



为了保证电缆的工作质量及使用寿命(一般高压电缆使用寿命要求达到25年),除了选择正确的材料外,电缆结构及成型工艺也是重要的环节。
1.电缆的结构
电缆的结构如图17-98所示。
电缆结构设计,包括按电缆载流能力设计导线截面尺寸;按电压等级及频率和其他特殊要求设计相应的绝缘层、屏蔽层、护套层、其他功能层及各层的厚度。绝缘层厚度按不同用途电缆特性设计,如6kV及6kV以上电压级电线电缆绝缘层厚度主要按电场强度计算,传输大电流者,应同时考虑绝缘层厚度与散热性,要防止电场直接击穿和热击穿。又如1kV及1kV以下电压级电缆的绝缘层厚度按运行所受到的机械力计算,随着导线截面的增大,绝缘层厚度分级增大。另外,相同电压级电线电缆中没有护套者比有护套者绝缘层厚;移动式比固定铺设用线厚;使用条件苛刻或安全性要求高的线绝缘层也应增厚。薄绝缘层结构的电线,绝缘层厚度决定于加工工艺性,目前,塑料最薄挤出厚度为0.15~0.20mm。另外,通信电缆的绝缘层厚度应按在设定的电源频率下,塑料的介电常数和介质损耗因数来计算;电力电缆的绝缘层厚度应分别按工频下平均工作电压强度和冲击电压的击穿强度来计算,并取其大者作为绝缘层厚度。
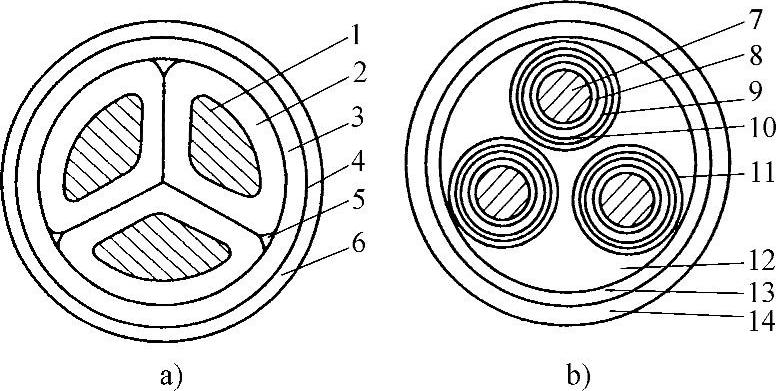
图17-98 电缆的结构
a)聚氯乙烯电缆结构 b)交联聚乙烯电缆结构 1、7—导线 2—聚氯乙烯绝缘层 3—聚氯乙烯内护套 4—铠装层 5、12—填料 6—聚氯乙烯外护套 8—导线屏蔽层 9—交联聚乙烯绝缘层 10—半导电层 11—铜带 13—扎紧布带 14—聚氯乙烯外护套
2.电缆的成型工艺
电缆成型用料都是用配方料制作的粒料,其成型工艺流程如图17-99所示。电缆电线各包覆层的塑料多数采用挤出包覆成型法,即用挤出机和特殊结构机头将各种电缆料分别包覆在导线上,形成绝缘层、屏蔽层和护套层。其生产工艺流程如图17-100所示。
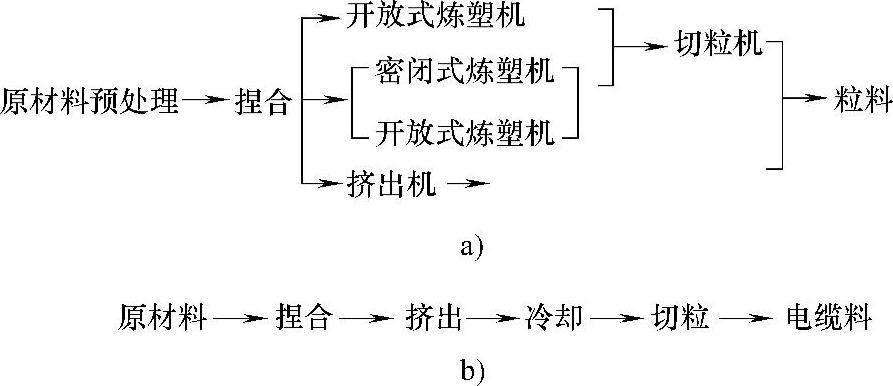
图17-99 电缆料的生产工艺流程
a)聚氯乙烯电缆料生产工艺流程 b)聚乙烯电缆料生产工艺流程

图17-100 电线电缆的生产工艺流程(https://www.xing528.com)
1—线料 2—预热 3—真空 4—挤出机 5—冷却水槽 6—火花测试仪 7—绞盘 8—卷绕
另外,也可采用共挤法同时挤出绝缘层、屏蔽层和护套层的三层包覆层,可保证各层密切接合,接触界面无气泡,无缺陷及水分,可防止在高电场下层间发生树枝状放电,所以特别适合用于制作耐110kV以上高电压电缆。
不同塑料及不同品种电缆的具体工艺流程不同,图17-101所示为PVC、XLPE两种电缆及HDPE通信电缆的工艺流程。包覆机头结构形式很多,图17-102所示为挤压式包覆机头结构示意图。

图17-101 PVC、XLPE电缆和通信电缆生产工艺流程
a)PVC、XLPE电线电缆生产工艺流程 b)通信电缆生产工艺流程
虽然各种电缆的成型工艺过程有所不同,但在成型加工时保证塑料的材料性能的目的是一致的,尤其对加工高压高频及其他特殊用途的电缆时更为重视。通常,都采用纯度及清洁度较高的树脂和助剂,并保证塑料中杂质最少。如在加工高压电缆时对车间的净化和挤出机机头过滤网的清理都有较高的要求,在成型中必须保持物料不发生分解,塑化均匀,料层不夹带杂质及气泡,保持最低含水量,表层及物料内无质量缺陷,尤其是电缆中的导线、绝缘层、屏蔽层和护套之间必须紧密结合,接触界面间无气隙,无剥离,保证各层厚度,且不偏心等。总之,要求导线全长上任何部位都要保证塑料的表面及内层材料的质量,任何一点质量不合格,在工时即可发生击穿等事故。几种挤出电缆料的成型控制参数见表17-113。
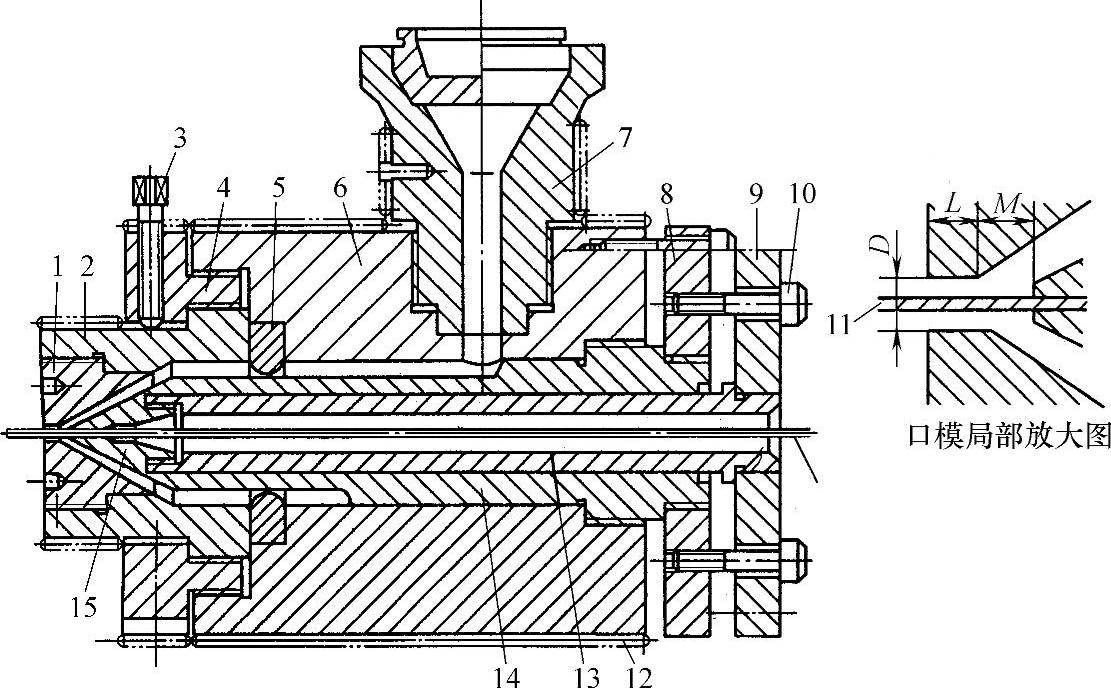
图17-102 挤压式包覆机头结构
1—口模 2—口模体 3—调节螺钉 4—锁母 5—阻流环 6—模体 7—机颈 8—支撑板 9—挡板 10—螺钉 11—芯线 12—电热圈 13—导向套 14—芯棒 15—导向锥
表17-113 几种挤出电缆料的成型控制参数

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。