



为了提高制品的表面质量,增加外形美观,标志制品信息(如商标、名称等)及其他功能(如防滑、增加表面附着性),常需在制品表面制作花纹、图案及文字。
1.花纹
花纹主要包括表面装饰花纹和功能性花纹。
(1)花纹的形式 表面装饰花纹是指在制品表面制作出的装饰纹理,它可增加表面立体感和摩擦力,改善视觉效果和触摸感,可降低制品表面质量的要求,也可遮掩成型过程中在制品表面上形成的疵点、丝痕、波纹、塌坑、浇口残迹等缺陷,如在制品表面制出皮革纹、细麻面、桔皮纹、木纹、凹槽纹、蛇皮纹、纺织品纹、大理石纹或其他几何图案等。
功能性花纹是指为实现某种使用要求而制作的花纹,如手柄、旋钮、瓶盖、转向盘等制品表面上的花纹及凹凸纹,它可增大摩擦力,防止滑动,便于执握和操作。
(2)花纹的制作方法 无论哪一种形式的花纹都需要在制品使用期内长期保留。目前,花纹的主要加工方法有以下一些:
1)模塑成型法。它是指采用电火花加工或照相腐蚀法在模腔表面制作出各种形式的装饰花纹,或利用机械加工、雕刻、压印等加工方法在模腔表面制作凹凸纹理、图案花纹,在成型过程中熔料填充型腔后随即冷却脱模,从而得到有表面花纹或图案的制品。
2)二次加工成型法。它是指当制品成型后采用热压、压花、涂装等方法制作表面花纹、图案及文字。另外,利用印刷等表面装饰技术也可制作表面装饰花纹、图案及文字,但花纹的耐磨性稍逊。
(3)花纹设计的注意事项
1)要结合制品外观及使用性要求选择花纹形式、布置形式(均布或集中布置)和在制品表面的位置,要便于模具加工,如在圆锥面的花纹其加工性差。
2)花纹应不影响脱模,应顺脱模方向,且沿脱模方向有一定的脱模斜度。采用照相腐蚀法制作模具侧面花纹时,塑件侧壁的花纹深度<0.1mm,脱模斜角α>4°时,制品可强制脱模。花纹越深,所需脱模斜度越大。制品侧壁上花纹的脱模斜度见表19-47。
3)花纹的高度应大于0.3mm,花纹高度不超过其宽度。花纹不应太细,因为太细太深的沟槽模具加工难,成型及清理模具亦困难;粗细花纹尺寸示例见表19-48。
4)在塑料制品平面上的花纹,可以是平行的直线花纹,也可以是网状花纹。网状花纹条纹线的交角为60°~90°。交角太小会在制品表面上形成凸起的尖角,易产生应力集中,影响制品及模具的使用。花纹结构形式与制品表面形状的关系见表19-49。
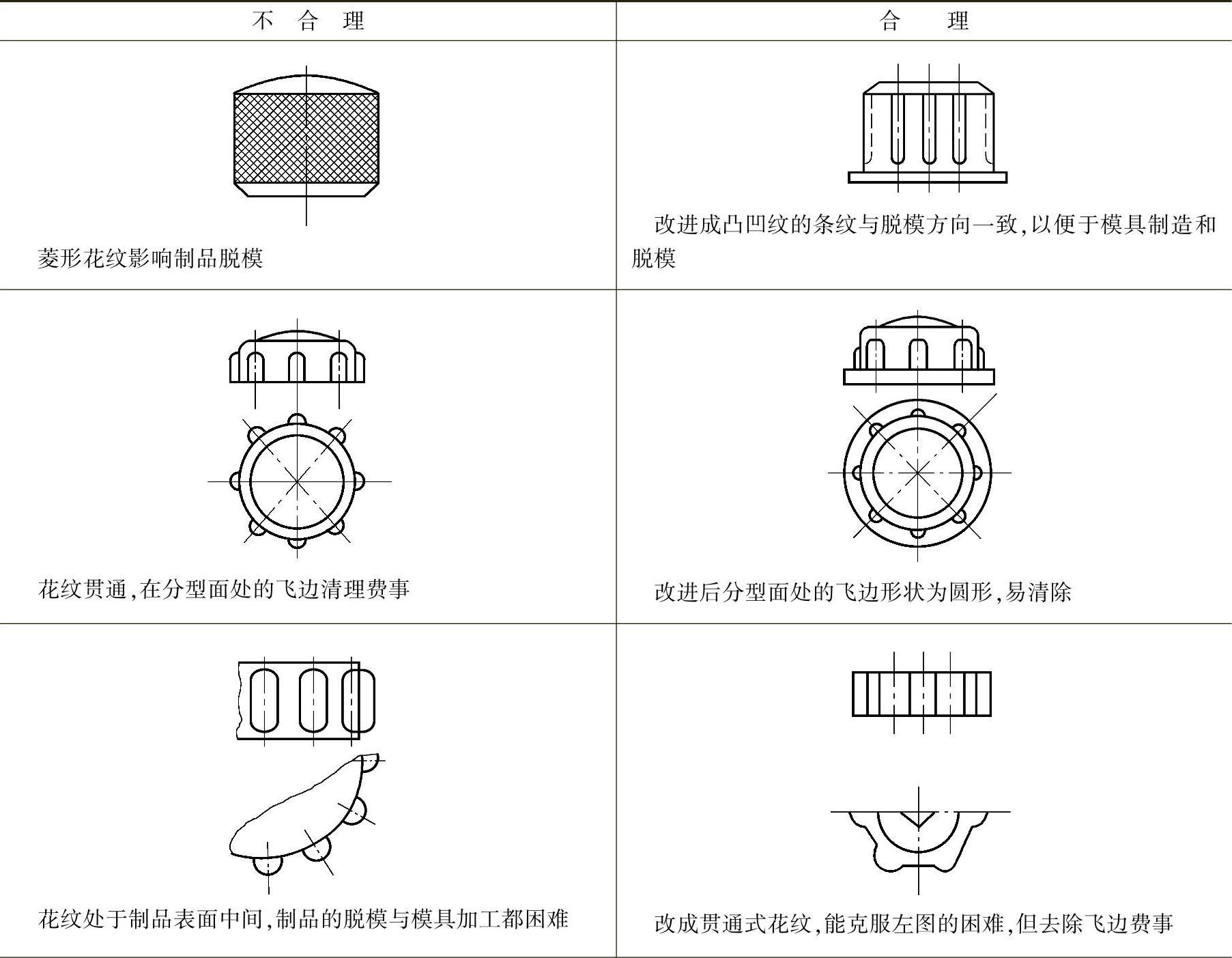
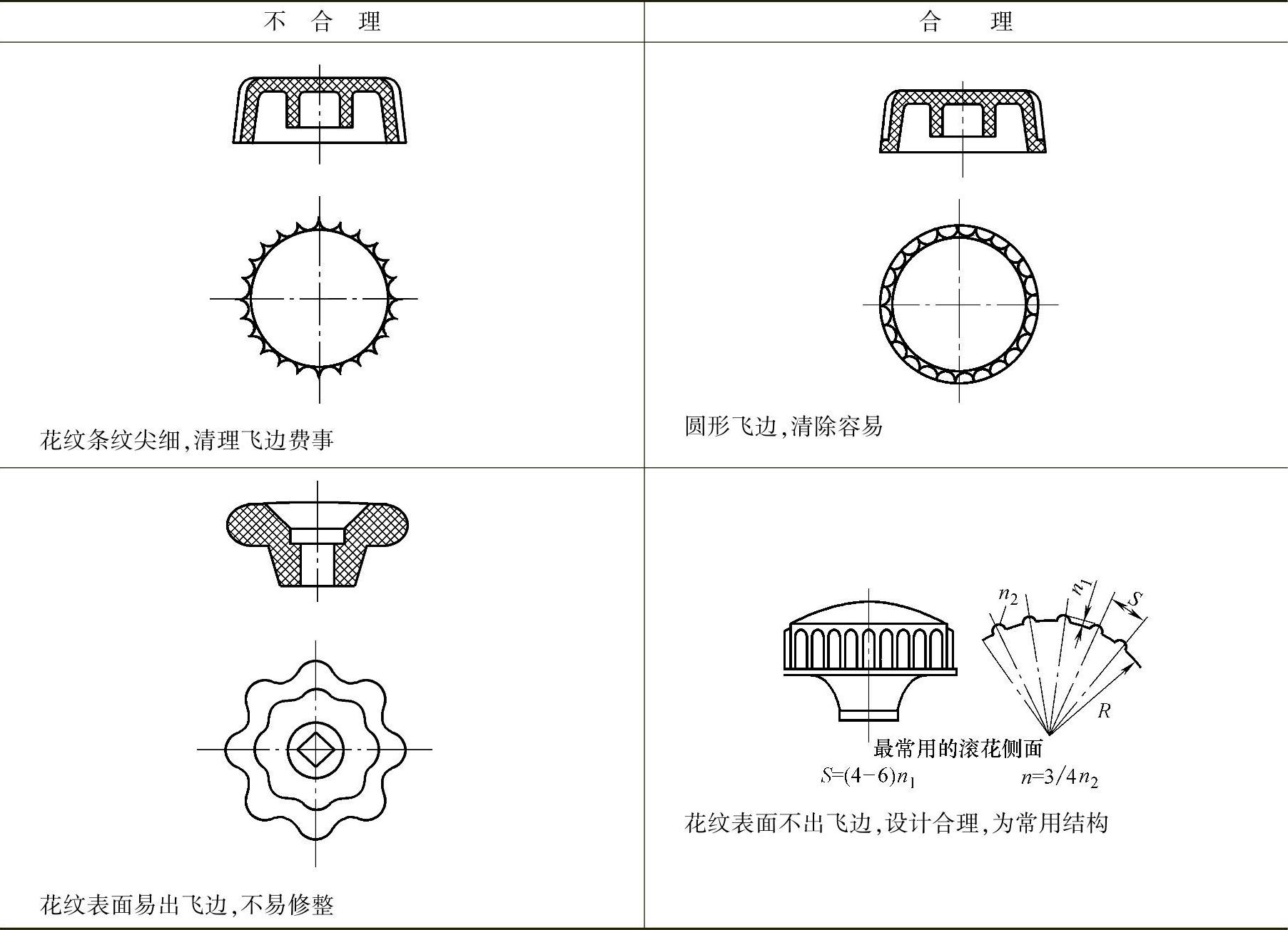
5)几种瓶盖花纹结构实例见表19-50。
表19-47 制品侧壁上花纹的脱模斜度
 (https://www.xing528.com)
(https://www.xing528.com)
表19-48 花纹尺寸示例
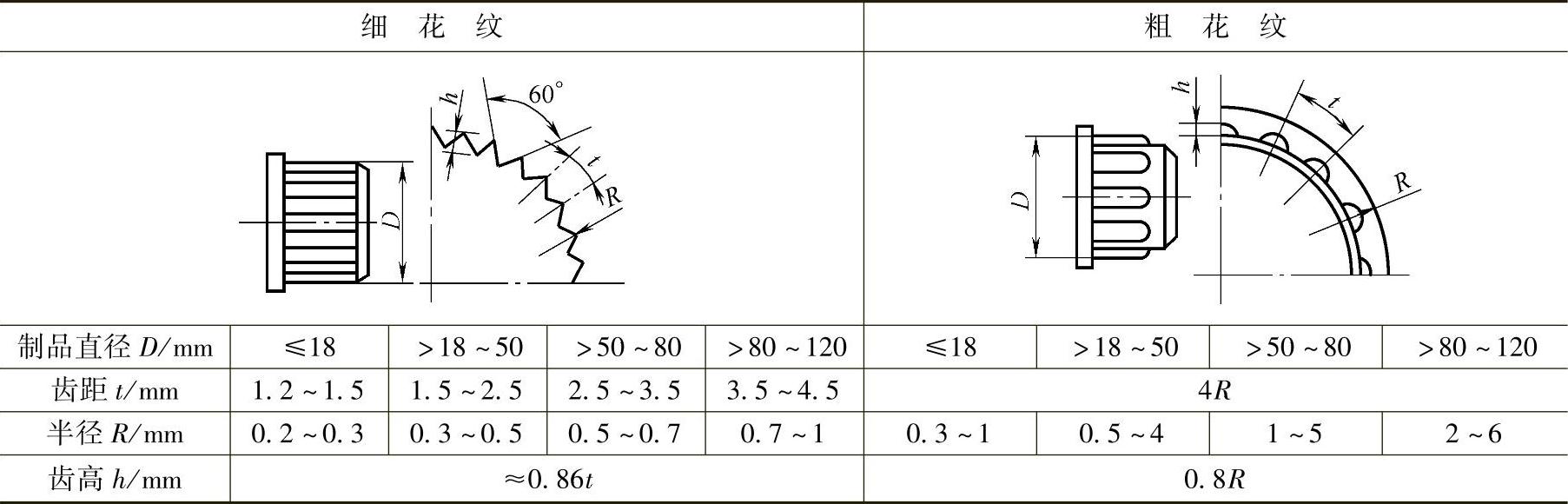
表19-49 花纹结构形式与制品表面形状的关系
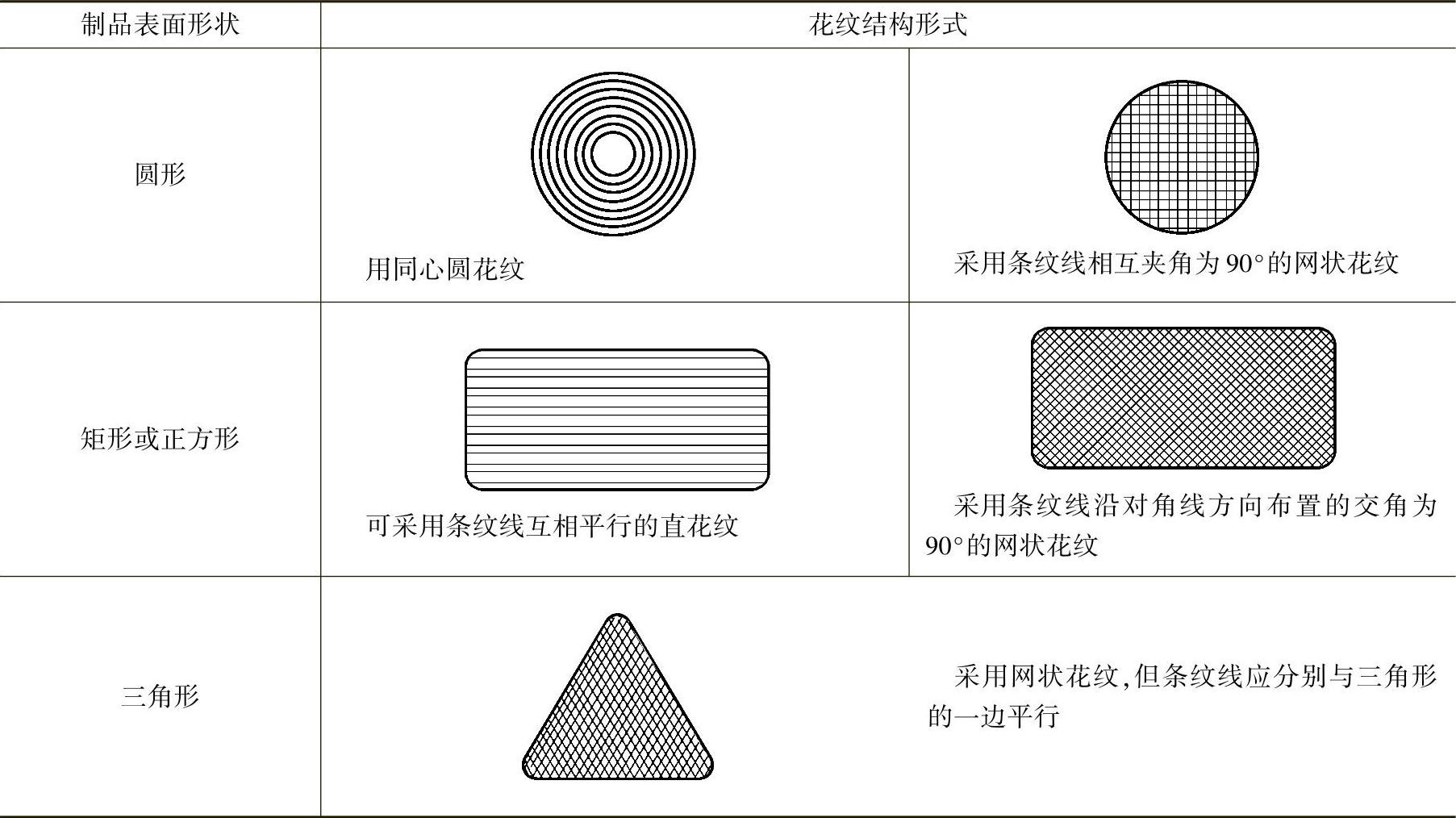
表19-50 几种瓶盖花纹结构实例
(续)
2.文字、标记、符号
塑料制品由于装饰、使用、标示等要求,常在制品表面上制作文字、标记及符号。其制作方法也可分为模塑成型法和二次加工成型法。
模塑成型法一般采用雕刻加工、压印、照相腐蚀加工在模具型面上直接加工出反相的文字、标记和符号,模塑成型后制品表面即可得到正相的立体文字、标记和符号。二次加工成型法即利用涂覆、印刷等表面装饰技术在制品上制作出平版或微凹凸版的文字、标记和符号。这两种方法的制品结构各有特点,这里主要介绍直接模塑成型的文字、标记和符号。模塑文字按结构可分为四种形式,如图19-57所示。
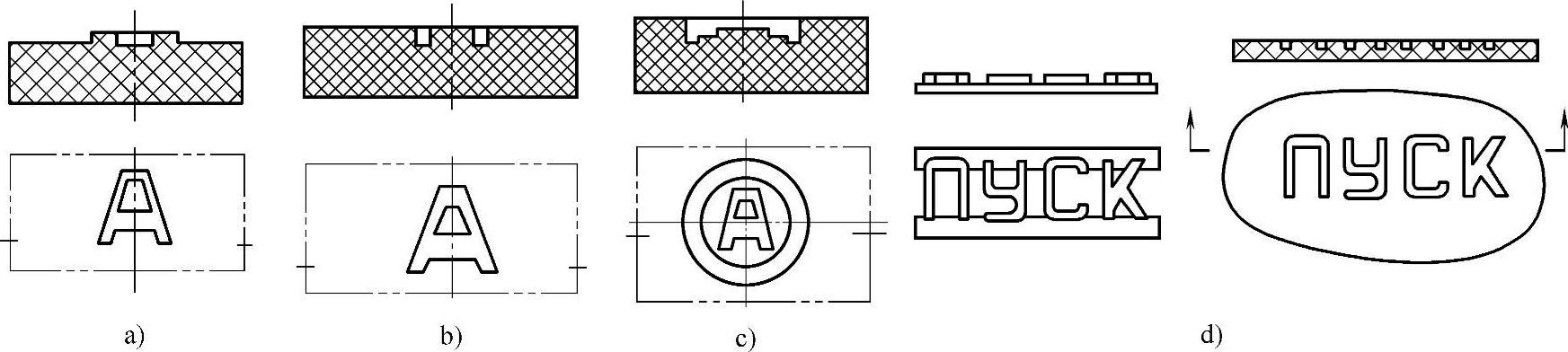
图19-57 四种模塑文字结构
图19-57a所示为凸型图文结构,即在模具上雕制凹型结构文字。制品上文字的凸起高度一般大于0.2mm,线条宽度大于0.3mm,多数为0.4~0.8mm,一般不超过1.2mm,且高度不超过宽度,侧面脱模斜角>10°。这种方法模具加工方便,但制品上凸形文字易被损坏。图19-57b所示为凹型图文结构,模具上要作出凸型图文,加工困难,工作量大,虽然保护制品图文较好,不易损坏,但仍尽量不要选用。图19-57c所示为凹坑凸字结构,用于塑件上表面不允许有凸型图文或在文字符号中需涂色的场合。该结构是将图文制作在镶件上,为了避免镶件在制品上残留痕迹,在镶件周围的结合线做成边框,边框比图文高出0.3mm以上。这种结构的优点较多,模具加工方便,既便于更换文字、标记及符号,又可保护图文不易被损坏。图19-57d所示为在制品上制作不同彩色文字的结构。首先用另一颜色的塑料制作由薄筋连接的字母,筋的厚度一定要小于字母的高度。必须采用比制品材料软化点高的塑料材料制作字母及薄筋,成型时先将薄筋连接的字母固定于模具内,然后压制或注射,即可得到与制品颜色不同的文字等标记,现在普遍采用双色注塑机和模具制造异色制品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。