



螺纹连接是机械紧固连接塑料制品的一种可拆式连接形式,顾名思义,螺纹连接就是用螺钉(栓)、螺孔之间的螺纹的啮合关系来实现制件连接的结构。这种连接方式的制品结构较简单,装拆方便,快速有效,牢固性较稳定,也可与粘接等连接方法并用,从而起到保障安全作用。选用这种结构时也需考虑各种因素,如会增加组合制品的零件数量;增加回收利用时分拣工作量;紧固后塑料制品会长期处于应力负载状态,会引发蠕变、应力松弛或应力变形;在高温或低温时因螺纹紧固件与塑料制品热膨胀系数不同也会导致连接失效等弊端;在拧紧固定时还需选择适当的拧紧固力矩,以保证制品紧固而又不破裂等。由此可见,这种方法也受诸多因素的限制。但尽管如此,螺纹连接结构目前仍是广泛应用的结构,其结构形式可分为三大类,如图19-98所示。三种形式各有特点和用途,既可在一个制品独立选用,也可与其他结构或各种螺纹连接方式并用。
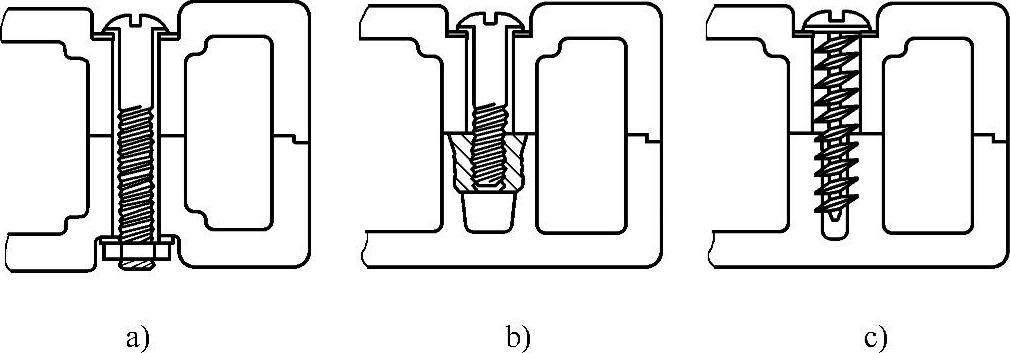
图19-98 塑料壳体的机械夹固的螺纹连接
a)螺栓连接 b)螺钉-嵌件连接 c)自攻螺钉连接
1.螺栓、螺母连接结构
该结构是用金属或塑料螺栓(钉)、螺母将两个制品连成整体的结构。这种结构连接可靠耐久,可多次装拆,但零件数目也多,结构较大,设计时要注意螺栓头和螺母外露于制品表面是否影响外观,或采取沉台埋头的结构。另外,在振动或冲击环境中使用时应考虑锁紧防松措施(如设弹簧垫圈等),当然也要考虑塑料制品的蠕变、应力集中、热膨胀系数差异等因素。
螺栓、螺母可采用金属制品和塑料制品,常用金属件一般用于制品尺寸较大的场合。金属件强度高,故一般用直径为4~22mm较小的螺栓,如果用空心螺栓,直径可为6~50mm。因金属螺栓都是标准件,所以取材方便应用较广。
塑料螺栓、螺母因强度、抗蠕变性及耐热性不及金属件,且成型麻烦,易产生熔接缝和应力集中,紧固可靠性低,成本也高,所以应用受到限制,主要用于要求电绝缘、耐腐蚀的场合。而且作为受力结构件时还应进行强度计算,其螺纹形式、尺寸形状及结构应适应成型工艺要求。
1)片、板类制品的连接。片、板材制品或法兰接头制品连接时结构形式如图19-99所示,如果连接两种线胀系数不同的制品,则应采取调节措施。
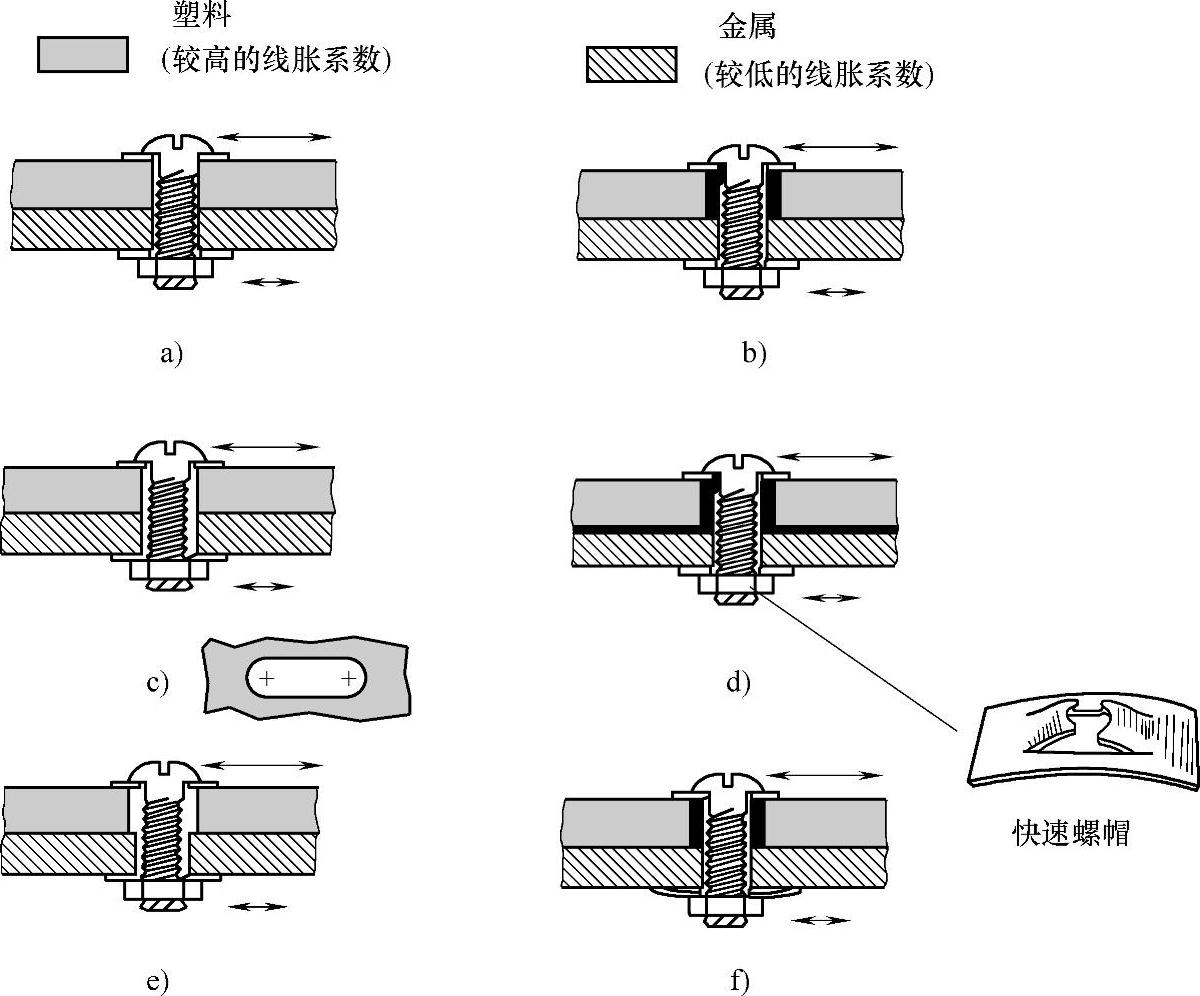
图19-99 当塑料制件固定在其他材料(如其他塑料、金属等)制件上时,可使用各种方法解决热膨胀失配问题
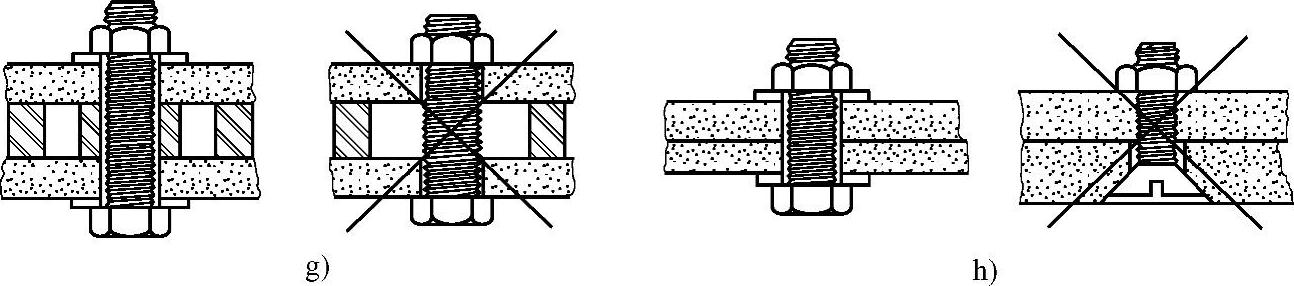
图19-99 当塑料制件固定在其他材料(如其他塑料、金属等)制件上时, 可使用各种方法解决热膨胀失配问题(续)
图19-99a所示结构孔与螺栓间隙太小,无调节两种不同材料膨胀量不同的余地,制品易发生内应力增大和变形;图19-99b所示结构间隙大,塑件有保护套,且高出平面,组装时易找准,有补偿热膨胀位移量,且保护套可承受拧紧力,减轻了塑件负载;图19-99c所示结构为长圆形组装孔,可调节位移,但型孔不利于机械加工;图19-99d所示结构的两制品间设置弹性垫片,可补偿压缩负载,保持耐久的夹紧力;图19-99e所示结构有大间隙,适用于热膨胀系数大的制品,但组装时找准不便;图19-99f所示结构采用弹簧垫圈,有补偿压缩负载和抗振的作用;图19-99g所示为两制品间有空隙时,螺纹紧固部位必须加支撑垫;图19-99h所示为尽量不用锥面沉头螺栓(钉),因为使用这种螺钉对制品会产生一部分拉伸应力。另外,组合轻负荷时也可用图19-99d所示的快速螺母,只需使用极小的转矩即可锁紧,且有防振的作用。
2)壳体制品的连接。图19-100所示为塑料壳体间螺栓连接的设计。
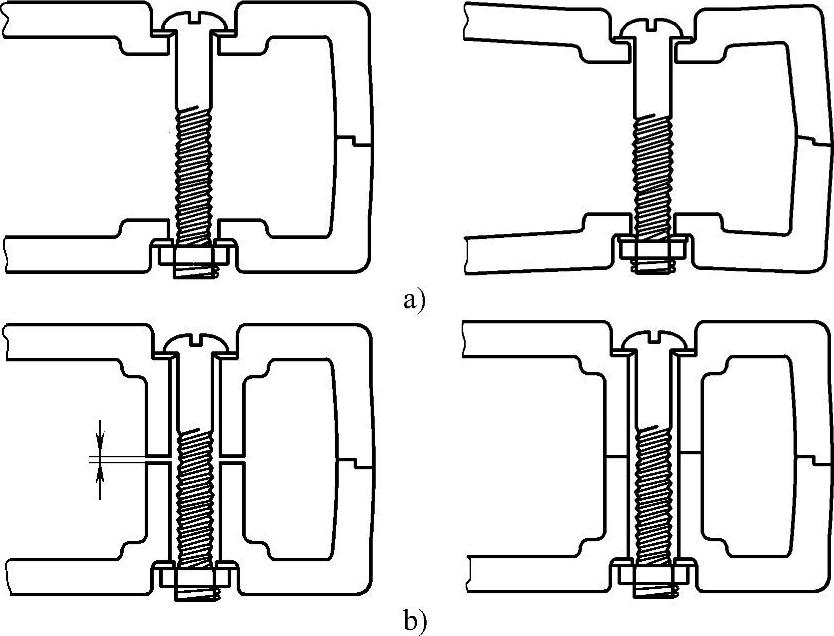
图19-100 塑料壳体间螺栓连接的设计
a)错误 b)正确
这种组合要考虑下列几个问题:
①上下壳体应设有定位结构(如止口等),且要保证螺栓装配孔对正,螺栓与通孔单边间隙为0.25mm左右,应有足够的壁厚和支撑(见图19-100b),支撑面间留有一定的间隙,待拧紧螺纹后贴压承受压缩应力。螺钉头、螺母与塑件平面应设置垫圈,可使制品受力均匀,减少应力集中,也可用一个弹簧垫圈或波形垫圈,用于补偿压缩负载和防振松动。
②防止紧固力过大。在组装时一般先施加预紧固力,然后再紧固,因此必须控制拧紧力矩,防止制品受力过大而破损。较简单的方法是在制品螺栓装配孔内先设置金属套管,以限制和分担塑件承受的压缩负载。
③钢制螺栓结构常用于使用寿命较长的制品,由于塑料制品在长期静载下会发生蠕变和应力松弛,使紧固力下降,致使连接松动,为此制件需进行蠕变计算或采用弹簧垫圈等结构予以补偿。
④在采用钢制螺栓时,因与塑料热膨胀系数相差较大,故在使用温度波动情况下,紧固力会发生变化,如温度升高时制品膨胀量会受螺栓、螺母约束,使制品承受的压缩应力增大,尤其对小螺距螺栓会导致应力明显增大,超过材料强度后即会破损。反之,当温度下降时,紧固力下降,连接可能会松动。如果发生应力松弛,则压缩应力下降更严重。解决这问题的方法是控制紧固力矩,或选用热膨胀系数相接近的材料,如铝合金螺栓(但价格高)或PA、POM、F4、PET、PI塑料螺栓。如果采用控制紧固力矩的方法,则需进行压缩应力计算。
以图19-100b所示的结构为例,在室温下用M6×1钢制螺栓紧固塑件时,螺栓受拉伸应力,在螺栓附近的塑件受到压缩应力。假设螺栓长为50mm,螺栓需拧紧0.25圈(1/4圈)才被紧固,则螺栓应变量(即为塑件压缩应变量)ε=ΔL/L0=0.25×1/50=0.005。如果塑件的E=1200MPa,则压缩应力σ=Eε=6MPa。用类似的方法可演算制件在使用温度范围内紧固应力变化情况,从而确定室温时应选适当的拧紧力矩。实际上,在一个制品上可能用多个螺栓连接结构,需要按多个螺栓受拉伸,多处制件受压缩的综合刚度来计算。
3)如果采用塑料螺母连接结构,则应进行强度计算。关于塑料螺纹的结构形式已在前面介绍过,这里主要介绍强度计算。
图19-101所示为螺母的螺纹圈的受力分析,当金属螺钉上受轴向力Q时,塑料螺母的螺牙圈上受到轴向力Qz,则螺母上可分解为周向压应力σt、径向压应力σr和轴向压应力σz,则塑料螺母上受到的压缩应力σc计算公式如下:
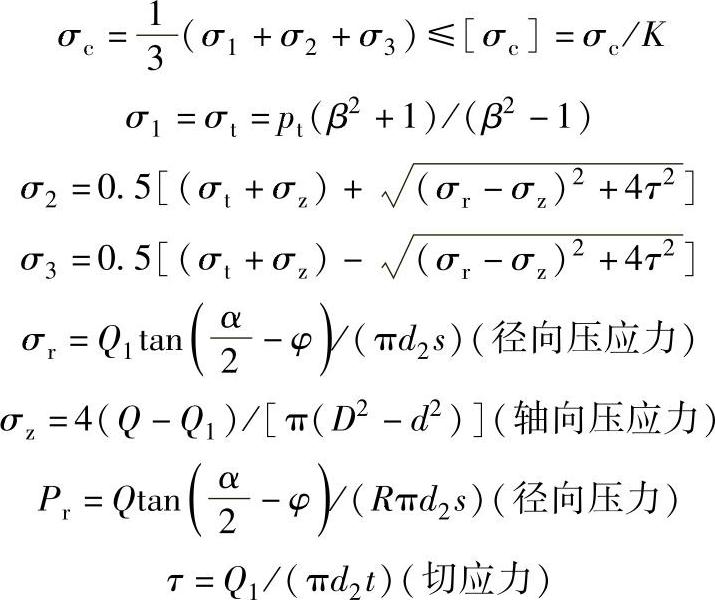
经上述公式可计算出螺母受Qz时产生的σc,且应小于塑料允许的[σc]值才可保证在紧固力Q时螺母不破损。
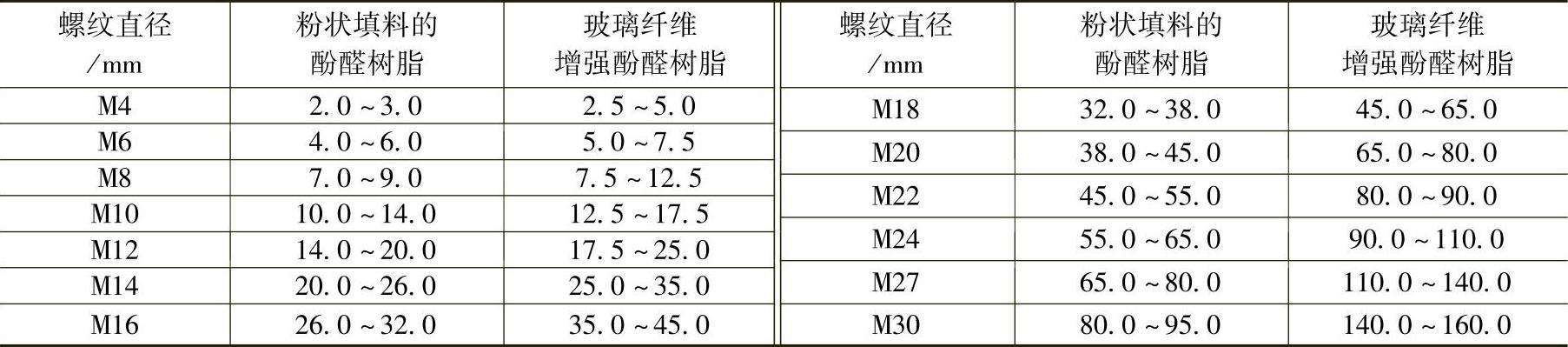
各式中,D是塑料螺母外径(如果是六角螺母,则D为外接圆直径的0.91倍);d是螺母螺纹外径;Q1螺纹第一圈上的载荷,对热塑性塑料Q1为Q的20%,对热固性塑料Q1为Q的31%;α是螺纹牙型角,普通米制螺纹α=60°;φ是摩擦角,φ=arctanμ,μ=0.15~0.20(φ=8°~12°时),μ为摩擦系数;d2为螺纹中径;s是螺距;K为载荷系数,具体数值见表19-176;σ1、σ2、σ3分别是螺母壁内单元三维受力状态(σ1是周向应力,σ2是径向应力,σ3是轴向应力),(σ1+σ2+σ3)/3=σcp(即组合压应力);t为螺牙工作高度;K是安全系数,一般为K=2~4;[σc]是塑料允许压缩应力,具体数值见表19-177。
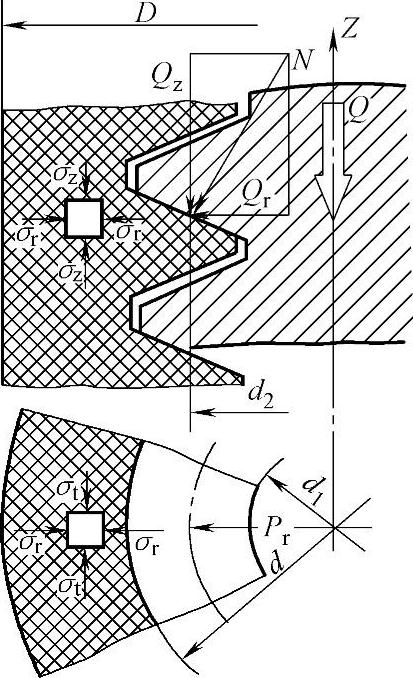
图19-101 塑料螺母螺纹圈的受力分析
对热固性塑料螺母可按下式校核:
Qz≤[Q]=Qlim/K
式中,Qz是螺母实际轴向载荷;[Q]是允许轴向载荷;Qlim是塑料螺母破坏的极限载荷,具体数值见表19-178;K是安全系数,常取K=4。
表19-176 塑料螺母载荷系数K值

表19-177 塑料的允许压缩应力

表19-178 热固性塑料螺母的破坏极限载荷Qlim (单位:MPa)
 (https://www.xing528.com)
(https://www.xing528.com)
2.螺纹嵌件连接结构
如图19-98b所示,将金属的螺母或螺钉制成嵌件预先嵌固于制品中供装配时拧入螺钉或螺母,从而组成连接结构。这种结构紧凑整齐,外观较好,装拆方便,但需设置嵌件、嵌件压装工序及工具,如果采用模塑成型安装嵌件,则会使模具结构复杂化,也不便于成型和废料回收利用。嵌件需按模塑工艺要求设计,制品需有足够的强度包紧嵌件,使嵌件不松动,不拔出,制品不破裂,一般用于螺纹直径8mm以下的场合。
3.自攻螺钉连接结构
如图19-98c所示,在塑料件上预制被攻孔,用金属自攻螺钉,装配时攻旋螺钉构成连接。它适用于大批量的产品生产,但拆卸次数很有限。此种连接所用零件最少,成本也最低。它在装配期间成型相啮合的螺纹,对装配力矩等技术要求高。常用自攻螺钉直径为M2~M6。
(1)技术术语 为了便于讨论,在此需先将有关自攻螺钉的技术术语统一如下:
1)底孔,即为攻入自攻螺钉的预制孔(通孔或不通孔),孔径比螺钉外径小,比螺纹内径大。用作穿过螺钉的贯通孔,孔径比螺钉外径大0.25mm(单边间隙),底孔孔径一般为螺钉中径80%,如图19-102所示。
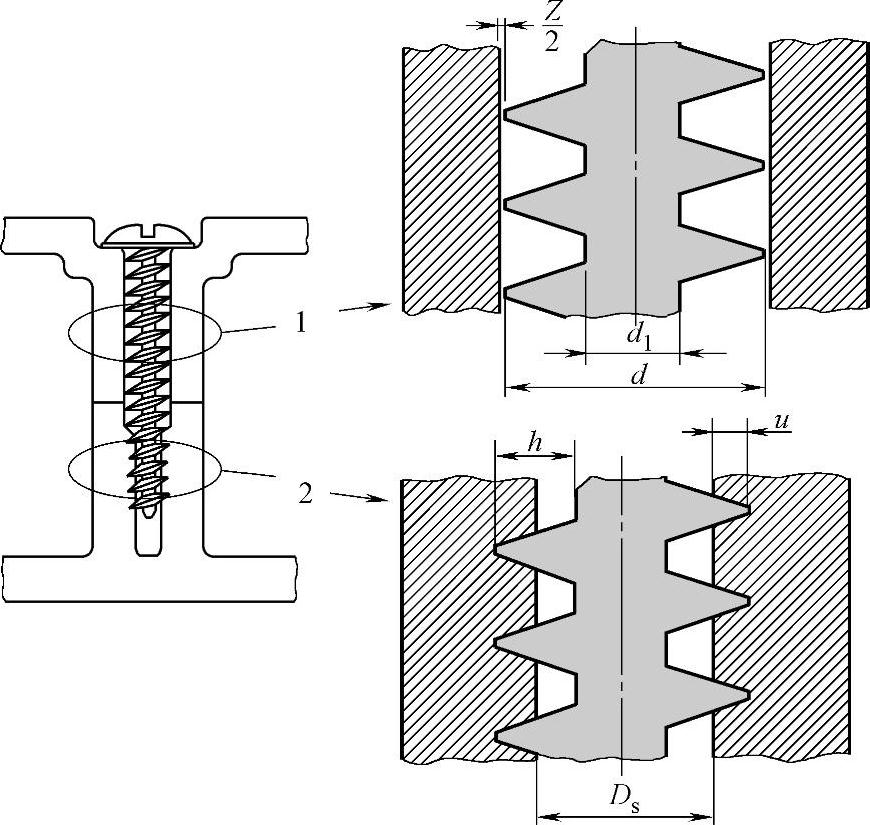
图19-102 自攻螺钉的连接
1—通过间隙孔 2—攻旋的不通孔 Z/2—半径上间隙 d—螺钉外径 d1—螺钉内径 h—螺牙深度 u—螺钉的径向深度 Ds—孔座上底孔的内径
2)螺纹啮合长度指螺钉拧入底孔内螺纹的长度(轴向距离或螺钉的拧入圈转数,包括刮削部分螺纹长度,一般为螺栓外径的2倍以上。
3)螺纹作用深度是指螺钉啮合到底孔壁的径向深度,如图19-102所示,螺钉螺纹半径方向的深度为u=0.5(d-Ds)。
4)旋进力矩Tin是螺钉旋进使连接件开始接触并旋合时的力矩,即起始拧入阶段的最大力矩。
5)紧固力矩T是指连接件被紧固,压缩负载增加到预定值,旋进可终止时的力矩,T-Tin之差即为预紧力矩。
6)剥裂力矩Tlim。当螺钉继续拧入,使底孔的牙深区材料被挤压超过屈服极限而破裂时的力矩。
7)螺钉抽出力是指把螺钉拧入底孔后强行抽出时所需的轴向或拉伸力,也包括把底孔拉破、螺钉拉断时的力。
(2)力矩分析 由上述可知,自攻螺钉拧入到破坏过程中,力矩应控制在Tlim~Tin范围内,为了保证拧紧而不破裂,T≤Tin+0.5(Tlim~Tin)。另外,拧旋过程中发生的力矩大小与底孔直径大小有关,如果底孔直径大,则Tin小,Tlim与Tin之比高,但Tlim太低,螺牙附近材料易破裂,预紧力不够,连接不可靠。反之,底孔直径过小时,虽然底孔不易剥离破坏,即Tlim值高,但需要旋紧力矩大,Tlim与Tin比值小,且预紧力不大,为达到一定的啮合长度,攻旋时易破坏螺牙。所以,一定要选择合理的底孔直径(不同螺钉直径选用的合理底孔直径数据及底孔座结构和尺寸,可见本章第三节),在批量生产装配流水线中应用自攻螺钉连接方式时,需预先进行试验,用测力矩仪器测出最佳的Tlim与Tin比值,使紧固牢靠,底孔周围材料膨胀应变最小(用压缩负载传感器或应变仪)。一般用电动工具时Tin∶Tlim为3∶1~4∶1,对熟练工,Tin∶Tlim最低可达2∶1。另外,还需进行长期静载的应力松弛和环境温度变化时压缩应力、应变的计算及试验。
(3)自攻螺钉装配结构 自攻螺钉装配孔结构如图19-103所示。
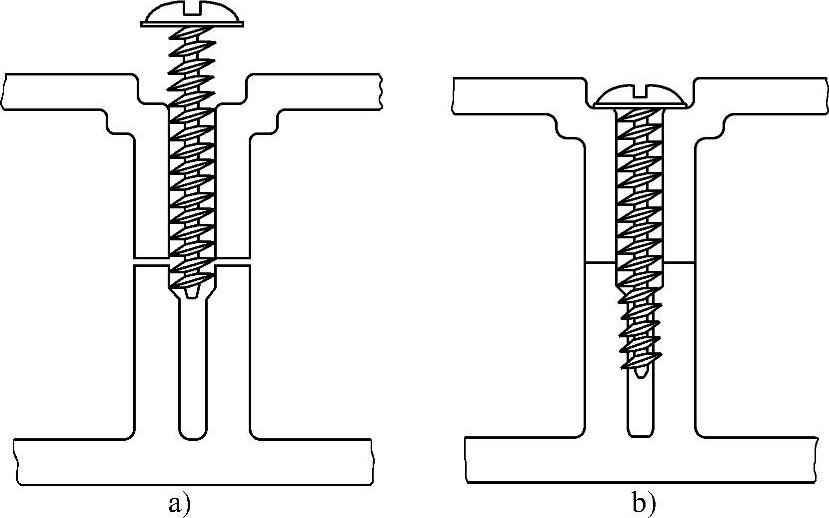
图19-103 自攻螺钉组装件
装配孔由贯通孔和底孔组成,通孔与螺钉之间单边间隙为0.25mm左右,底孔端宜设有引导段,以利于螺钉找准拧入,尤其对脆性塑料可防止发生碎裂。不通目结构需留足够间隙容屑。
自攻螺钉装配虽然是可拆式结构,但装拆次数有限(不及前面两种结构)。其装配速度快,成本低,一般常用螺钉直径为2~8mm。
(4)自攻螺钉的品种规格 按自攻螺钉自攻螺纹的方式可分为挤压型和刮削型,如图19-104所示。
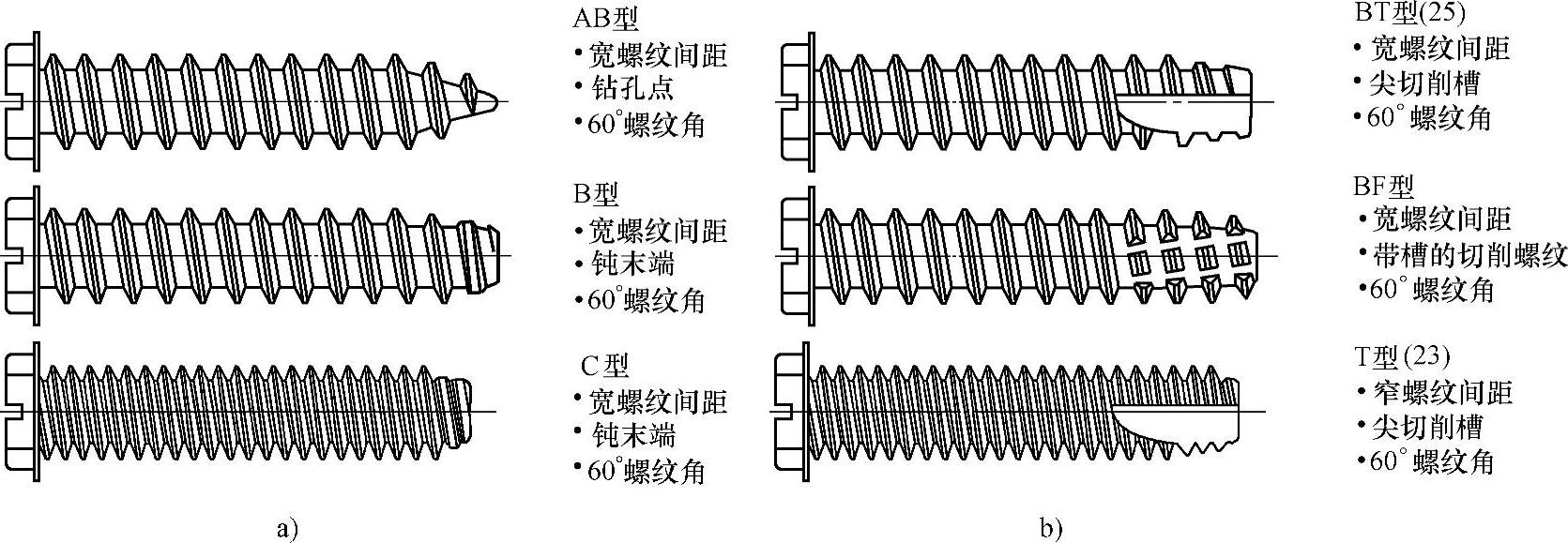
图19-104 ANSI标准挤压型螺钉和刮削型螺钉
a)挤压型 b)刮削型
挤压型(见图19-104a)螺钉是依靠螺钉拧入时将塑料挤压出螺纹齿形与螺钉啮合的,因此螺钉拧入及退出时阻力大,塑料应变大,残余应力大,一般适用于弹性模量较低的塑料。
刮削型(见图19-104b)螺钉前端开设刮削槽,拧入时如同丝锥一样在底孔中攻制螺纹同时啮合,这种结构螺纹连接可靠,强度高,残余应力小,啮合长度较长,但不通孔的底孔深度需提供足够的容屑空间,拆装时要防止再刮削而乱牙,适用于模量较高的热塑性塑料、热固性塑料及增强塑料。
按螺钉头形式可分为十字槽盘头、六角头、开槽盘头等多种形式。挤压型螺钉按螺钉端形式可分为锥形(C型)和平端(F型);刮削型螺钉端部皆为平端型。各种螺钉国家标准号见表19-179。
表19-179 各种形式自攻螺钉国家标准

规格标注举例如下:
1)挤压型螺钉:螺纹外径为3.5mm,长度为16mm,十字槽盘头螺钉,其标记为
GB/T 845ST3.5×16。
2)刮削型螺钉:螺纹外径为3.5mm,长度为16mm,十字槽平沉头螺钉,其标记为
GB/T 13806.2BST3.5×16。
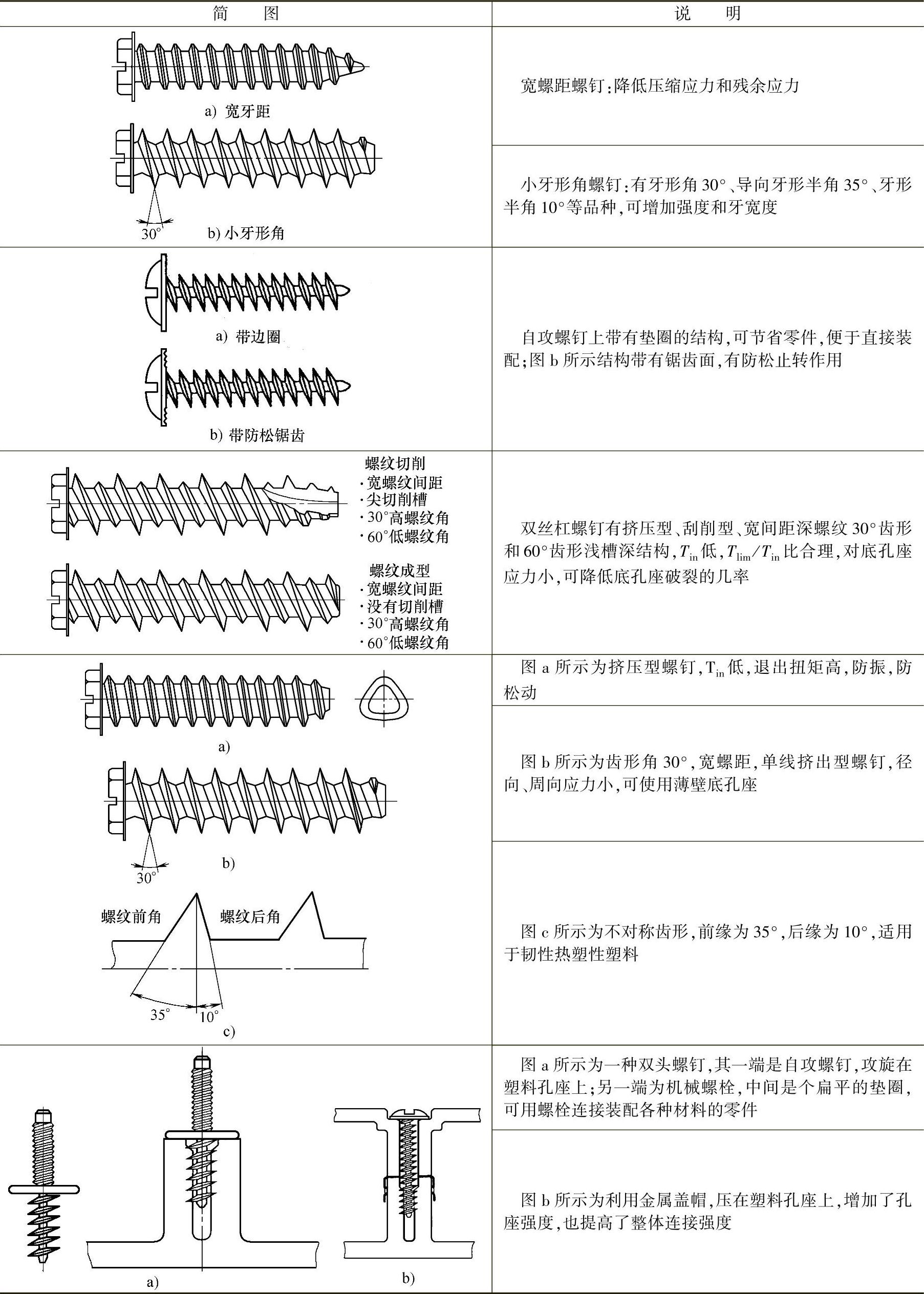
(5)新型自攻螺钉 几种新型自攻螺钉简介见表19-180。
表19-180 几种新型自攻螺钉简介
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。