗干燥后熔融切片,并保证其含水量不超过0.2%。
(2)化学改性回收 PA为缩聚物,因此可采用解聚方法进行回收。国外许多公司在从事这方面的研究,已取得了一定成效并用于生产中。如BASF公司用废旧PA6塑料、地毯解聚得到己内酰胺,其工艺为:在270~350℃温度下,水和PA的比例为1∶1~20∶1,反应时间约为3h,在反应混合物中蒸馏得到,解聚率可达93%;Dupont公司用废旧PA66解聚回收己二酸,方法是先将废料破碎;除杂、水洗后,在质量分数为18%~35%的HNO3溶液、103~106℃下解聚,反应6h后过滤除去残渣,冷却、结晶、再过滤后得到粗品己二酸,再重结晶提纯己二酸。
1993年,BASF在加拿大开发了一条PA6地毯回收装置。装置技术包括复杂的PA6纤维的机械分离(包括干湿法工艺)和随后的解聚工艺。装置产能的上限约1kt/a,只加工经筛选的PA6地毯。1997年,BASF公司采用自己开发的闭环工艺,第一个声称可以生产含40%回收树脂的白色膨化长纤(BCF)聚酰胺纤维及由100%回收树脂制成的可染BCF纤维。BASF采用6ixHT紧密环加工系统,使得聚酰胺纤维可以多次回收使用。该环加工系统可分为六个步骤:①收集废弃地毯,并确定该地毯是由100%的BASF的聚酰胺6ixTHR纤维制成的;②将制品粉碎,使得纤维和支撑材料分离,再将支撑材料及其他非纤维组分移去,并将其加工成有用的回收制品或者将其收集在BASF指定的专门容器中;③将粉碎所得颗粒状纤维解聚,并进行化学蒸馏,使聚酰胺还原成纯的己内酰胺单体;④己内酰胺重新聚合成一流品质的BASF聚合物;⑤聚酰胺聚合物熔融纺成聚酰胺地毯丝;⑥回收的聚酰胺6ixTH丝制成地毯。图20-49所示为从地毯中回收尼龙的典型工艺系统图。
杜邦工程塑料发展部已研究出一种回收玻璃纤维增强PA6和PA66的闭环回收工艺,将回收的材料用于汽车工业中。杜邦正在和日本Denso公司合作研究,利用其专门的清洗技术和回收消费后的聚酰胺,用于生产100%回收料散热器和水箱。杜邦公司在近年底特律举行的一年一度的汽车工程展上展出了这种回收技术(CRT)。一所试验性的CRT实验室在Mis-sissauga建立。这种工艺能够从地毯、纤维到玻璃纤维与矿物质增强的模塑产品中回收PA6和PA66,杜邦公司官员说CRT是一种专利技术,而且杜邦公司已经对此进行了试验。
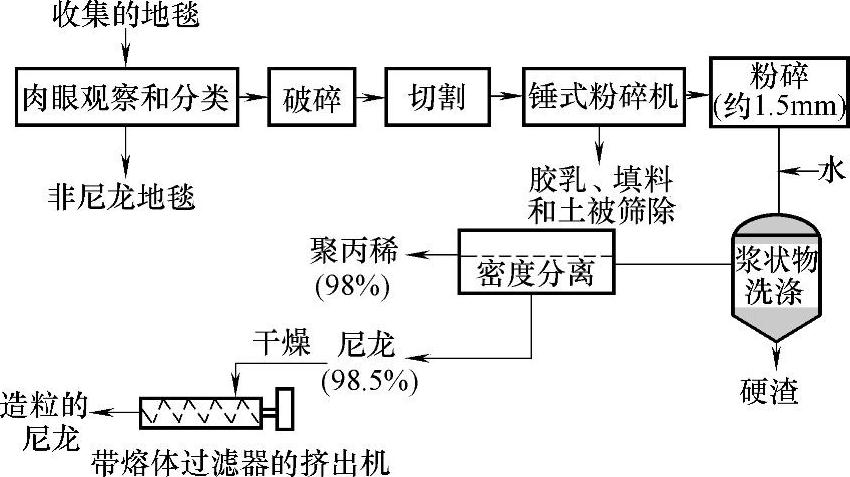
图20-49 从地毯中回收尼龙的典型工艺系统图
5.废旧POM的回收利用
POM是一种高力学性能、高刚性、高耐磨性和耐溶剂的工程塑料,常用于汽车、机械、电气、家用电器、照相器材、影像设备、办公设备、日用品(如拉链)等产品中作结构件,且常采用增强、共混合金的形式制作制品代替金属零件,用量较大,有一定的回收价值。
POM是一种加聚合物,熔融较高,但作为热敏性材料易发生分解并会释放有害气体。鉴于上述特点,对废旧POM主要采用以下几种方法回收:
1)一级回收料可采用直接回收利用方法,性能要求较高制品回用率为20%,要求低的制品可用100%的回收料。
2)复合型POM,或体系中含有不易分离的其他聚合物品种,可以通过加入增容的第三组分组成各类改性再生料,如加入增韧剂克服POM对应力的敏感性等。
3)利用POM的耐强酸性差的特点,采用水解回收工艺,回收其单体,如将聚甲醛废弃物首先去除金属杂质,然后粉碎成粒径小于5mm的颗粒。粉碎后的颗粒在盛有质量分数为10%~20%的硫酸的反应釜中进行水解,水解的温度为100~120℃,压力则在常压至2×105Pa之间。水解过程中,不参与反应的物质必须定期过滤,然后填埋或焚烧。反应过程中得到的混合蒸气则进入精馏塔进行进一步的回收处理。
6.特种工程塑料的回收利用
特种工程塑料的废料量虽然不大,但其性能高,价格高,所以回收价值也大,可按不同废料品种及再生料和回收利用的要求选择适当的回收利用方法。特种塑料回收时废料应纯度较高,若有杂质未分离干净,则会明显地降低其特殊物性。所以回收废旧特种塑料时分离混杂物是事前的重要工序,其中分离涂层和镀层的方法有如下几种:
1)高温高压水解法,即对一些不易水解的废旧料制品利用高温高压使涂层发生水解裂纹而剥脱分离。
2)溶剂分离法,对易水解而耐溶剂的废旧料可用溶剂侵蚀涂层进行分离。
3)熔融过滤法。对一些熔点低于涂层的废料制品,常可采用加热熔解塑料过滤方法来分离涂层,且无二次污染。
4)打磨法,即用机械打磨方法去除涂料。
5)其他,如前面介绍过的采用低温粉碎法等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。