



收集来的废旧塑料成分复杂,除了不同品种塑料混杂一起外,制品中常有金属、橡胶、织物、泥沙、油污、纸张、玻璃、灰砂等各种杂物。因此,在再生利用废旧塑料制品时必须要先将塑料分开并清除一切杂物,即使是用作热解转化及燃烧取热用的废塑料,也要达到一定的纯度,再生利用的废旧料,则要求
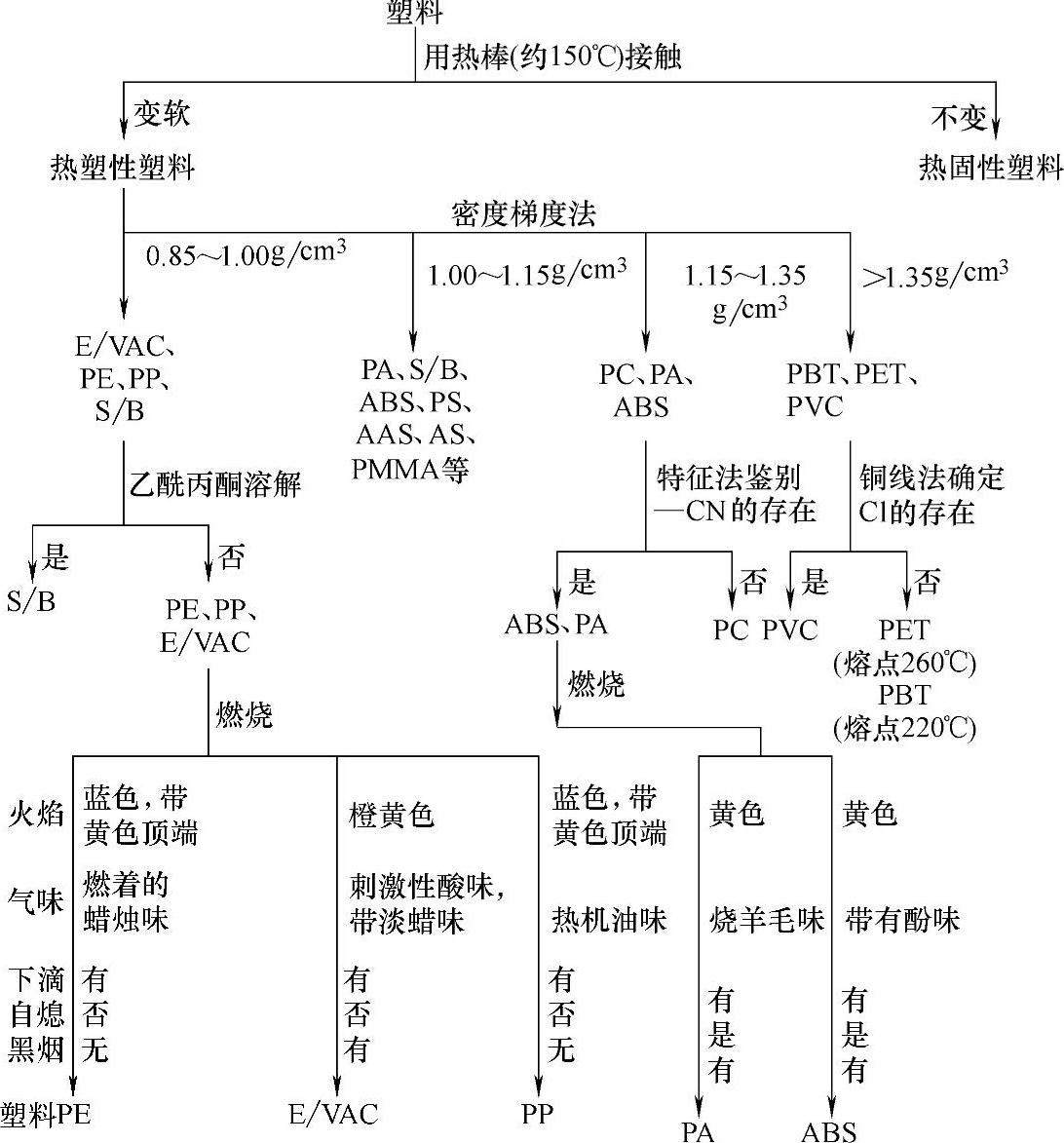
图20-10 加热-密度-燃烧鉴别流程
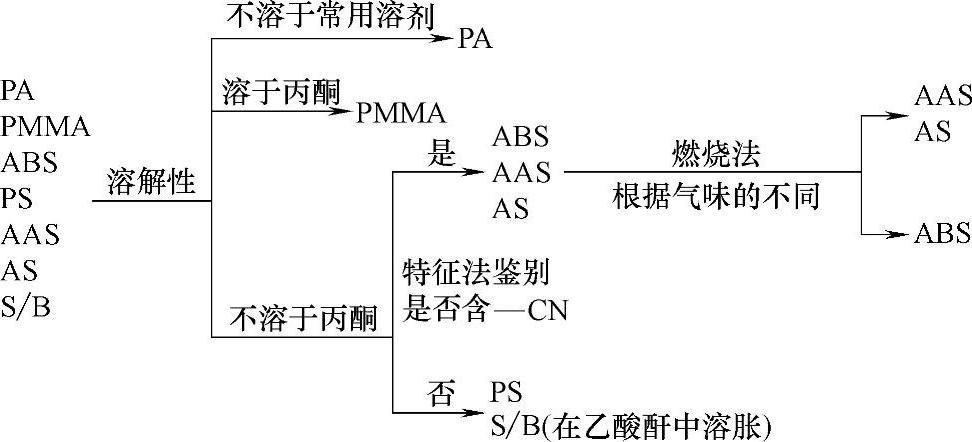
图20-11 溶解-燃烧鉴别流程
回收料纯度达9.9%以上,否则混杂塑料之间的相容性、软化温度、熔点及性能不同,会严重影响再生料的使用价值及加工性。如果杂质含量达2%~10%,则再生料只能作塑木制品。
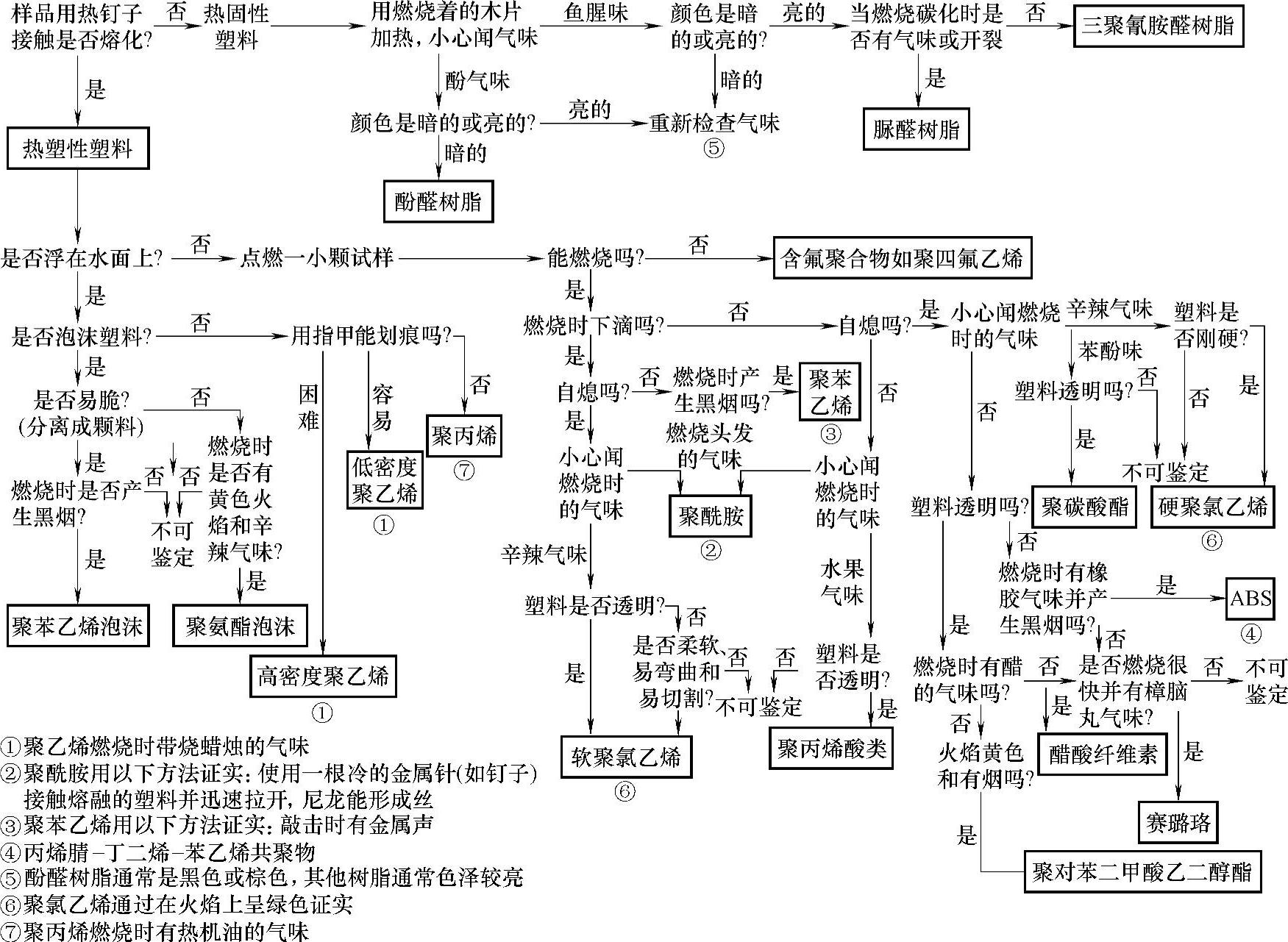
图20-12 普通塑料的综合性鉴定流程
必要的分离是再生料质量的保证,可以说,分离进行得越细、越彻底,再生料的质量就越高。如一种本色PE和一种有色PE,如果不分离,则再生料只能用于生产深色PE制品;如果将两者分离,则本色的再生料品质就会高得多,售价也会高得多。即使是同色的两种HDPE,一种是吸塑制品,一种是注射制品,如果两者混合回收不加分离,由于两者的熔体指数相差很大,所以再生料的加工性很差,售价就很低。所以一般将黑色、灰色等深色制品,蓝色、黄色、浅灰等浅色制品及本色制品分离后分别处理。但是分离得越细,所需的成本也会加大。对同一品种的塑料,或者两者性能相近的塑料,由于两者有较好的相容性,存在少量的不同品种对再生料的品质影响很小,如HDPE中混有少量的PP等。所以,是否要分离,应综合考虑以上两个因素。
此外,对于改性塑料或塑料合金等废旧塑料,则需进行塑料组分鉴别后利用化学或物理方法进行分离。
1.废旧塑料制品分选(分离)的任务
废旧塑料分选工作主要包括分拣、清洗、分离、粉碎、干燥和增密等工序,且按需酌情设置前后工序。
(1)分拣 分拣通常是回收前的首道工序,其任务有如下一些:
1)去除废弃塑料中的金属或非金属杂质(如纸片、摁扣、织物、纤维、标签、木块、泥沙、玻璃、陶瓷、麻绳、严重油污或烧焦分解不能再利用的废塑料等)。
2)拆解制品组合件,按制品种类分类。如可分为薄膜、容器(瓶、桶、盒)、凉鞋、鞋底、家用电器或机电塑料制品、泡沫塑料、热固或热塑性塑料等及不同塑料的加工废料、边角料等。
3)按制品颜色分类。可分为黑、红、棕、黄、白、蓝、绿和透明色等。
4)按制品外观特征和用途,或结合燃烧等简易鉴别法进行塑料初步分类(通常可另外设置分类分离工序)。
分拣形式常采用人工分拣或采用部分设备工具辅助分拣,规模化分拣可采用流水线形式。
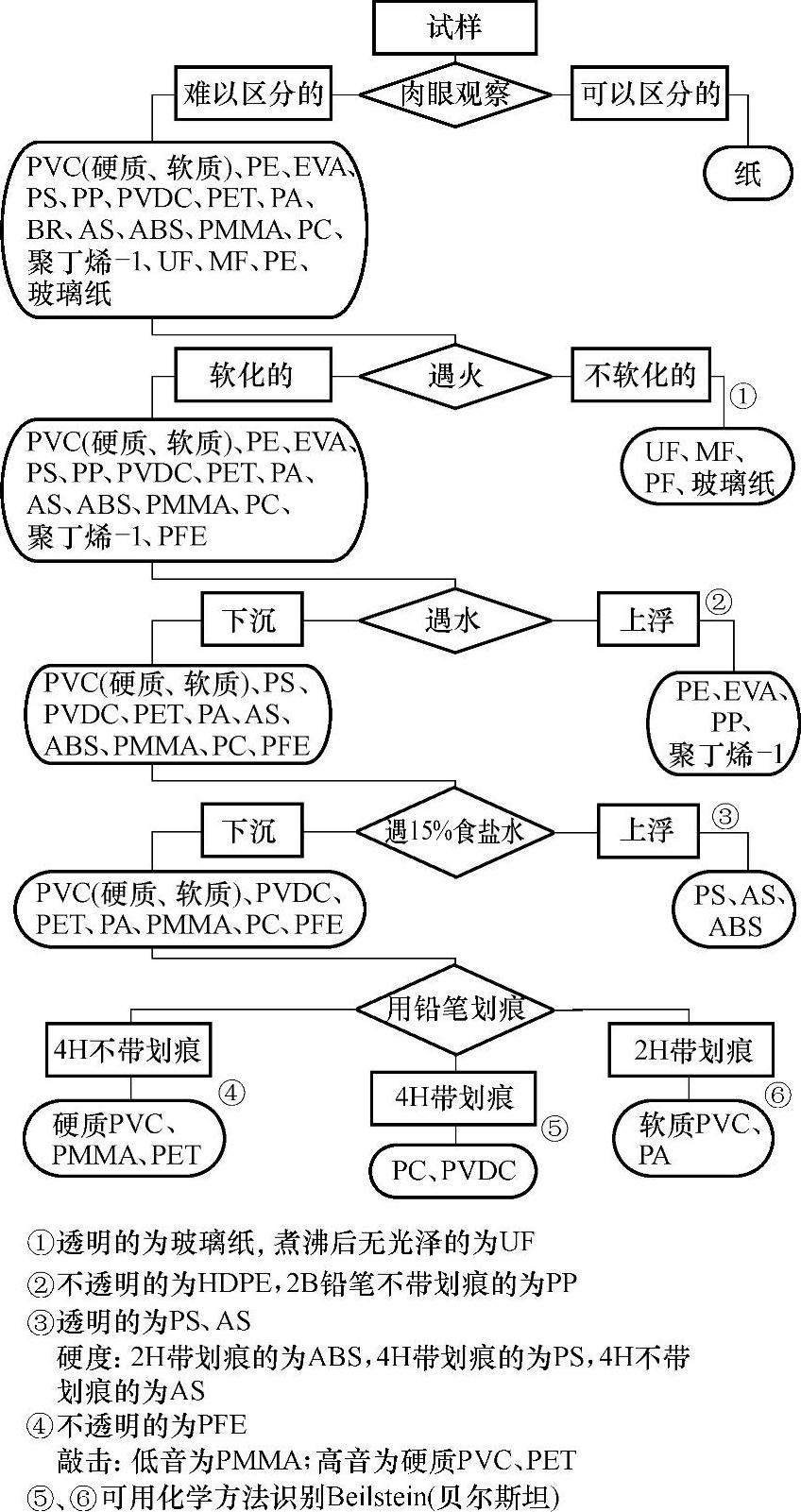
图20-13 利用物理特性的鉴别流程
(2)粉碎 大多数废旧料在分离前或再生利用加工前都需进行粉碎,将废塑料尺寸减小到某一程序。在清洗瓶类容器、大型制品以及进行机械清洗时,也需要将废旧塑料粉碎;在进行配料时,为保证添加剂的分散性,也要求将废旧塑料粉碎,将其尺寸减小到某一允许的程度;在熔融造粒时,挤出机的喂料系统适合于颗粒物料,而开炼机适合于粉状或其他形状的小尺寸物料。
废旧塑料的形状复杂,大小不一,尤其是一些体积较大的废弃制品,必须通过粉碎、研磨或剪切等手段,将其破碎成一定大小的碎片或小块物料,方可进行再生加工或进一步模塑成型制成各种再生制品。对某些生产性废料,如注塑、挤出加工厂产生的废边、废料、废品,一般经粉碎后即可直接回收利用。
粉碎是通过相对运动对物体进行剪切、冲击、压缩、撕裂、摩擦而达到使物体碎裂的目的。破碎分粗破碎(将物料破碎到10mm以上)、中破碎(破碎至10~50mm)及细破碎(即研磨至细度50μm以下)。粗破碎也就是对大型废旧塑料制品(如汽车保险杠、板材、周转箱、船只等)利用切割机切割成可以放入破碎机进料口的过程。细破碎还可以进一步划分为微破碎、超微破碎、特超微破碎。
废旧塑料的破碎按功能大致可分为剪切破碎和冲击破碎。当物块太大时,不能直接使用破碎机,需先利用切割机把物料切割成可以装入破碎机进料口的程度。切割有射流切割法、气割法、等离子切割法、激光束切割法等。新型破碎机往往兼有剪切和冲击破碎的功能,可将主要功能为剪切作用的称作剪切破碎机,而将主要功能为冲击作用的称为冲击破碎机。相比之下,剪切破碎处理速度慢,容易受到混入的杂质的影响,但它具有破碎后物料粒度均匀的优点。
通常采用各种机械粉碎方法进行粉碎,粉碎方法可分为如下几种:
1)压碎。物料受到相对压缩力的作用被粉碎成小块,它适用于体积较大的废旧塑料制品,不适合于软质塑料。其作用方式有:两块相对运动的金属板相互挤压作用;两个相对旋转辊的碾压作用;内锥体在外锥形筒中做偏心旋转的挤压作用。
常用压缩式粉碎机有颚式粉碎机、圆锥破碎机、滚筒粉碎机等。
2)击碎。物料受到外冲击力的作用而被粉碎,它适用于脆性材料。其作用方式有:外来坚硬物体的打击作用,如用铁锤锤击;物料自身间及与固定的硬质钢板间的高速冲击作用;物料相互之间的撞击作用。
常用粉碎机有锤式冲击粉碎机、叶轮式粉碎机等。
3)磨碎。物料在不同形状的研磨体之间受到碾压作用而被粉碎成细小颗粒,它适用于块状物料。
常用设备有锉磨粉碎机、鼓式研磨机、盘式粉碎机、湿式搅拌机。
4)剪切。物料在刀刃等利器的剪切、穿刺、撕裂等作用下被粉碎成小块或碎片,它适用于韧性材料、薄膜、片材以及软质制品。
常用设备有高速旋转剪切式粉碎机、低速旋转剪切式粉碎机(不能进行细微粉碎)、往复运动剪切式粉碎机(分卧式及立式,适用于分切韧性材料)。
粉碎设备的选用主要取决于被粉碎物料的种类、形状以及所需的粉碎程度。不同材质的废旧塑料应采用不同的粉碎设备:硬质PVC、PS、有机玻璃、酚醛树脂、脲醛树脂、聚酯树脂等是一类脆性塑料,质脆易碎,一旦受到压缩力、冲击力的作用,极易脆裂,破碎成小块,对于这类塑料适宜采用压缩式或冲击式粉碎设备进行粉碎;对于在常温下就具有较高延展性的韧性塑料,如PE、PP、聚酰胺、ABS塑料等,则只适宜采用剪切式粉碎设备,因为它们受到外界压缩、折弯、冲击等力的作用,一般不会开裂,难以破碎,不宜采用脆性塑料所使用的粉碎设备。此外,对于弹性、软质且呈低温脆性的材料,如软质PVC,则最好采用低温粉碎设备。
另外,应根据废料需要粉碎的程度来确定粉碎设备。若将大块破碎成小块应采用压缩式、冲击式或剪切式粉碎设备;若将小块粉碎成细粉、细粒,则主要采用研磨式粉碎设备。
大型制品或要求小尺寸的细粒、粉料时,一般先进行较粗程度的粉碎,然后再根据要求进行中等或细微程度的粉碎。
几种常用粉碎机的类型及使用特点见表20-8。
表20-8 几种常用粉碎机的类型及使用特点
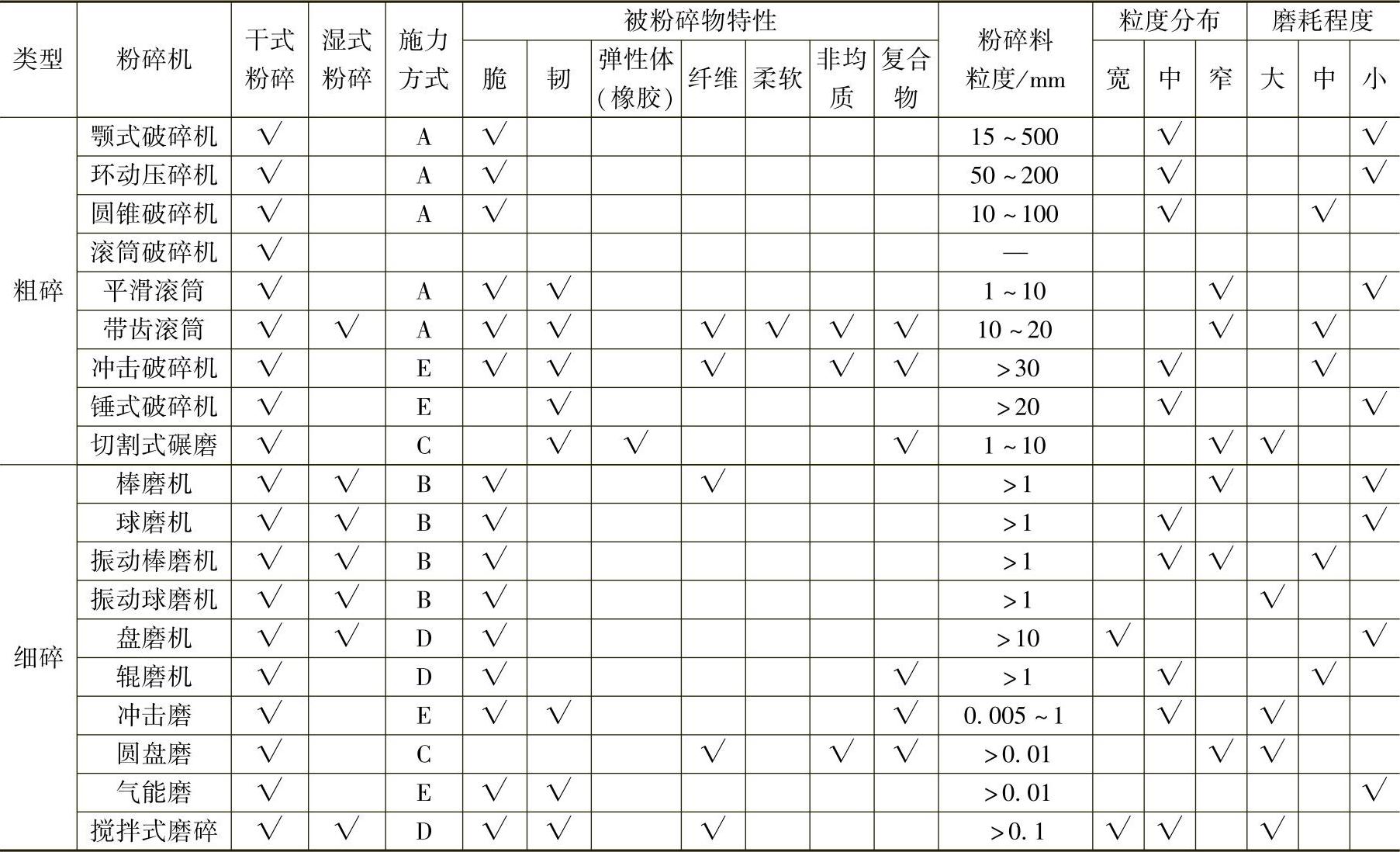
注:1.施力方式代码:A—压缩(0~0.4m/s);B—打击(0.7~8m/s);C—切断、剪断;D—摩擦(8~20m/s);E—冲击(10~200m/s)。
2.√表示可适用。
(3)增密 废旧塑料中的泡沫塑料、薄膜、中空制品等都具有很高的体积质量比,这会使运输成本急剧提高。另外,泡沫塑料、薄膜制品的粉碎比较困难,即使能粉碎,其粉碎料也无法满足后续工艺的要求,如在挤出机上易引起“架桥”现象而无法自动喂料,因此这时要考虑用增密的方法。所谓增密,就是将这些高体积质量比的制品减小体积,增加密度。中空容器的增密可以采用粉碎或压扁的方法,有些国外的废旧塑料运输车上就自带有液压压扁装置;泡沫塑料和薄膜纤维制品则常采用团粒机或密实机,这类设备的原理是利用热量使泡沫塑料消泡、薄膜成团,热量可以来自外部热源,如远红外或电加热,也可以由物料间的高速摩擦所产生。团粒机适用于薄膜、泡沫、纤维制品。典型的团粒机是圆桶形的,上部有加料口、冷却水口、压缩空气进口,底部设有排粒口,圆桶的底部装有固定和旋转刀片,热量就是由废料的高速旋转摩擦产生的,当达到塑料的熔融温度时,物料就熔融成团,此时就可通冷却水、压缩空气,排粒口出来的物粒就是密实的小颗粒。
(4)清洗及干燥 废旧塑料制品一般都会受到不同程度的污染,回收前必须进行清洗。清洗的方法很多,且按废塑料污染程度和处理量大小决定手工清洗或机械清洗。手工清洗适用于处理量小及污染程度大的场合。机械清洗又可分为间歇式和连续式,连续式可实行流水操作效率高。
对一些污染程度大的废料需用清洁剂清洗,需选用防止溶解塑料的清洁剂,且清洗后必须用清水漂洗干净,不得使清洁剂残留于回收料中。同时,必须烘干,尤其对吸水量大,水敏性塑料更应控制含水量,使其小于允许值。
2.废旧塑料的分离
废旧塑料的分离工序是保证废旧塑料再生利用效果的重要工序,其目的是使塑料与非塑料物质分离或将不同品种塑料分离,为再生利用提供高纯度的原料。分离的方法很多,每种各有不同的特点和用途,适用于分离不同的塑料,因此常需多种方法配套应用才能进行完善的分离工作。塑料分离技术实际上是借用了塑料鉴别技术于分离工作之中。常用分离方法简介如下:
(1)人工分离法 常结合在人工分拣时进行,是依靠有鉴别塑料经验的工人,按塑料制品的外观、用途等特征,或按制品上回收标记,或利用燃烧法等简易方法鉴别分离废旧料。规模较大的回收厂也可建立流水线,配备一些鉴别设备进行高效率分离。这种方法操作简单,灵活性大,但必须配置有鉴别经验的工人,自动化程度低,劳动强度大,劳保环境条件差,分离精确度低。(https://www.xing528.com)
(2)机械化分离法 它是指由人工监控鉴别、分离设备进行的鉴别和分离工作,可提高分离精度及效率。但专业性强,通常按鉴别和分离的塑料品种配置各类专用的鉴别及分离设备进行综合鉴别和分离。如用流水线中配置光学检波器分离透明和有色PET瓶;用X射线仪分离PVC、PVC标签、PVDC涂层等。此外,还有配置红外线扫描器、摩擦静电技术(摩擦笔)等多种技术综合运用的设备,如由鉴别仪、传感器、计算机等组成的自动高速分拣系统等。
现在也有人在研究把化学示踪剂加到塑料,特别是包装塑料中去的技术,这样就很容易识别和分离,但这与塑料标识码一样,需要塑料加工企业(或树脂合成企业)强制执行才有价值。
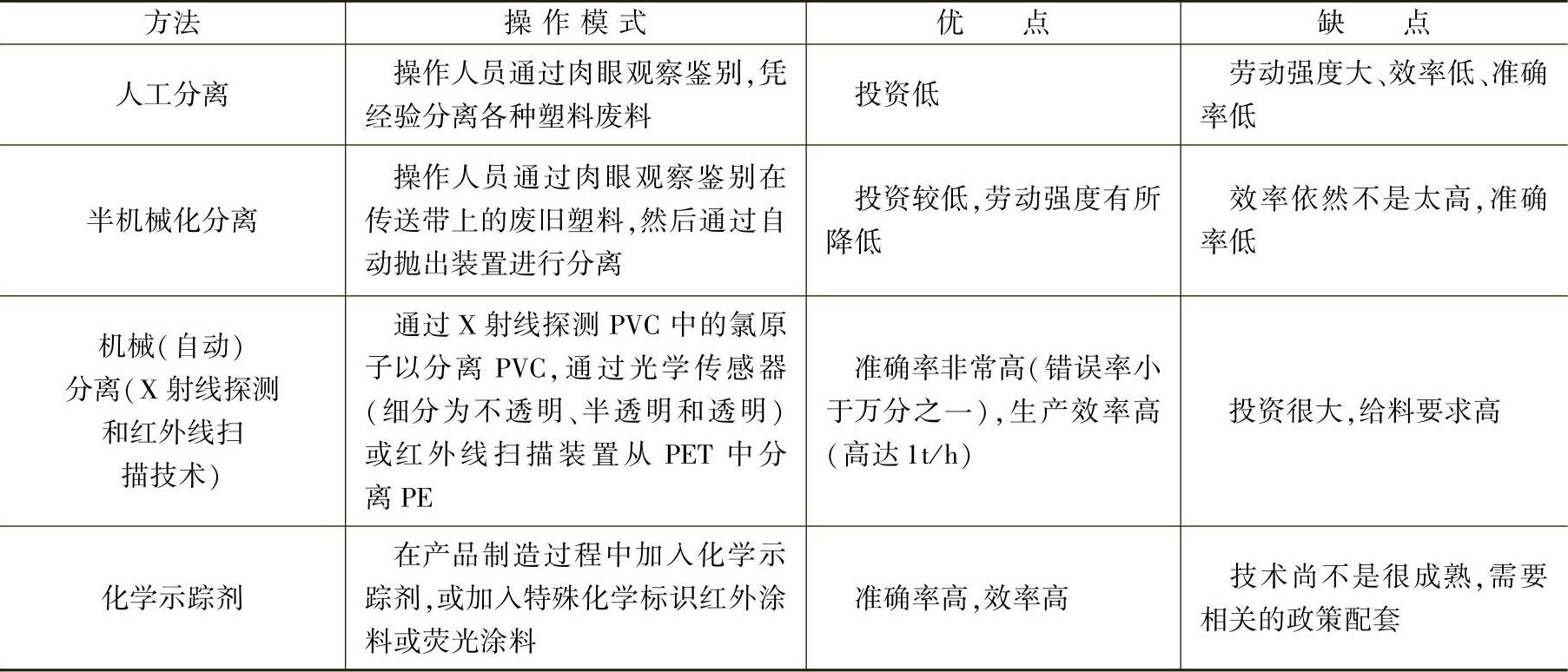
几种分拣方式的比较见表20-9。
表20-9 几种分拣方式的比较
3.常用微观分离法
所谓微观分离是指将废旧塑料按分离工艺要求粉碎到规定尺寸的粒料后再进行精细分离的工艺。常用的微观分离工艺简述如下:
(1)风筛分离法(空气分离法) 风筛分离是指粉碎后的废旧粒料投入风筛设备中在横向或纵向或涡流状的空气流吹射下,利用废料中不同密度(自重)的废料对空气阻力差异的特点,可将不同质量废粒料吹向不同距离的集落点进行自行分离的一种方法。金属、沙土类重质杂物集落于近点,不同质量的塑料粒被吹向稍远一点的集落点,泡沫塑料、纸屑等轻质物被吹向远处集落点。但这种方法的分离效果与各种废旧料的形状、尺寸有关,且只适用于密度差较大的塑料,分离精度不高,适用于初选分离。
风筛设备按送风的方式有立式、横式、涡流式结构,且可调节空气压力及速度。去除杂物后的废旧混合塑料粒还可调节气压及流速依次进行再分离。
(2)磁性分离 利用人工分拣可去除废料中较大的金属件,但去除铁屑等细小杂质则较麻烦,而这些金属杂质会损坏塑料加工设备,必须去除干净,通常采用磁性分离滚筒、干式或湿式转鼓、交叉带式分离器等设备,利用电磁铁或磁场吸出废料中金属屑进行净化分离。
(3)密度分离法 此法是利用不同塑料品种有不同密度的特点,借助其在不同密度液体中的沉浮性或在离心机中按密度分离的特点进行较精确的分离(比风筛分离精度高)。分离前废料必须经粉碎、清洗、干燥及表面活性处理,然后酌情选用浮沉法、旋液法或离心法进行分离。
1)浮沉分离法,即将清洗和烘干后的不同密度混合废旧塑料粒置于设定密度的溶液中(如水、饱和食盐水溶液、酒精溶液、氯化钙水溶液等),则混合料中密度大于溶液密度的粒料即下沉,低密度料则浮于液面,从而实现分离。对下沉料还可选用不同密度的溶液进行再分离。
这种工艺设备简单,操作方便,宜用于不同规模分离密度差较大的混合料,但分离效率较低。另外,疏水性塑料,因其对水溶液表面活性差会浮在水面上,因此废旧料需要用表面活性剂预处理,使其充分浸润。图20-14所示为几种塑料沉浮分离的流程。例如,由PP、LDPE、HDPE、PS、PVC构成的混合塑料,其分离步骤为:首先用含少量表面活性剂的水将密度大于1g/cm3的PS和PVC(沉)同密度小于1g/cm3的LDPE、HDPE和PP(浮)分离;然后用食盐水溶液使PS(浮)和PVC(沉)分开;再用不同密度的酒精溶液逐步将LDPE、HDPE和PP三者分离。
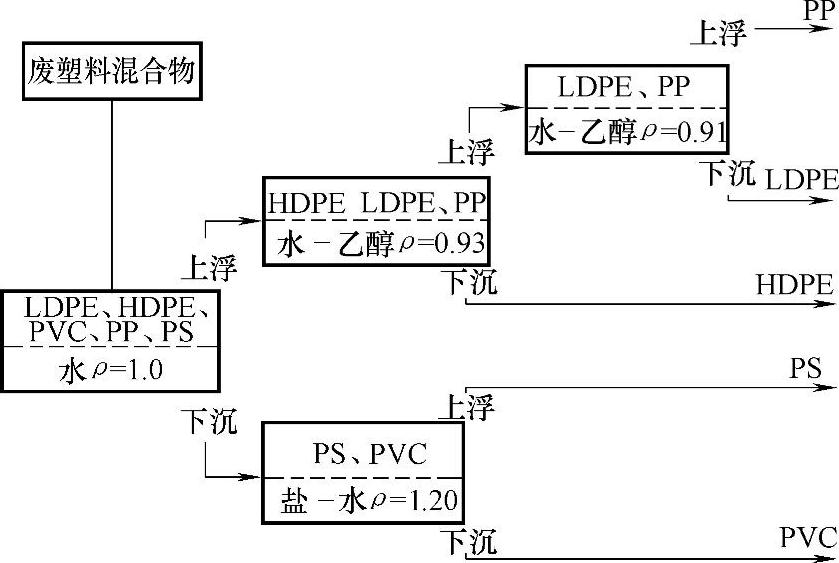
图20-14 浮沉分离器的流程图
(ρ为密度,单位为g/cm3)
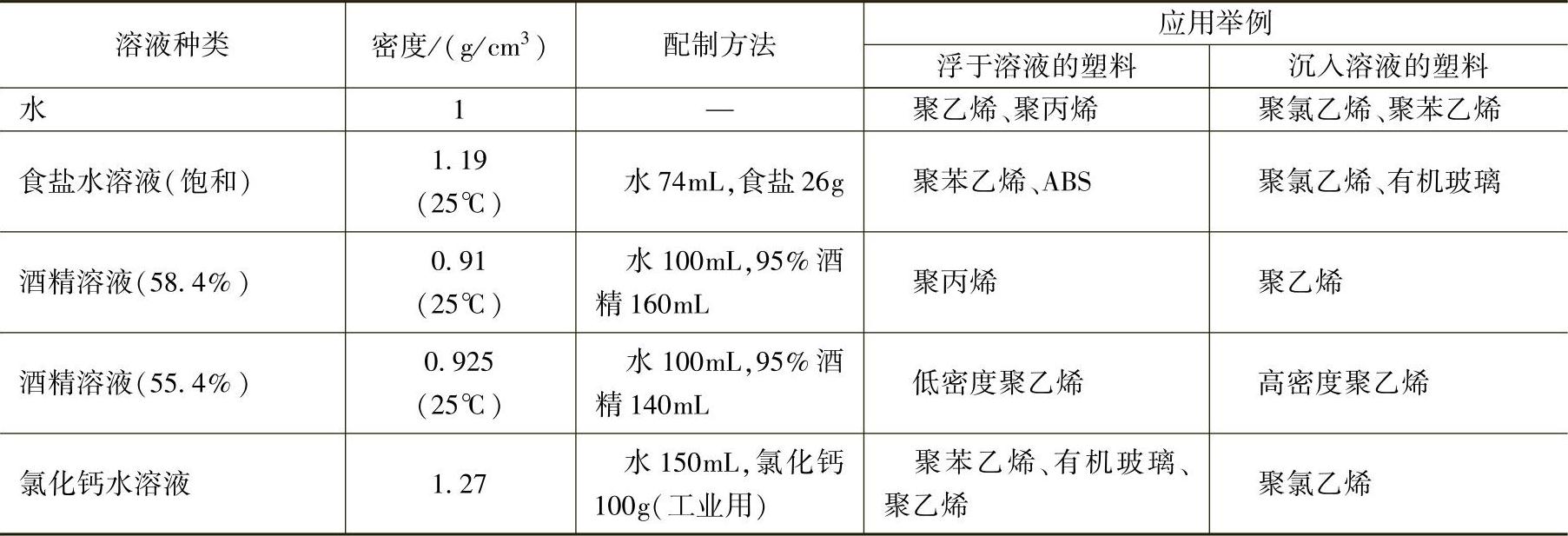
塑料在不同密度溶液中沉浮现象见表20-10。
表20-10 塑料在不同密度溶液中的沉浮现象
2)旋液分离法是将经预处理后的混合料均匀分散的悬浮液吸入离心泵中,且定量定速地送入水力旋流器内,则低密度料会自动向上排出,收集,经振动脱水后即可获得较高精度的分离料。使用水力旋流器和浮沉法能有效地将密度大于1g/cm3和小于1g/cm3的塑料分离。不过,其厚度最好大于3mm,密度差为0.5g/cm3左右,如PP与PVC的分离,一次分离率可达99.9%。若使用平底分离器,可分离密度大于1g/cm3的各种塑料,多级分离的效果更佳。
水力旋流器(见图20-15)的分离步骤如下:
首先将废旧塑料粉碎,然后清洗并进行预处理,将料斗中的料吸入储槽,废料在槽内均匀分散,并用离心泵定量定速地送入水力旋流器。密度小的塑料从上部排出,收集,经振动筛脱水即可。分离用水可循环使用。
3)离心分离法是借助离心机高速旋转产生的离心力,将混合料中不同密度的料按密度高低分层分开,从而完成分离工作。
这种工艺需选用适当的分散剂作分离介质与混合料均匀相混合,选用适当的转速可进行高精度分离,可分离密度差为0.005g/cm3的混合料,分离纯度可达99.5%,生产效率高,配备专用装置还可同时进行粒料清洗、烘干等工序。
(4)浮游分离法 密度非常接近的混合料可利用塑料的疏水性和亲水性来进行分离,由于不同塑料的亲疏水性不同,且大多数塑料都具有不同程度的疏水性,当塑料的表面张力小于液体的表面张力时,则呈疏水性,塑料会浮于液体表面,但用塑料经润滑剂处理后也会提高其亲水性,即使疏水性的料也会沉入溶液中。根据这个原理,如配制设定表面张力的溶液,将粉碎(粒径为5~10mm)的粒料投入溶液中,亲水料会下沉,疏水料表面附着气泡会上浮,从而实现浮选分离。这种工艺也可与密度分离法结合应用,目前常用于分离PE、PVC、PP、PET、ABS、PMMA、PC、POM、PA等塑料。部分塑料的润湿临界表面张力见表20-11。
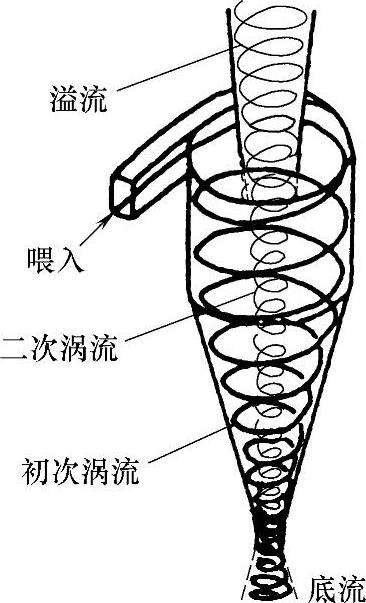
图20-15 水力旋流器的工作原理
表20-11 部分塑料的润湿临界表面张力值(20℃) (单位:10-5N/cm)

图20-16所示为PET、PVC混合物浮选流程图。该工艺分为两个步骤:碱处理和发泡浮选。首先将PET、PVC混合废旧料粉碎成5~10mm的颗粒,放入质量分数为1%~3%的NaOH水溶液中,在70~85℃的条件下保温75~85min,这样PET的亲水性大大降低,而PVC则保持不变。
碱处理后,混合料水洗(pH值为6~9),然后用浓度为15~30mg/L的阴离子表面活性剂处理1~2min,以产生泡沫。其他种类的表面活性剂也可以使用,只要具有较强的发泡能力及与PET、PVC较低的亲和力即可。这样,PVC会漂浮在溶液上方,通过收集溢流出的泡沫就可以得到PVC,而PET沉在底下,经过滤、清洗、干燥即可。水可以循环使用。
(5)溶剂分离法 利用各种塑料在有机溶剂中不同的溶解度来分离塑料。其方法是将预处理的废料(碎片)投入设定浓度及温度的溶剂中,使溶解度较好的废料溶解于溶剂中与不溶料分离,然后过滤后提取可溶性塑料进行再造粒即可重新使用,不溶性塑料则可再进行溶剂或其他分离方法再分离。几种聚合物混合料的溶剂分离流程如图20-17所示。
这种分离方法是仅将聚合物原来的物理结构全部破坏,但化学结构不变,使其处于分子级状态,然后再萃取回复原有物理结构,故也常称为分子级分离法(采用加热熔融方法也可实现分子级分离),适合用于分离多种塑料混合料或由粘结、共混、填充、复合结构组成的废旧塑料回收纯度高,经济价值高,但设备投资及回收成本高,溶剂污染性大,易造成二次污染,且有毒性,生产环境不良,故实用价值受到限制。
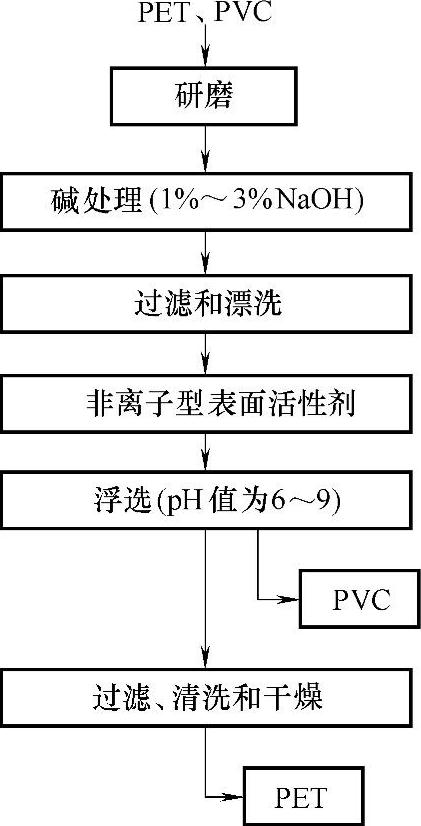
图20-16 PET、PVC混合物浮游分离流程图
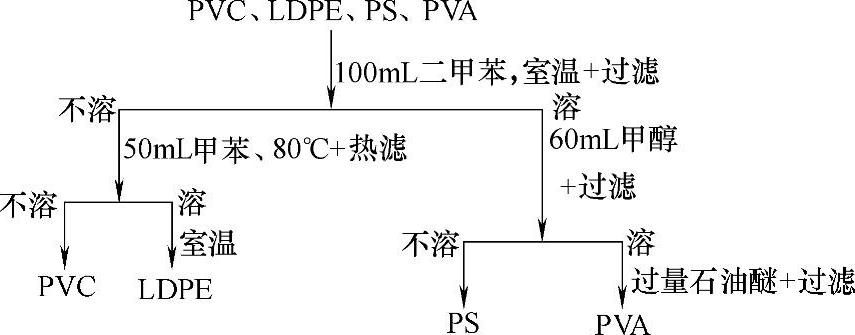
图20-17 几种聚合物混合料的溶剂分离流程
(6)静电分离法 利用塑料静电感应后带有不同电荷的特性进行分类,适于分离极性塑料的混合料。分离前经清洗干燥粉碎成10mm2(最好<6mm2)的小块料,然后用1×10-6级调节剂和表面活性剂处理,提高其摩擦带电能力,使不同的塑料在强力搅拌下各自产生正或负静电荷,而后使塑料自由落体经过120kV高压电场组成的两极间时,带正电荷的塑料吸向负电极,带负电荷的塑料吸向正电极,由此实现塑料的分离。将每次未分离出来的塑料再反复分选,则可获得分离纯度很高的塑料。一般说来,不同塑料经摩擦产生的电荷差越大,则分离效果越好,效率越高。这种方法宜用于分离只有两种塑料组成的混合料,如由PE、PP组成的混合料,分离后PE、PP各自纯度可达97%以上。但分离多种塑料组成的混合料则较困难,只有PVC易从多种混合物中分离出来。
(7)低温分离法 利用不同塑料在不同脆化温度时可粉碎性的差别来分选塑料,如PVC与PE混合料,PVC的脆化温度为-41℃,PE的脆化温度为-100℃,因此将混合料冷却至-50℃时进行粉碎,则PVC很快被粉碎成粉粒料,再进行筛选即可分离PVC及PE。
反之,也可利用不同塑料对温度的敏感性,如热收缩温度、软化温度、熔点差别等来分离塑料。
(8)熔融分离法 即利用不同塑料的熔融温度差异来分离混合料,分离时将混合料(粉碎料)铺设在传送带上送入由从低到高温度组成的加热室中,不同熔点的塑料逐级熔融收集,即可进行分离。另外,还可将混合料置于离心机容器中从低温到高温加热,从而逐级将不同熔点的塑料离心分离出来。
(9)光学识别分离法 利用光学识别法来分离两种密度相近的混合塑料,如PET及PVC容器相混时,两者密度相近,易相混,此时可用X光探测器和自动分类系统相结合,当PVC容器接受X射线后会释放出低能级荧光X射线,从而可将PVC容器分拣出来,同时还能分拣出PVC标签和PVDC涂层,现已有X射线分离生产线投入生产。
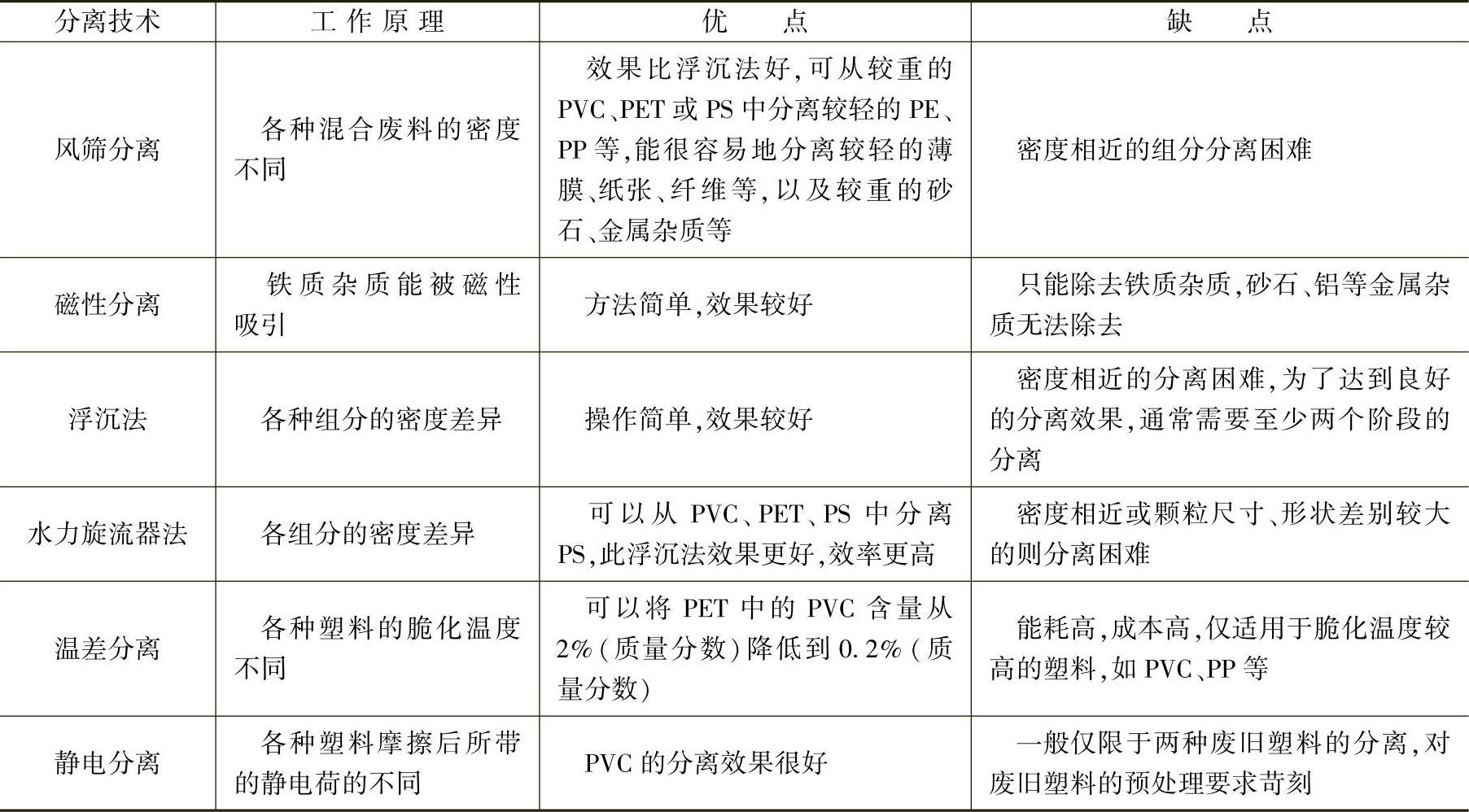
几种微观分离技术的比较见表20-12。
表20-12 几种微观分离技术的比较
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。