



塑料网是用特殊结构机头挤出成型的网状制品。按塑料品种可分为PP和PE(包括LDPE、HDPE)实心网和发泡LDPE网;按工艺可分为牵伸网和非牵伸网;按形状可分为圆筒状网及平网(片网);按网格形式可分为菱形网、斜菱形网、六角形网,正方形网等。
在塑料网中,LDPE发泡网应用最广,具有防振、质轻、弹性好等优点,广泛用作玻璃器皿、陶瓷制品、水果、精密仪器等减振防护包装。实心网主要用于承重包装,制成购物袋可用于玩具、食品、蔬菜和啤酒等的包装。
1.成型机理
塑料网的成型机理是利用旋转机头的内外口模的相对旋转运动或上下移动来制作圆筒形网或平片网的。以圆筒形网为例,其成型时口模运动如图17-103所示。
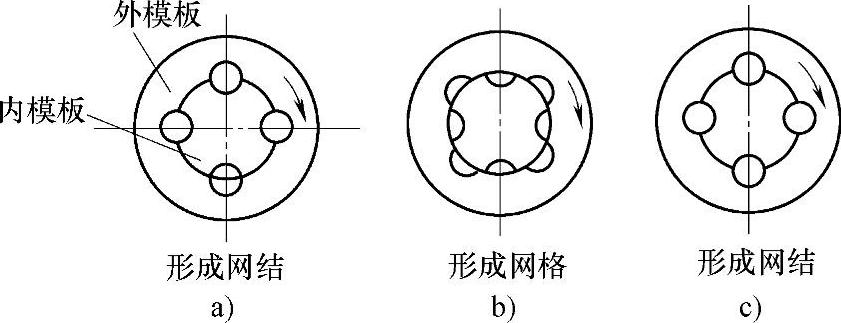
图17-103 塑料网格形成示意图
在内外口模上各自开设数量相同的若干条半圆形凹槽(内外口模凹槽尺寸及槽距均匀一致,槽距误差<0.1mm,内外口模槽重合后孔径为1.3~3mm,内外口模滑动间隙为0.018~0.02mm)。当口模旋转槽分开时(见图17-103b),则槽各自挤出网条;当旋转槽重合时(见图17-103c),则内外网条相交,并在交点熔合接成网结点。如此连续运转即可制成圆筒形网套。如果调节内外口模旋转速度、旋转方向、挤出速度和槽数等参数,则可挤出各种尺寸及花式的网格及各种尺寸的网条。例如一个口模固定、一个转动,则固定口模挤出直网条,转动口模挤出斜网条,两者重合时可组成斜菱形网格。又如圆形口模可制作圆筒状网,如用T形口模,上下两片口模作反方向平移,则可挤出平片状塑料网。
2.成型工艺
(1)实体网成型工艺 实体塑料网成型工艺流程如图17-104所示,工艺由挤出网、冷却定型、加热拉伸、热处理、卷取等工序组成。

图17-104 实体塑料网成型工艺流程图
1)原料。用拉伸级PP(MI=0.8~2.5g/10min)、MI=0.7~2.0g/10min的PE(用作拉伸硬丝平网)、MI=0.25~2.0g/10min的PE(挤普通圆网)等树脂为基材与助剂配制配方料。
2)成型工艺条件。PE挤出料筒温度为140~260℃,机头温度为260~270℃,口模温度为270~280℃;PP挤出料筒温度为150~220℃,机头温度为220~240℃,口模温度为240~250℃。
挤出常用SJ-65或SJ-45型挤出机。其压缩比为3∶1;长径比为20∶1;螺杆转速为10~90r/min;旋转机头转速为1~25r/min;定型套直径为口模的1~3倍;牵引速度为0.4~2.5m/min。
冷却水温为30~50℃;模离冷却水面50mm;拉伸温度为90~100℃;拉伸比为5~7。
(2)LDPE发泡网成型工艺 制品网折径为300mm,网丝直径为1.2mm,整个直径上的网眼有60个。
1)工艺流程:配料→挤出网坯发泡→冷却定型→牵引→卷取。(https://www.xing528.com)
2)原料。可采用PE、PP、PVC等树脂配制配方料,但目前LDPE应用较多,常用MI<1g/10min的LDPE与F-12发泡剂等助剂配制发泡塑料配方料。
3)挤出机常用SJ-65或SJ-45型挤出机,现采用螺杆直径为45mm,长径比为20∶1,压缩比为3∶1,转速为20~24r/min,模具转速为1~25r/min,牵引速度为1~1.5m/min,三者速度必须互相匹配。
4)成型温度,料筒为100~150℃,口模为150~160℃。
成型温度为155℃时,制品密度、平均气泡直径较小,质量好。如果成型温度过低,则塑化不良,气孔大,密度大;如果成型温度过高,则熔体强度下降,泡孔互穿呈大泡孔,强度下降。因此,必须控制成型温度。
5)挤出压力。挤出机机头结构应保证物料在挤出前处于高压下进行塑化,发泡剂反应后产生大量泡核储存在熔体之中,待挤出后熔料中的气体才膨胀发泡。
6)冷却定型。发泡网应立即进入冷却定型套定型,如果要扩大网套直径,则定型套直径应比口模大,一般可扩大1.5~3倍,定径套应尽量接近口模。网丝直径大小与定型套和口模直径之比、挤出速度、冷却速度和牵引速度有关,如果挤出速度慢,牵引速度快,则网丝细;反之则网丝粗;如果模具转速快,则网格小;反之,易发生并丝现象。
总之,生产发泡网工艺控制的关键是以下三个方面:一是挤出机内塑化温度应满足发泡剂的分解温度,并应严格控制温度,保证其过程为先交联后发泡;二是发泡剂在物料中应分散均匀,熔化良好,使发泡气体在熔融物料中溶解度增大,气泡量增多,成核数增多,得到发泡均匀且气泡孔径小的发泡网;三是挤出压力的大小对泡孔的形成有一定影响。
3.发泡网的性能及用途
(1)挤出发泡网的性能 几种聚烯烃挤出发泡网的性能见表17-122。对于材料PP,其发泡倍数为7.2倍,密度为0.1282g/cm3,孔径为0.31~0.35mm,结点结合力为26N,拉力(单根)为26N,(整个网袋)拉力为92N,回弹性为0.15mm/50g,1.54mm/400g。
PE发泡网袋性能如下:网材直径为60mm、80mm、100mm,发泡倍数为20~25倍,拉伸强度>120N/cm2;伸长率≥10%。PE原料为LDPE,MI为2~4g/10min,发泡剂为F-12,含量为24%~30%,滑石粉适量。
(2)挤出发泡网的适用 主要包括如下两个方面:
表17-122 几种聚烯烃挤出发泡网的性能
1)包装方面。用于新鲜食品,如蔬菜、瓜果等的包装材料,还可用作药品、储气瓶等保护性包装,也可用作蔬菜和瓜果的购物包装。
2)建筑方面。用于防护栅栏,防止鸟和鱼儿逃出;工地上防止建筑灰尘垃圾掉落;海滩上作防鲨网;铁路两旁作围墙。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。