



由于吹塑工艺及吹塑制品具有诸多优点,因此目前在汽车、航空、机电、物流运输、建筑家具等许多行业中已广泛用作工业制品,代替部分实体塑料制品。其中,汽车行业应用较广,用其制作大量的汽车配件,如仪表板、油箱、座椅、车门内衬、保险杠、扰流板、面板、各类弯管等。其他还有机电产品的机壳、物资运输用集装箱、储槽、箱包、中空结构件等。
1.吹塑工业制品的特点
吹塑工业制品与普通包装容器相比有以下特点:
1)常用作结构件,尺寸较大,形状复杂,要求具有良好的力学性能,如强度、抗冲击性和刚性等。
2)尺寸稳定性好,有尺寸精度要求。
3)有耐热性、耐化学品、阻燃性等物理性能要求。
4)壁厚和表面积大,对制品表面有光滑性、轮廓清晰等外观质量要求。
2.常用塑料
(1)聚烯烃类 包括HDPE、LDPE、PP、HM-WHDPE、UMWHDPE和PP等,常用作大型容器制品。
(2)工程塑料类 主要品种有PA6、PA66、PA11、PA610、ABS、PC、PES、PEEK、ASA、PSF、PAR等,以及各种塑料的改性品种,如GFPA、GF-PPS、改性PET或PBT、改性PC、PBT/PC、PA/PET、PC/PET、ABS/PC、ABS/PA等。目前,用于汽车制品的材料,如作保险杠制品用料有改性PP、PBT、弹性体改性PBT/PC、PC/PET、PC/ABS、PPO/ABS等;仪表板料有PC/ABS、改性PPO;扰流板的材料有PA、PPE/PA、PBT/PC、ASA/PC;后挡板盖的材料有PPE/HIPS;各类弯管料有PA、PPE/HIPS、ASA、PC及UMWHDPE等。此外,用作燃料油箱、油类容器的材料有HMWHDPE、UMWHDPE、PA、HDPE/PA6等。工程塑料还可作医疗设备配件(如ABS血压测量仪双壁容器);双壁箱包;冰箱、洗衣机及其他家用电器、机械仪器用的壳类制品;中空盖板、建筑家具用中空结构件等。
(3)热塑性弹性体 如聚烯烃或聚氨酯类热塑性弹性体可用作各类弯管、波纹管,如汽车油箱、风箱、轴环、风窗玻璃、清洗水箱,仪表板及发动机上用的各种形状导气管、操纵杆套管、进排气管等。
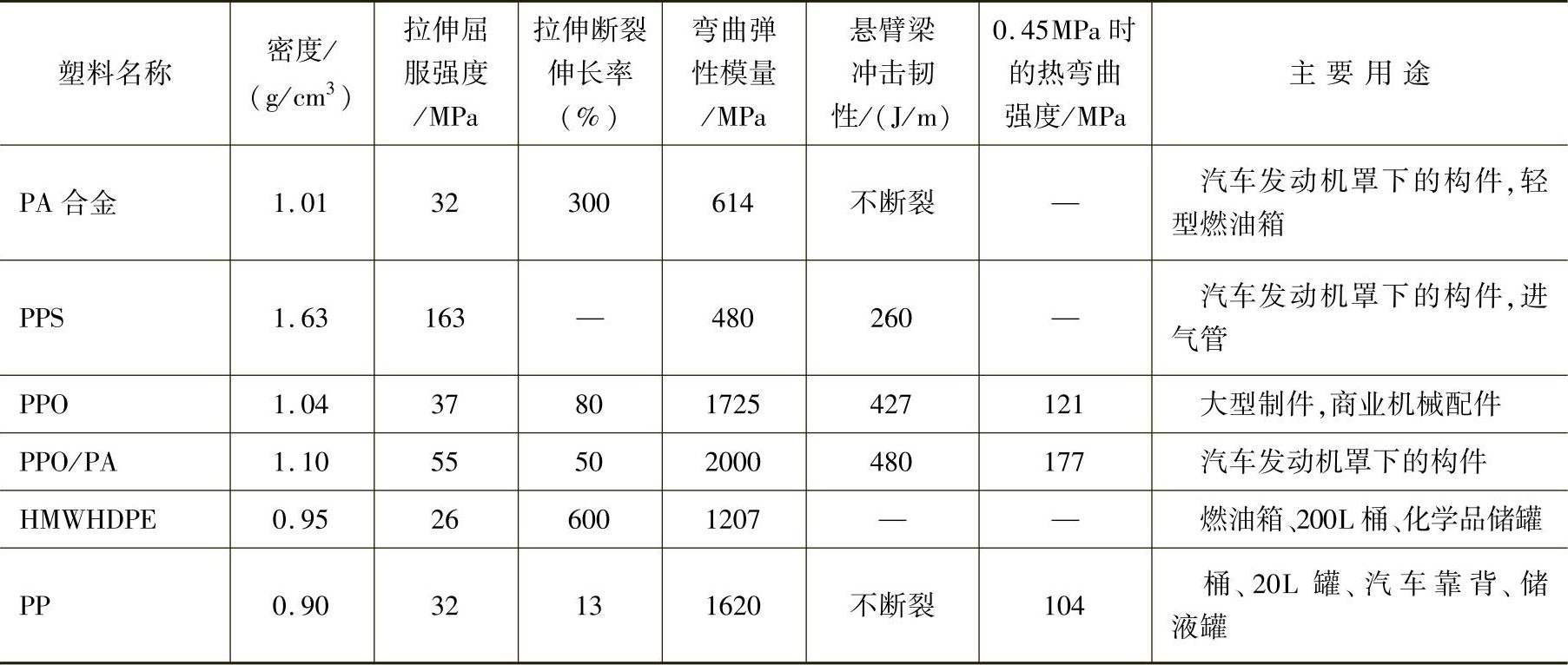
(4)其他塑料 各类填充共混、玻璃纤维增强塑料,如GFPA可作刚性、耐热制品,HDPE填充云母可作座椅、地板、靠背、空气净化器中的刚性构件。几种工业制件吹塑用塑料的性能及用途见表17-85。
表17-85 几种工业制件吹塑用塑料的性能及用途

(续)
另外,多数工业制品均采用挤出吹塑、挤拉吹、共挤吹、双壁吹塑等工艺加工,所以选用材料的成型特性应符合成型工艺要求。
3.典型制品举例
(1)大型塑料托盘 它是货物运输、周转、仓储用的重要器材,可作货物搬运时的承载工具,也可作集装箱中的货物垫仓板。目前,大型托盘投影面积可达0.8~1.8m2,质量达10~40kg,一般采用专用托盘成型机加工。吹塑托盘主要采用挤出吹塑成型工艺加工,国内主要制品是UMWHDPE塑料托盘,其性能均执行ISO 6780:1988、ISO 8611:1988,GB/T 15234—1994等标准。
1)塑料托盘的性能特点如下:
①安全性好。不助燃,无静电,无火花,防爆,防滑,不导电,无钉无刺,确保货物和作业者的安全。
②寿命长。使用寿命是木托盘的5~7倍,是钢托盘的2~3倍。添加抗紫外线剂,可提高户外日晒使用寿命。
③环境保护性能好。无毒,无味,耐酸碱,易清洗,可消毒,不霉烂,可回收利用再成型,节约木材。
④运输成本低,质量轻,大幅度降低集装箱货运费用。海关不需要进行卫生检验,降低运输成本。
⑤外形平整美观,整体性好,尺寸精度高,互换性好。
⑥价格低。塑料托盘是同规格合金钢托盘价格的1/6~1/5。按使用寿命计算价格,塑料托盘是同规格木托盘价格的1/3~1/2。
⑦适应性强。双面四向皆可操作,有效地提高工作效率及空间利用率和灵活性。对于清洁度要求标准高的工厂,非塑料托盘不可。
⑧维护费用低,免除专人修理费用。
⑨承重与自重比大。塑料托盘结构可进行CAD设计,减少质量,提高承重与自重之比。还可降低成型托盘的成本。
2)成型工艺。采用重均相对分子质量为35万~60万的UMWHDPE。(https://www.xing528.com)
①设备及模具。采用日本IPB-2000C超大型中空成型机;储料式机头,储料量为100L;圆筒形型坯,口模最大直径为850mm。
②工艺条件。树脂挤出温度为175~200℃;压力为25~45MPa;吹塑气压为0.5~0.7MPa(分预吹及吹胀两次成型);机头温度为220~235℃(共分五段);模具冷却水温度为7~18℃,成型周期为6~15min。
(2)共挤吹塑弯管 用共挤法制作不同塑料衔接成的型坯,然后用三维管件吹塑工艺制作共挤弯管。共挤吹塑管实例如图17-80和图17-81所示。
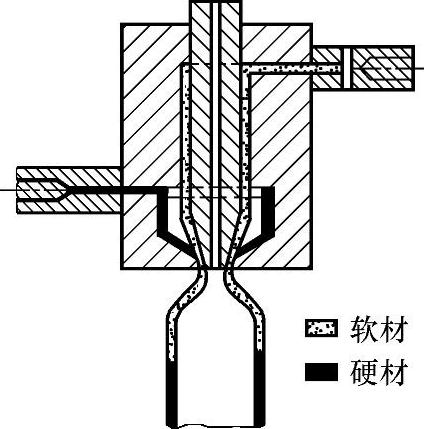
图17-80 交替共挤管成型示意图
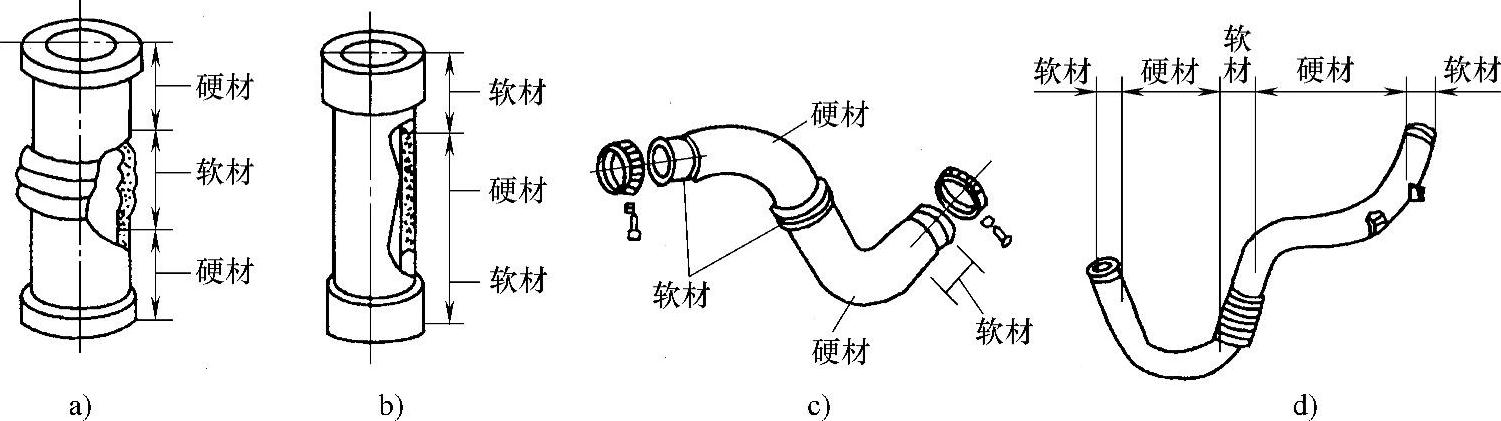
图17-81 各类共挤管
a)软质蛇腹部管件 b)软质连接部分管件 c)交替共挤气流管 d)交替共挤成型中间冷却器管
选用不同连接的塑料应符合下列条件:
1)相容性好,物性匹配。两种连接塑料必须相容性好,粘接强度高,成型温度接近。
2)粘接强度高。两种塑料的接合区域一般<10mm,结合强度高,具有能承受拉伸、压缩、弯曲、冲击、热冲击、振动等各种外力和耐润滑油、汽油、化学药品等介质侵蚀的能力。
3)满足使用要求。两种材料物性,如硬度、耐热性、耐油性、耐药品性等都应满足管材的使用要求。
目前,常用的塑料组合有聚丙烯(硬段)/烯烃类热塑性弹性体(软段);高、低密度PE/烯烃类热塑性弹性体;PA6和PA11系列;含玻璃纤维20%~30%(质量分数)的PA6和PA11系列等。
(3)燃料油箱汽车用燃料油箱使用性能要求很高:要求有高强度、高刚性、抗冲击、高韧性、尺寸稳定性,在高温及-40℃以下都能保持良好的力学性能,且能在高温与低温交变负荷环境下长期工作;要求具有耐化学腐蚀性、耐汽油、耐柴油、耐表面活性剂及大多数化学溶剂、耐环境应力开裂性等特性,要求汽油渗透率小,40℃时<20g/d(0.83g/h),23℃时<10g/d(0.42g/h);要求阻燃性好,当发生意外事故时易燃的油料不致迅速逸出着火;要求质量轻、价格适中、加工性好。因此,对燃料油箱制订了严格的安全技术标准及检测项目。
燃料油箱用料及加工方法很多,其中挤吹成型工艺较为理想,常用塑料有UMWHDPE、HDPE/PA6复合料,以及燃料油箱专用塑料,如德国BASF公司的HMWHDPE塑料(商品名称Lupolen 4261A)等。日本三菱成化公司的HDPE/PA6五层结构共挤燃料油箱料(2030AK+30%回收料),粘合层用HB310,三者的粘度比不大于3∶1,其结构为HDPE/HB310/PA6/HB310/HDPE。我国上海大众轿车的60L燃料油箱采用高相对分子质量HDPE塑料,材料密度为0.945~0.950g/cm3,MI=3~4g/10min,硬度为65±2HA;拉伸强度>20MPa,断裂伸长率为9%~15%,耐热(130±2)℃,收缩率≤2.5%,耐低温为-40℃。为了进一步提高阻隔汽油的渗透性,还采用了在箱体内充入含1%~2%(体积分数)氟的混合气体或充入含10%~20%(体积分数)的SO2气体进行氟化或璜化的表面处理。
(4)TPE-O波纹套管 该管广泛用作汽车上变速杆等各运动部件的波纹套管,可伸缩弯曲、承载、高温下有强度,低温下有柔软性,耐油,防尘,对运动部件有保护作用。
1)原料为TPE-O(日本东燃公司的TE6347或TE6544)。
2)设备为挤出吹塑机,长径比为25∶1,压缩比为(2.0~3.5)∶1,螺杆设置混炼元件。
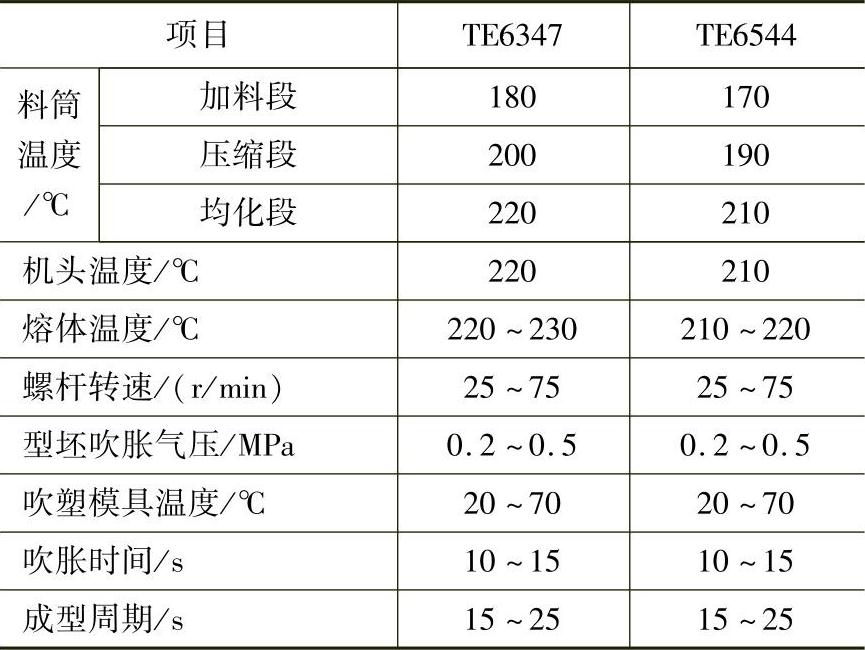
3)成型工艺条件与加工HDPE相似,见表17-86,应控制成型温度及剪切速率(流动性对剪切速率敏感)。
表17-86 波纹管的生产工艺条件
(5)TPE-E吹塑进气管 聚酯类热塑性弹性体吹塑管具有耐磨、耐油、耐挠曲、耐低温、耐候性等特点,可作汽车各类进、排气管。
1)原料为TPE-E,商品名称为Hytrel,牌号HTG-4275B。其熔点为212℃,MI=1.8g/10min,离模膨胀率为40%~50%,收缩率为1.5%~2.0%。
2)成型条件。设备长径比为25∶1,压缩比为(2.0~3.5)∶1,吹胀比为3∶1;吹塑模温为40~50℃,口模温度为210~220℃,吹胀气压为0.5~0.6MPa,吹胀时间为8~12s,成型周期为11~20s。
熔体温度对熔体粘度、型坯强度、型坯稳定性和夹坯口处接合强度都有重要的影响,必须控制适当的熔体温度。
(6)板类结构件 汽车上还可应用多种吹塑板类结构件,如保险杠、仪表板、车门内衬和扰流板等。
双层壁中空结构的保险杠具有抗冲击、整体平整性好、外观质量高、模具成本低等优点,所以竞争力强,应用不断扩大。国外生产商已开发生产了专用塑料,如PP/EPDM(德国Hoechst公司PPH8018)、PC/PBT(美国GE公司的Xenoy1100、1200;日本帝人公司的H7300、H7500S等)。其他还有PC/ABS、PPO/ABS等。
用吹塑级ABS可制作扰流板及其他要求高结构完整性与刚性的工业制品,具有力学性能好、抗冲击性优良、可在低温下使用、耐磨、尺寸稳定性好、耐油、耐酸、耐碱等优点,但其耐候、耐溶剂和耐紫外线性差。
制作扰流板工艺条件:干燥工艺80~85℃×2~4h;挤出温度为170~210℃;机头口模温度为205~215℃;吹塑模温度为77~88℃。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。