



影响塑料制品尺寸精度的因素很多,有塑料品种、模具结构及精度、成型工艺(成型工艺及条件、设备精度)、使环境条件等。其中的每一项因素又由若干分支因素决定,如图19-14所示。
实际上,决定塑件尺寸精度的因素可分为塑料收缩率及影响收缩波动的因素和模具制造精度两部分,前者为主要因素,后者为受控因素。因此,塑件的尺寸精度较低,不能按金属件的标准选择,且其精度与塑料品种有密切的关系。
例如,在原料种类中一个重要的因素是所选塑料是无定形塑料还是结晶型塑料,由于结晶型塑料分子在晶粒中呈紧密排列,因此成型收缩率大于无定形塑料;又由于结晶型塑料的分子总是部分结晶的,因外界条件的不同,结晶度有大有小,其收缩成型率就会在较大范围内波动,使尺寸精度降低。用无机填料(纤维或颗粒)加入塑料原料中成为纤维增强塑料,或无机粒子填充共混料后成型收缩率都会大大降低。因此,各种不同塑料所能达到的精度等级是各不相同的。
综上所述,对于制品设计、模具设计或工艺设计人员来说,必须了解各种塑料所能达到的基本精度才能比较合理地选择塑料品种,确定塑料件的公差。
另外,塑料制品间的配合,或塑件占金属件的配合也不能按金属件间的配合关系选用配合间隙。如塑料轴与塑料轴承或金属轴与塑料轴承作间隙配合时不能按传统的金属轴与金属轴承之间的配合关系选择间隙值,因为塑料的线胀系数比金属大得多,常采用将塑料轴套镶嵌在金属支座孔中作轴承的结构形式,由于摩擦生热而造成轴套膨胀会使内径缩小(外径被金属包围无法膨胀时)将引起配合间隙减小,以至在运转时会严重摩擦生热而烧毁轴承,此外像尼龙类塑料轴套在潮湿的环境中工作时,因吸湿膨胀而产生类似问题的事也屡见不鲜,严重时会造成将轴箍死,或因间隙过小而失效,这在设计动配合间隙而最终分配公差值时应特别加以注意。应根据膨胀值进行科学计算再决定公差值。
在塑料孔或塑料轴作过盈配合时应注意塑料的弹性模量比金属小得多,因此过盈配合所能传递的扭矩也要小很多,而且由于塑料的蠕变松弛,过盈配合的可靠性和所能传递的扭矩还会因时间推移而继续减小,更为严重的是由过盈造成的内应力在长时间作用下会使一些塑料发生应力开裂现象,因此在制品设计时,如果利用过盈来传递扭矩时应特别地慎重,最好辅以其他的连接方式,而且过盈量也不宜大。
综上所述,制品设计时应按选用塑料的成型精度特性来选择尺寸精度。
目前世界上许多工业发达国家都制订了本国的塑件公差标准,如德国的DIN 16901、俄罗斯的ΓOCT 11710及美国塑料工程协会的SPI标准等。我国也制订有GB/T 14486—2008《塑料模塑件尺寸公差》等国家标准。
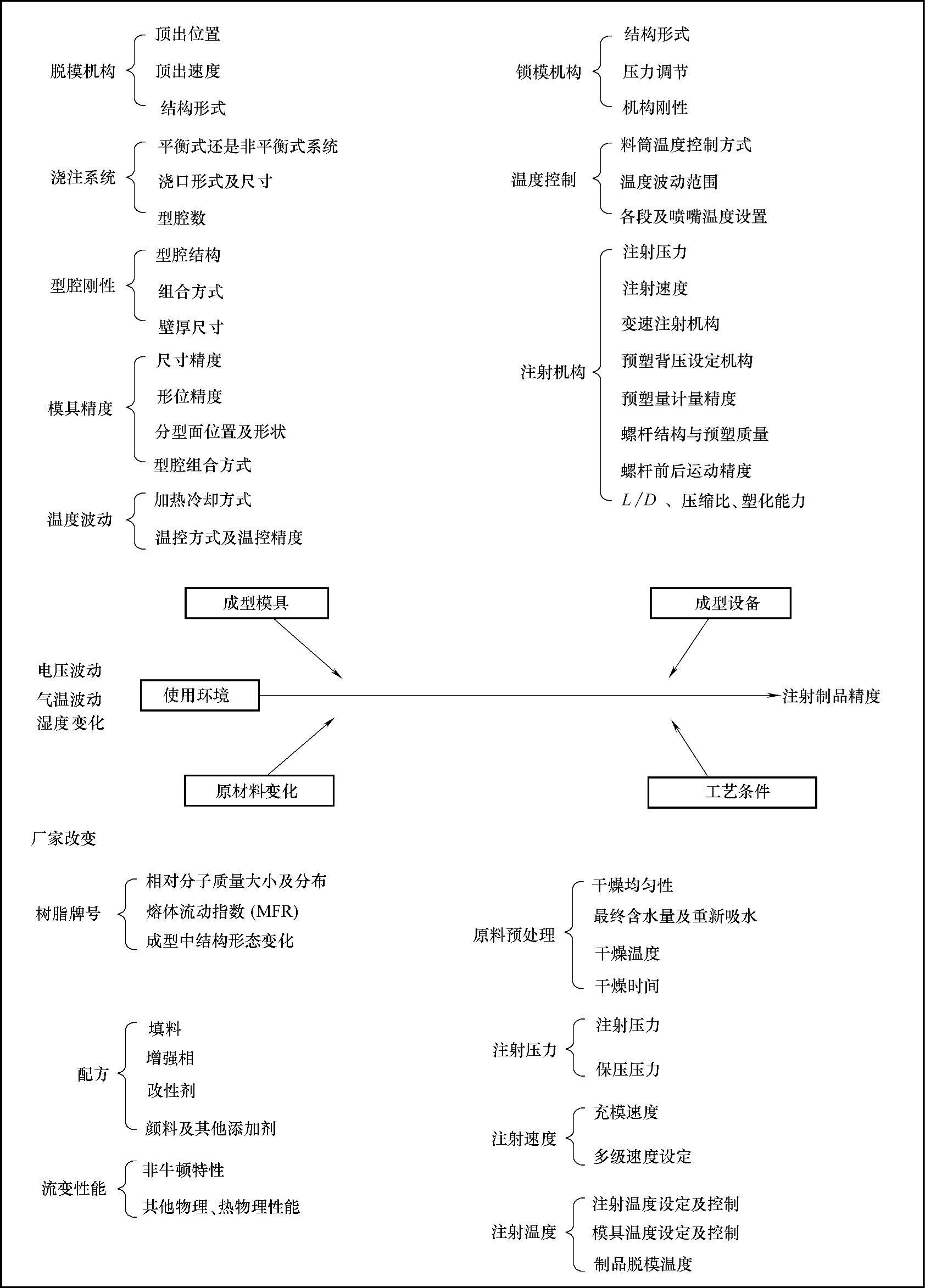
图19-14 影响塑件尺寸精度的各因素
1.常用塑件公差
GB/T 14486—2008标准适用于注射、压塑、传递、浇注成型的模塑塑料制品,尺寸范围0~1000mm,共分为28个尺寸段。
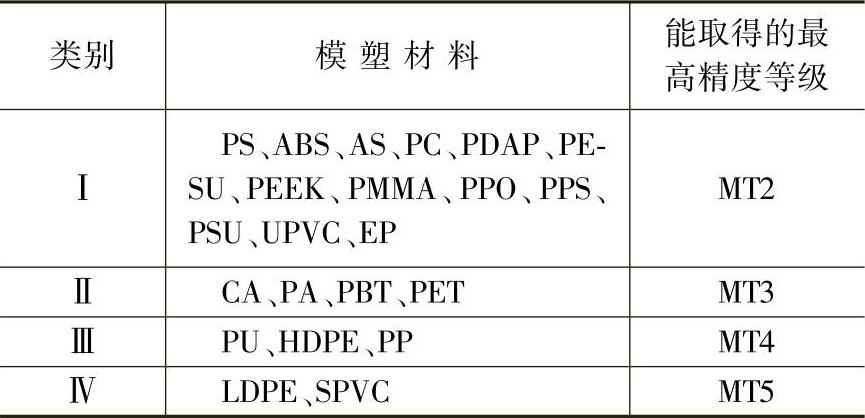
该标准中按各种塑料收缩特性值,经大量抽样实测后,按精度等级将模塑材料分为四类,而每一类材料中,其尺寸误差的分布规律被认为是一致的,有高、中、低三个精度等级,即标注有尺寸公差的高精度等级、一般精度等级和未注公差尺寸的低精度等级,其中高精度和一般精度只差一个精度等级,而一般精度和未注公差的低精度相差两个精度等级。常用塑料模塑件能获得的最高公差等级见表19-10。
表19-10 常用塑料模塑件公差等级
然后将每种塑料取其中三个等级,即标注尺寸公差的高精度等级,一般精度等级和未注尺寸公差的低精度等级,见表19-11和表19-12。(https://www.xing528.com)
表19-11 常用塑料模塑件的尺寸公差等级
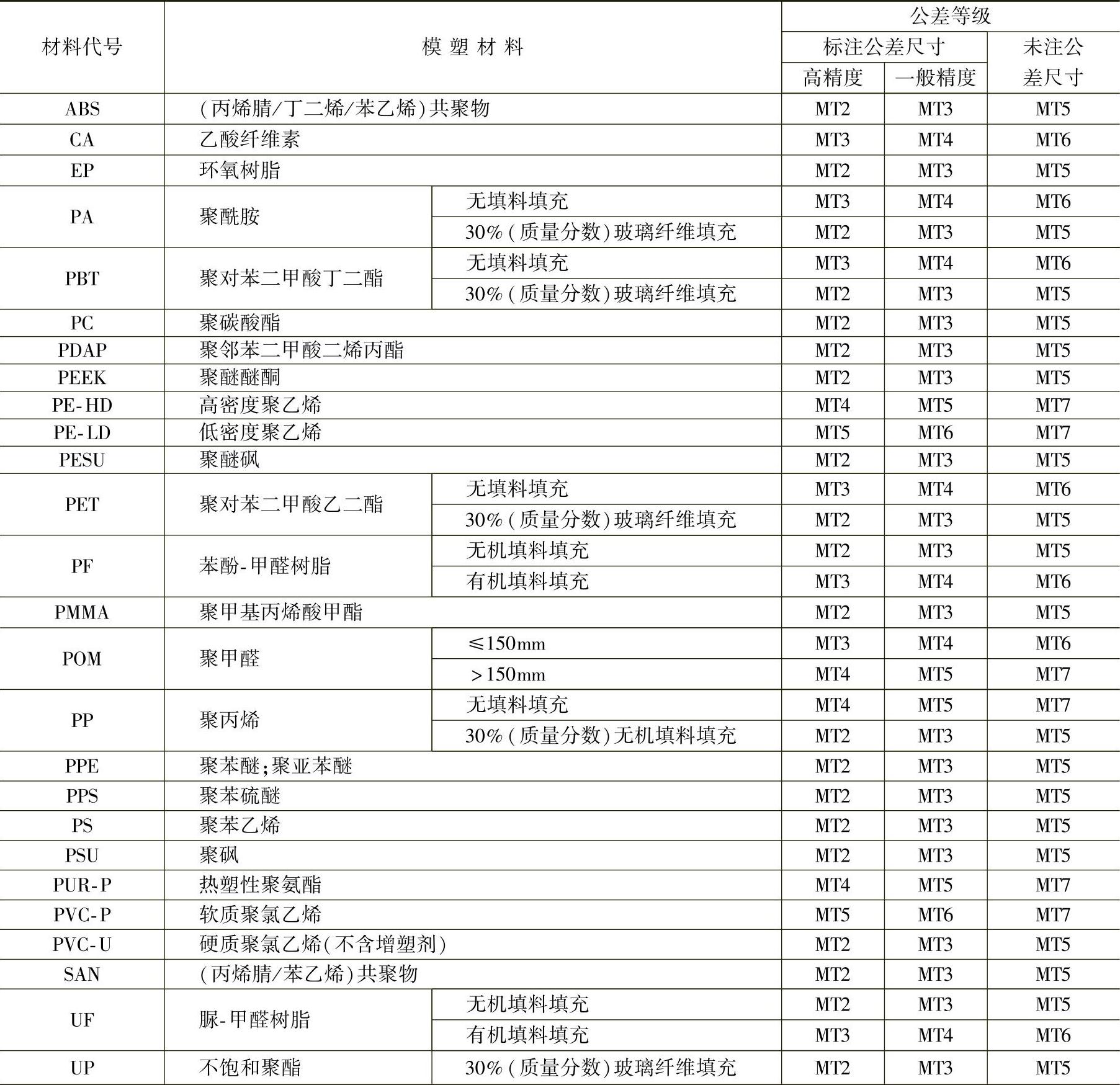
注:本表中未列入的塑料品种其公差等级按收缩特性值确定。
表19-12 成型收缩率特性值和对应的公差等级

模塑件尺寸公差表见表19-13。
2.公差的选择
设计制品时,可先按塑料品种和使用条件按表19-11和表19-12确定公差等级(包括高精度、一般精度或未注公差尺寸),然后按制品尺寸从表19-13中查取尺寸公差值。
表19-13中MT为尺寸公差代号,共分为7级(即从MT1~MT7)。该表只给出公差值,尺寸的上、下偏差可根据工程的实际需要分配。例如,基孔制的孔可取表中数值冠以(+)号,基轴制的轴取表中数值冠以(-)号,中心距尺寸取公差数值之半冠以(±)号,其余情况的上下偏差可根据材料特性和配合性质对公差值进行分配。表中A及B公差分类是指制品上不受模具活动部分影响的尺寸与受模具活动部分影响的尺寸应取不同的尺寸精度,如由整体型腔成型的径向尺寸等为不受模具活动部分影响尺寸,如图19-15所示,可达较高尺寸精度。而由相对位置可发生变化或更多模具零件共同成型的制品尺寸为受模具活动部分影响尺寸,如图19-16所示,如壁厚、底厚等尺寸均受嵌件、滑块位置变化而影响的尺寸,可达的尺寸精度较低。
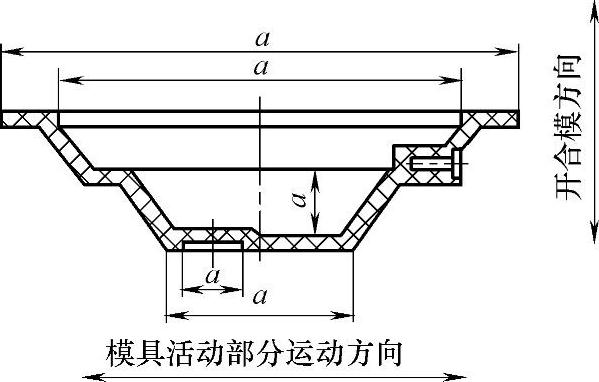
图19-15 不受模具活动部分影响的尺寸a
塑料制品在装配和使用过程中,其尺寸精度和形位精度是十分重要的,随着塑料件在工业、国防、电子、电气等行业中的广泛应用,对尺寸精度的要求越来越高,尤其是在有配合的情况下,为了满足塑料零件的批量使用就希望塑料件具有互换性,在设计塑料件时就必须同时确定其尺寸精度。如果精度定得太低,就达不到互换性的要求,而如果提得太高,生产时废品率又会很高,相应地就要增加制造成本。当塑料件精度要求很高时就必须采用昂贵的精密注塑,常用塑料公差等级选用MT2为最高等级,只有第一类材料才能选用该等级。使用者应该知道,塑料件的MT2级精度等级是很高的,它对模具、设备、工艺、原材料甚至环境条件(包括温度、湿度、电压)的稳定性都有很高的要求,选用越高的精度等级会使废品率增加,成型效率降低,生产成本提高。第二类材料则不可采用MT2级精度,否则其废品率将会是很高的。在标准中虽然设有MT1级精度但一般不采用,今后随着科学技术的进步,设备控制精度、模具制造精度和塑料原料的稳定性不断提高,而且从使用的角度对该塑料件的尺寸精度提出了更高的要求时,才可以考虑采用一级精度。
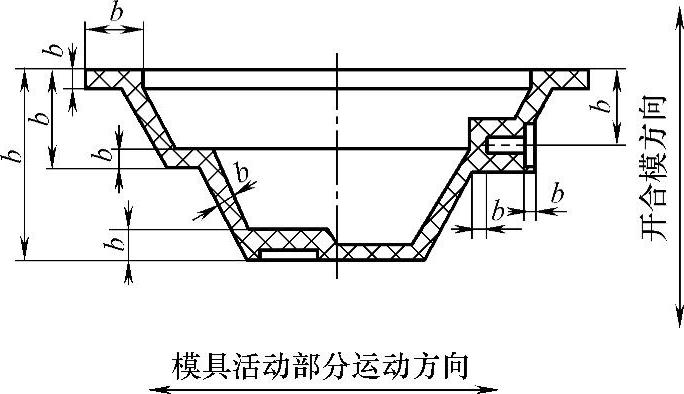
图19-16 受模具活动部分影响的尺寸b
另外,当制品沿脱模方向两端尺寸均有公差要求时,应考虑脱模斜度对精度的影响。同时,在此还需强调一点,即使设计时选择了合理的尺寸精度,但还必须控制选料品种的规格、成型工艺条件、原料干燥、模具精度等各因素,对新产品应经试模验证,调节各参考值后才能定型,对老产品如果变更原料供应商或规格等,也都应经试模验证后才可批量生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。