



不同用途的塑料制品有不同的表面结构要求(包括表面粗糙度、表面波纹度、表面缺陷、表面几何形状等表面特性)。如高档家用电器要求高质量的表面装饰效果,需选用光泽表面或均匀粗糙的亚光表面;而轴承、齿轮等摩擦副制品,以及透明制品及光学制品,则必须要求较高等级的光滑表面。因此,制品的表面粗糙度也是影响制品外观、装配和使用性能的一项重要指标。
制品的表面粗糙度与塑料表面的特性、模具型面的表面粗糙度、成型工艺条件(如成型压力、成型温度、原料含水量、模具排气及冷却状况等)等诸多因素有关,因此在设计中选择表面粗糙度值时必须考虑上述诸多因素。
表19-13 模塑件尺寸公差表 (单位:mm)
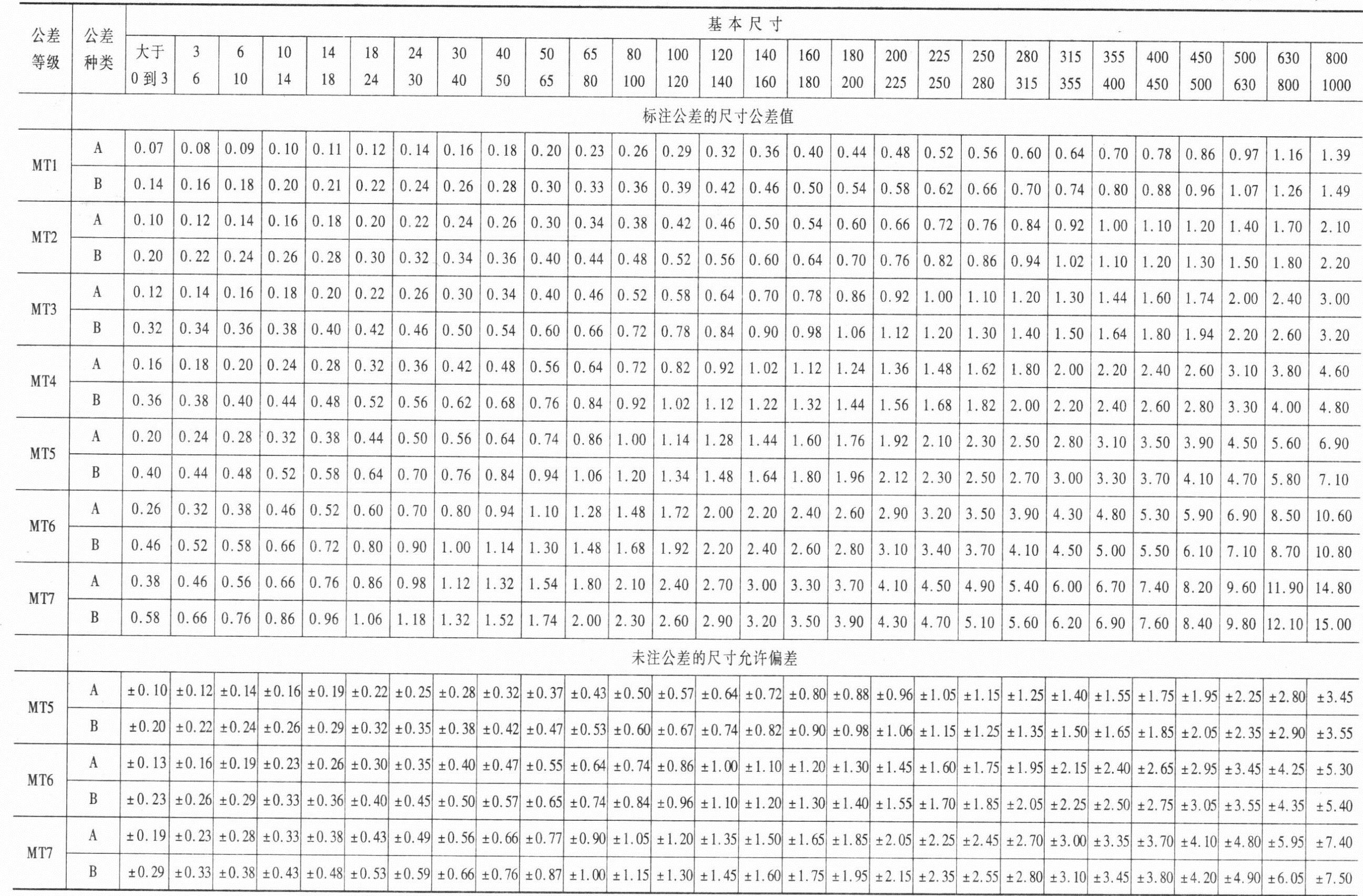
注il.A为不受模具活动部分影响的尺寸公差值;B为受模具活动部分影响的尺寸公差值。
2.MT1级为精密级,只有采用严密的工艺控制措施和高精度的模具、设备、原料时才有可能选用。
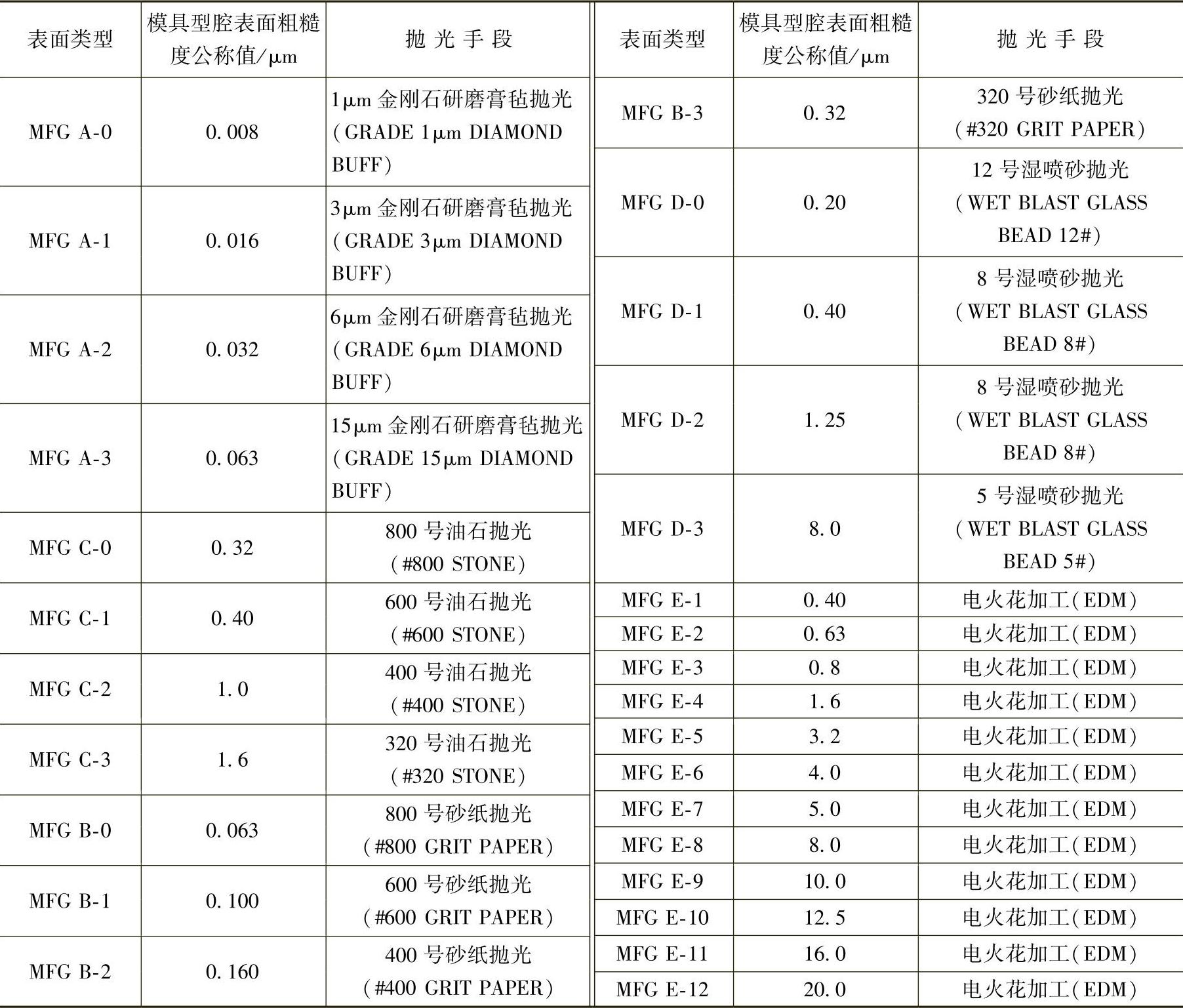
我国已制订了国家标准GB/T 14234—1993《塑料件表面粗糙度》。中国模具标准化技术委员会于1994年还制定了制作塑料模具的型腔表面粗糙度等级行业标准,该标准根据抛光模具型腔所采用的手段不同,将模具型腔抛光分为:A类,金刚石研磨;B类,砂纸研磨;C类,油石研磨;D类,喷砂抛光;E类,电火花抛光。该标准与美、日、德等国家的表示方法一致,每种方法又根据使用不同的研抛材料或工艺参数的不同分为若干等级,用0、1、2、3等。
制品表面粗糙度常与光泽度联系在一起,通常要求光泽度高的必须减小表面粗糙度值。但要减小塑料制品的表面粗糙度值并非易事,尤其要制作高表面质量的制品,不仅要选择合适的塑料、合理的成型工艺及工艺条件,并且要采用高型面表面质量的模具(包括采用高硬度模具钢及复杂的抛光研磨工序),或采用制品研磨抛光工序,由此会大大增加模具和制品的加工成本。因此,不要轻易选择高表面质量表面,只有当制品必须要求高质量表面时才选用高等级的表面粗糙度,一般应选用较低等级或亚光、无光表面为宜。另外,对不同材料制品也应选择不同的加工方法,如对玻璃纤维或发泡制品,即使模具表面的表面粗糙度值再小也无济于事,只有采用涂装、抛光等工艺才能得到高表面粗糙度等级的表面。
另外,对要求不同光泽度的制品还可采用添加光泽剂、消光剂等助剂方法,或采用涂装、金属化表面处理方法来实现。这有利于简化模具和制品加工工艺。不同加工方法和不同材料所能达到的表面粗糙度值及塑料成型模具型腔表面粗糙度等级见表19-14和表19-15。(https://www.xing528.com)
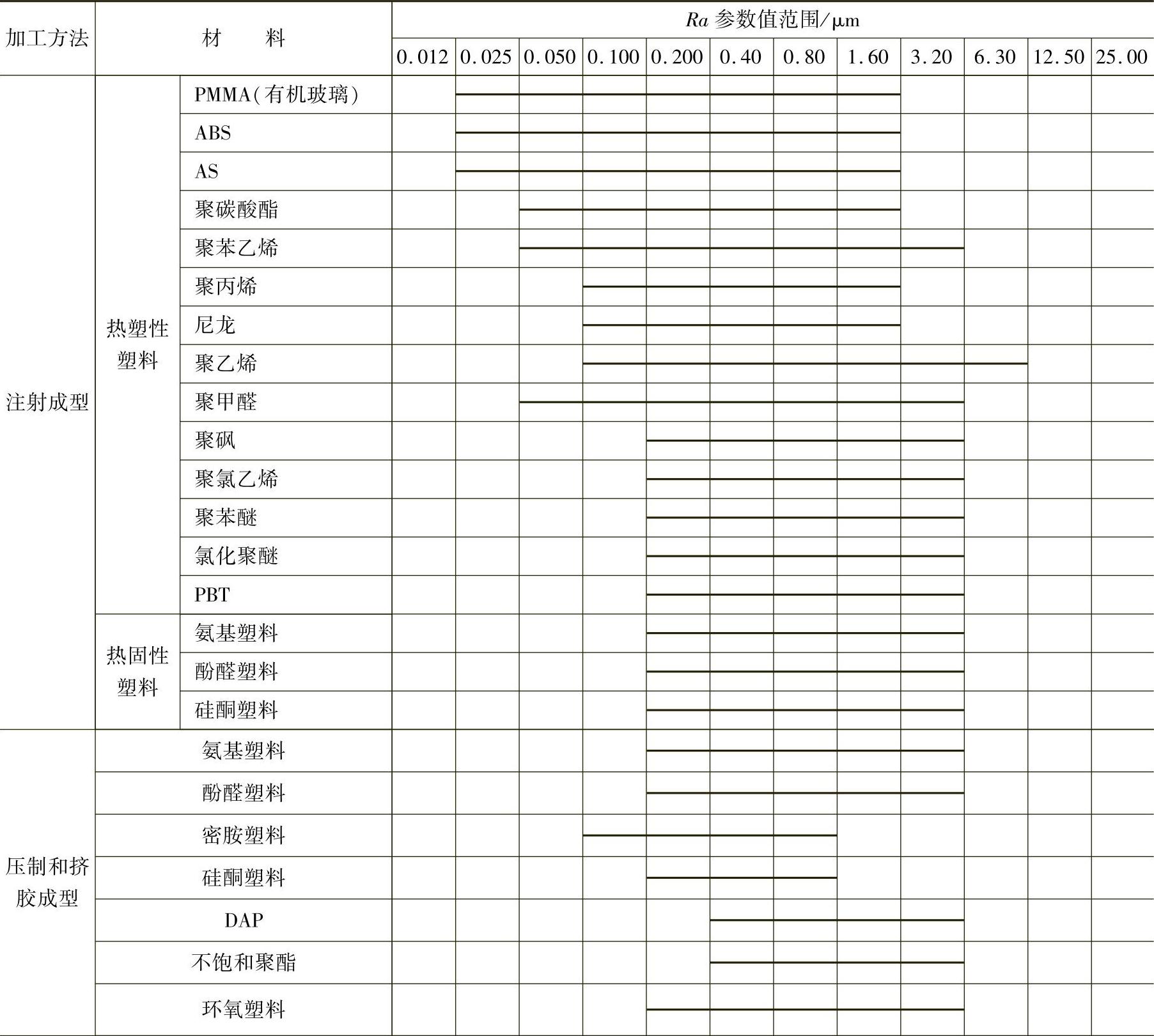
表19-14 不同加工方法和不同材料所能达到的表面粗糙度值(GB/T 14234—1993)
(续)
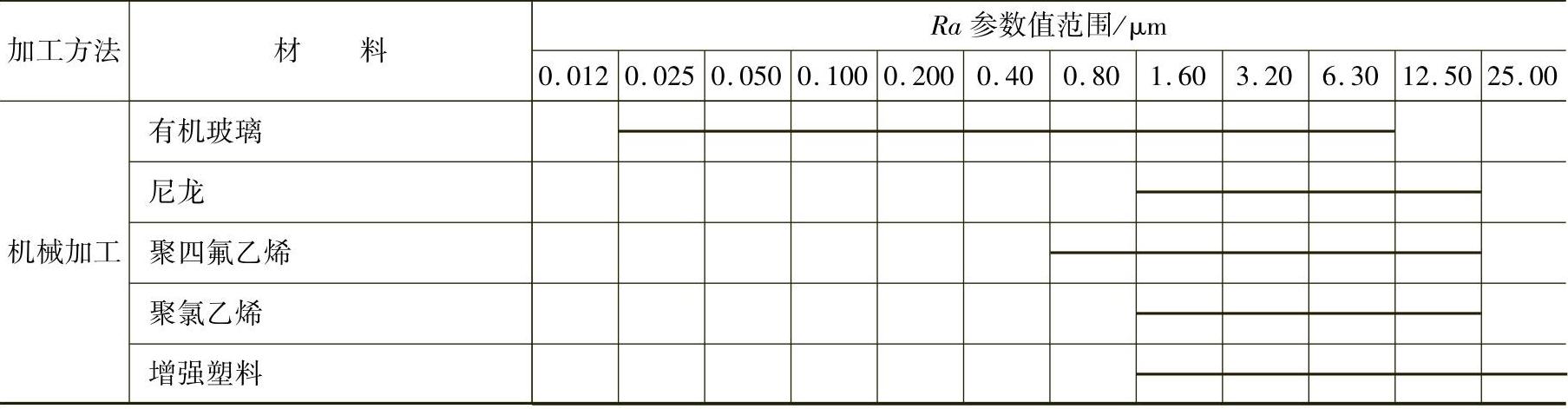
注:模塑增强塑料件Ra数值应相应增大两个档次。
表19-15 塑料成型模具型腔表面粗糙度等级
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。