



涂层通常是由底漆、中间层、面漆等多层涂料组成的涂料体系,每层涂料各有不同的用途和物性要求,且各层涂料间物性应互相匹配,相容,相粘结,性能互补。但不是所有制品都需采用多层结构,而是按制品材料性能、尺寸形状、涂层使用性能、表面状态及处理方法、涂装方法及工艺等各项因素来决定应选用的结构。如一般机械设备的防锈涂层只需直接在底材表面涂覆一层防锈涂料层即可,而表面装饰性要求高的制品,或表面能低、涂料附着性差,或表面粗糙的制品,则需要设计多层涂料结构。图18-2所示为几种涂层结构示意图。

图18-2 几种涂层结构
表18-3 涂料的常见性能指标

1.底漆
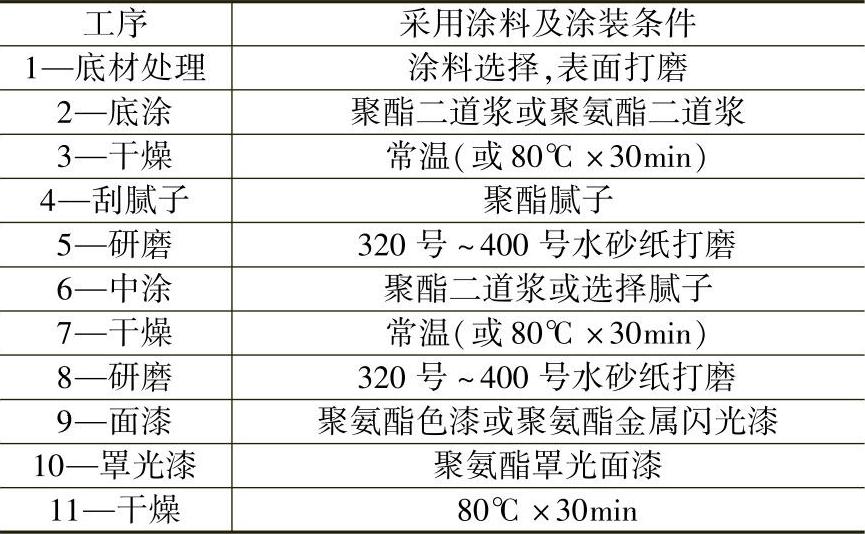
底漆是一种对底材和面漆都相容与亲和的涂料,它可使涂料层对底材有较强的附着力。对PS、ABS、PP、POM、PC、PBT等与面漆附着性不良或直接涂装很困难的非极性底材(如PP、高结晶度塑料等),涂覆适当的底漆(如氯化聚烯烃等涂料)后可对低表面能的底材有良好的附着力,且对面漆也有良好的相容亲和力,故使非极性底材也能涂覆粘结牢固的涂层。对表面粗糙的底材,如SMC、GFRP、RIM成型制品、发泡、手糊、缠绕成型制品等,涂覆底漆可修补填平表面缺陷和凹凸不平,打磨成表面光滑平整的底面,增加涂层丰满度和平滑性。另外,底漆还有保护底材表面的功能,如对金属制品可提供防锈、防腐蚀功能,对木材制品有防水、防腐、防蛀功能,对塑料制品可提供耐磨、耐候等功能。如安全帽头盔等制品,要求涂层具有耐水、耐晒、耐光照老化和高装饰等性能,因此,其底材必须涂装底漆。FRP制头盔的涂装过程见表18-4。
表18-4 FRP制头盔的涂装过程
底漆是由树脂和溶剂配制的专用品种,不同品种各有特点和用途,适用于涂覆相适应的底材。底漆应与底材、面漆相匹配,且必须保证其溶剂对底材及面漆无侵蚀或侵蚀性很少。塑料制品常用底漆的性能比较见表18-5。
表18-5 塑料制品常用底漆的性能比较(https://www.xing528.com)

注:○表示优良;△表示良好;×表示实用有问题。
2.中间层
中间层又称为二道浆,是设置在底漆或腻子层上面、面漆下面的涂层,是为修饰制品涂装面的凹陷、针孔、打磨痕迹及低发泡制品不平表面等缺陷而设置的。它可提高面漆附着力,增加漆膜丰满度和平滑性。因此,当制品表面比较粗糙时使用中间层较多。二道浆是由颜料、填料及成膜物组成的。填料主要由沉淀硫酸钡、滑石粉、硫酸钙和石英砂等。二道浆涂层较厚,打磨性好,但因涂层厚,在干燥时内外层受热不匀,易产生裂纹及剥落。二道浆用的树脂应对底漆和面漆都有较好的附着性,常用双组分不饱和树脂配作厚膜二道浆。为了简化涂装,目前已开发了兼备底漆和二道浆功能的涂料。
3.面漆
面漆是表面涂层专用漆,是赋予漆膜平滑性、光泽、颜色、耐候、耐磨、耐溶剂等各种物性的涂料。面漆与底漆或二道浆有良好的结合力,其品种很多,每一种都各有不同物性及功能,需按涂层使用性要求择取。
另外,为了提高涂层的光泽度及装饰性,还常在面漆上再涂覆一层罩光面漆,如聚氨酯清漆等。
4.腻子及封闭漆
腻子是用固化速度快、体积收缩率小的胺固化环氧树脂或不饱和聚酯与颜料、填料组成的,其颜料的体积分数比二道浆高,固化速度更快,对制品表面缺陷填补性及打磨性更好,常用于修补制品表面的严重缺陷。也就是说,要先涂布腻子打磨后再涂装底漆。
封闭漆的特性与腻子相似,但它主要用于修饰面漆的涂层表面,也可起到保护制品及涂层物性的功能。如PVC制品使用封闭底漆可阻止PVC内增塑剂向外迁移失散,防止制品变硬变脆;对化工防腐的液体储槽采用双组分环氧封闭底漆可有效地阻隔储液渗漏;PVC农用膜采用封闭涂料也可阻止PVC增塑剂迁移渗出,延长农膜的使用寿命。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。